Designing and manufacturing a plastic stack mold is one of the most advanced engineering feats in the injection molding industry. Unlike standard single-face molds, a stack mold utilizes multiple parting lines to double or even quadruple production output without requiring a larger injection molding machine. Mastering this technology allows manufacturers to drastically reduce part costs, optimize factory floor space, and maximize the efficiency of their existing equipment.
Video Guide: A comprehensive overview demonstrating the high-efficiency production capabilities of stack molding systems.
What is Stack Mold?
A stack mold is an advanced injection molding tool featuring two or more mold parting surfaces, or “levels,” stacked parallel to each other. By utilizing a specialized hot runner system and synchronization mechanisms, it allows multiple cavities to be filled simultaneously, effectively doubling production capacity within the same machine footprint.
Video Guide: An inside look at a modular stack mold system and its internal centering components.
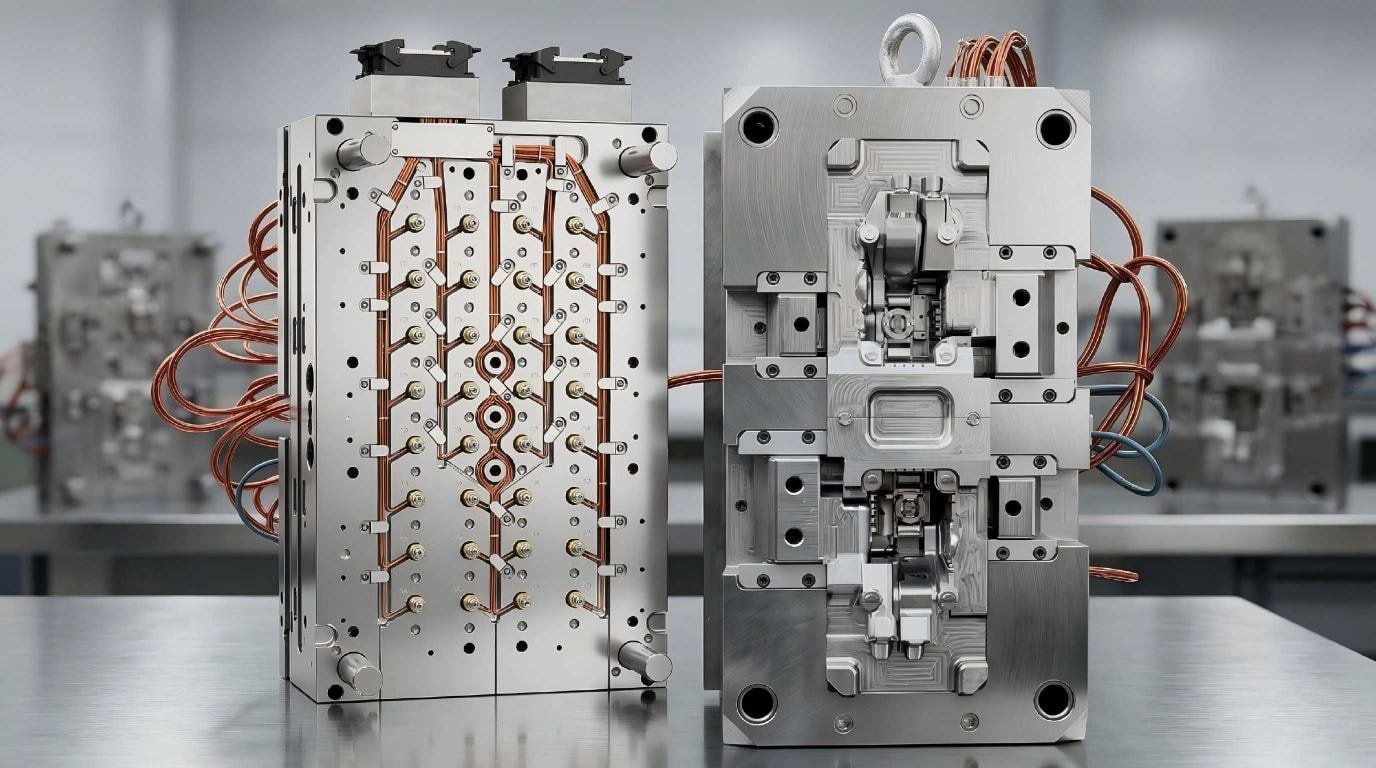
The Anatomy of a Stacked System
Understanding how to make a plastic stack mold requires a deep dive into its unique architecture. Standard molds have a single parting line where the two halves meet. A stack mold introduces a central carrier block that houses cavities on both sides, creating multiple parting lines.
To successfully engineer this system, several critical components must be integrated:
- Center Section (Carrier): The moving middle plate that holds the hot runner system and cavities on both its front and back faces.
- Hot Runner System: A specialized sprue bar and manifold system designed to deliver molten plastic from the machine nozzle through the center section to all cavities simultaneously.
- Synchronization Mechanism: Racks and pinions or helical gears that ensure both parting lines open and close at the exact same time and distance.
- Mold Base: Custom-machined high-grade steel plates capable of supporting the immense weight and pressure of the stacked configuration.
GBM Pro Tip: When designing your first stack mold, over-engineer the guide pins and wear plates. The center section is exceptionally heavy, and any slight sagging over time will cause catastrophic misalignment and mold wear.
How Does Stack Mold Work?
A stack mold works by using a mechanical synchronization system to open multiple parting lines simultaneously during the ejection phase. Molten plastic is injected through a central sprue bar into a hot runner manifold, which distributes the resin equally to cavities located on multiple parallel levels.
Video Guide: A detailed breakdown of building and assembling the complex components of a plastic injection mold.
Operational Mechanics
The operation of a stack mold relies on perfect timing and balanced material flow. If one level fills faster than the other, the resulting pressure imbalance can flash the mold or damage the center carrier.
the step-by-step process of how the mold functions during a cycle:
- Injection: The machine nozzle docks with the sprue bar. Plastic is injected through the sprue bar, bypassing the first parting line, and enters the central hot runner manifold.
- Distribution: The manifold splits the flow, injecting plastic simultaneously into the cavities on both the stationary-side parting line and the moving-side parting line.
- Cooling: Water channels engineered into both the outer plates and the center carrier cool the plastic uniformly.
- Synchronized Opening: The machine opens. A rack-and-pinion gear system forces the center section to move exactly half the distance of the machine’s moving platen, opening both parting lines equally.
- Ejection: Ejector pins on both levels actuate simultaneously, dropping the finished parts before the mold closes for the next cycle.
GBM Pro Tip: Achieving perfect cavity balance is critical. Always use a rheological simulation (mold flow analysis) to ensure the runner system delivers equal pressure and temperature to all levels of the stack.
Can you make your own plastic molds?
Yes, you can make your own plastic molds for low-volume or DIY projects using materials like silicone, epoxy, or 3D-printed resins. However, manufacturing a commercial-grade stack mold requires industrial CNC machining, hardened tool steel, and expert engineering to withstand high injection pressures.
Video Guide: A demonstration of creating DIY injection molds using alternative materials for low-volume production.
DIY vs. Industrial Mold Fabrication
While hobbyists can create simple single-cavity molds in a garage, stack molds belong exclusively to the realm of precision industrial manufacturing. The tolerances required for the synchronization gears and the thermal management of the hot runner cannot be achieved without professional equipment.
Based on our internal data and market analysis, here is the breakdown:
| Feature | DIY / Prototype Molds | Commercial Stack Molds |
|---|---|---|
| Material | Silicone, Aluminum, 3D Resin | H13, P20 Hardened Tool Steel |
| Machining Method | Desktop CNC, 3D Printing, Casting | 5-Axis CNC, Wire EDM, Sinker EDM |
| Production Volume | 10 to 1,000 parts | 1,000,000+ parts |
| Complexity Limit | Single parting line, manual ejection | Multiple levels, synchronized ejection |
| Cost Range | $50 – $500 | $50,000 – $250,000+ |
GBM Pro Tip: If you are prototyping a part intended for a stack mold, machine a single-cavity aluminum prototype first. This allows you to test the gate location and shrinkage rates before committing to the massive cost of the stacked steel tool.
What is a cheaper alternative to injection molding?
Cheaper alternatives to injection molding include vacuum forming, urethane casting, and 3D printing. These methods drastically reduce upfront tooling costs, making them ideal for prototyping or low-volume production runs where the high cost of a steel mold is not justified.
Video Guide: A guide on building a simple vacuum former as a cost-effective alternative to injection molding.
Cost-Effective Manufacturing Alternatives
If the capital required to build a stack mold is prohibitive, manufacturers can utilize several alternative processes depending on the required volume and material properties.
Consider these alternatives for lower-volume needs:
- Vacuum Forming: Best for large, thin-walled parts like packaging or trays. It uses cheap aluminum or wood molds to shape heated plastic sheets.
- Urethane Casting: Ideal for producing 20 to 100 high-quality parts that mimic injection-molded plastics. It uses a 3D-printed master pattern and a silicone mold.
- Industrial 3D Printing (SLS/MJF): Perfect for complex geometries without any tooling costs. It is highly cost-effective for volumes under 500 units.
- Blow Molding: A cheaper alternative specifically for creating hollow objects like bottles and containers.
GBM Pro Tip: Use 3D printing (specifically Multi Jet Fusion) to bridge the gap between prototyping and mass production. You can sell your first few hundred units to fund the capital needed for a high-efficiency stack mold.
What is a molding stack?
A molding stack refers to the specific assembly of internal components within the mold base, including the core inserts, cavity blocks, hot runner manifolds, and centering mechanisms. In a stack mold, these components are arranged in multiple layers to multiply the available molding surfaces.
Video Guide: Exploring the concept of stacking and molding multiple parts efficiently.
Core Components of the Stack Assembly
The term “stack” in tooling can refer both to the overall mold type and the literal stack-up of tolerances and plates within the tool. To make a plastic stack mold, engineers must meticulously calculate the dimensions of every plate in the assembly.
The primary elements of the molding stack include:
- Stationary Platen Assembly: The section mounted to the fixed side of the press, containing the primary sprue bushing.
- Center Carrier Assembly: The heaviest part of the stack, containing the manifold, valve gates, and cavities on two opposing faces.
- Moving Platen Assembly: The section mounted to the moving side of the press, containing the secondary ejection system.
- Linkage System: The mechanical arms, gears, or racks that tie the three assemblies together to govern their movement during the press opening.
GBM Pro Tip: Pay extreme attention to the thermal expansion of the molding stack. Because the center carrier is sandwiched between hot plastic and lacks direct contact with the machine platens, it requires a highly aggressive, independent cooling circuit to prevent overheating.
Key Features & Comparison
When deciding whether to invest in a stack mold, it is crucial to compare its capabilities against traditional single-face injection molds. While the initial engineering and machining costs are significantly higher, the long-term operational savings are substantial.
Based on our internal data and market analysis, here is the breakdown:
| Metric | Standard Single-Face Mold | High-Efficiency Stack Mold |
|---|---|---|
| Output per Cycle | 1x (Base Volume) | 2x to 4x (Doubled/Quadrupled) |
| Tonnage Requirement | Standard | Standard + ~15% (for projected area) |
| Machine Size Needed | Large (for high cavitation) | Smaller footprint (same cavitation) |
| Initial Tooling Cost | Baseline | 1.5x to 2x higher than baseline |
| Part Cost (At Scale) | Standard | Significantly Reduced |
| Maintenance Complexity | Moderate | High (Requires specialized technicians) |
Cost & Buying Factors
Making or purchasing a plastic stack mold is a major capital investment. The price of a fully engineered stack mold typically ranges from $80,000 to well over $300,000, depending on the cavitation, part complexity, and the type of hot runner system used.
When evaluating the cost, buyers must focus on the Return on Investment (ROI). Because a stack mold doubles production output without requiring the purchase of a second injection molding machine—or the floor space and operator to run it—the ROI is often realized within the first 12 to 18 months of high-volume production. Key buying factors include the quality of the synchronization gears (rack and pinion vs. harmonic linkages), the reliability of the hot runner valve gates, and the structural integrity of the center carrier support system.
Conclusion
Learning how to make a plastic stack mold involves mastering complex mechanical synchronization, advanced thermal management, and precision CNC machining. While the engineering challenges and initial costs are steep, the ability to double production output within the same machine footprint makes stack molding an invaluable asset for high-volume plastic manufacturing. For manufacturers looking to scale operations efficiently, investing in a robust stack mold system is a proven strategy for reducing long-term part costs and maximizing profitability. If you are ready to elevate your production capabilities, consult with the tooling experts at GBM to design a custom stack mold tailored to your specific application.