Two-shot injection molding, often referred to as 2K or double-shot molding, is a sophisticated manufacturing process that combines two different thermoplastic materials into a single, integrated component within one machine cycle. By eliminating the need for secondary assembly steps, manufacturers can achieve superior aesthetic finishes, improved structural integrity, and significant cost reductions for high-volume production runs. This guide explores the technical nuances, operational benefits, and economic advantages of adopting this technology for your next project.
What is Two-Shot Injection Molding?
Two-shot injection molding is a specialized manufacturing technique where two different plastic resins are molded together in a single press cycle to create a multi-material or multi-colored part. Unlike overmolding, which often requires moving parts between machines, this process utilizes a rotary platen to seamlessly bond materials chemically or mechanically without manual intervention.
The Dual-Material Concept
The core philosophy of two-shot molding is efficiency through integration. Instead of producing two separate parts and gluing or snapping them together, the machine produces a finished bond inside the mold. This is achieved using a specialized machine with two injection units.
Based on our internal data and market analysis, here is the breakdown of common material combinations:
| Primary Material (Substrate) | Secondary Material (Overmold) | Common Application |
|---|---|---|
| Polypropylene (PP) | TPE / TPU | Soft-touch grips on power tools |
| Polycarbonate (PC) | ABS | High-strength automotive dashboards |
| Clear PC/Acrylic | Colored PC/ABS | Backlit buttons and automotive lenses |
| Nylon (PA) | TPE | Sealing gaskets and vibration dampeners |
GBM Pro Tip: Success in two-shot molding relies heavily on the chemical compatibility of the two materials. If the materials do not bond chemically (melt fusion), you must design mechanical interlocks (holes, grooves, or undercuts) into the substrate to physically anchor the second shot.
How Does Two-Shot Injection Molding Work?
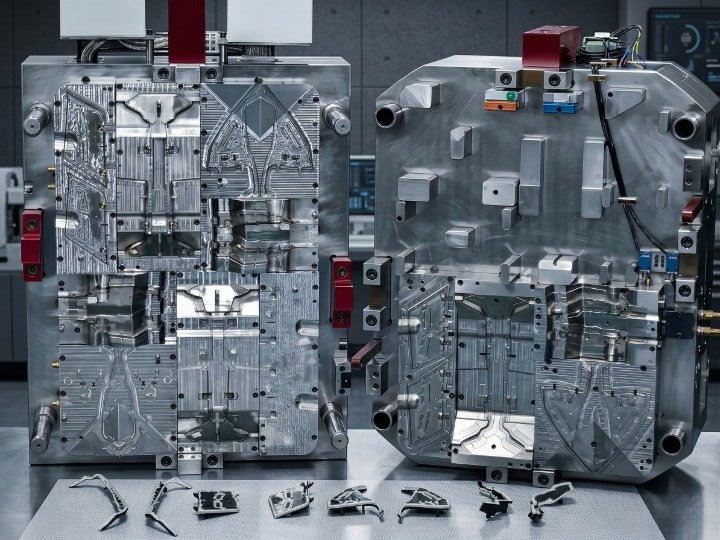
The process begins by injecting the first material (substrate) into a mold cavity, after which the mold opens and rotates—typically 180 degrees—to align with a second injection unit. The second material is then injected over or around the substrate, bonding instantly as the part cools, resulting in a finished component ejected in a single operational cycle.
The Rotary Platen Mechanism
The mechanics of a two-shot machine are distinct from standard presses. The defining feature is the rotary table or platen, which allows the tool to move the semi-finished part to the second station without ejecting it.
- Injection of Shot 1: The hard plastic (substrate) is injected into the first cavity to form the basic structure.
- Mold Opening: The clamp opens, but the part remains on the core side of the mold.
- Rotation: The rotary platen spins the core side 180 degrees to the second position.
- Injection of Shot 2: The mold closes, and the second material (often soft touch or a different color) is injected into the second cavity, filling the voids around the first shot.
- Cooling and Ejection: Both materials cool and solidify. The mold opens, and the fully integrated part is ejected.
GBM Pro Tip: Precise gate location is critical. The gate for the second shot must be positioned to allow flow over the first shot without re-melting or displacing the substrate, which can cause “washout” or dimensional distortion.
What are the benefits of Two-Shot Injection Molding?
The primary benefits of two-shot molding include substantial cost savings through the elimination of secondary assembly, enhanced product quality due to stronger molecular bonding, and expanded design freedom for soft-touch grips or two-tone aesthetics. It dramatically reduces cycle times and labor costs compared to traditional insert molding or assembly processes.
Efficiency and Aesthetic Superiority
Manufacturers choose two-shot molding when they need high-volume consistency and premium finishes. The process removes the human error associated with manual assembly.
Based on our internal data and market analysis, here is the breakdown of the advantages:
- Cost Reduction: Eliminates secondary processes like sonic welding, gluing, or snap-fitting assembly.
- Improved Quality: Creates a molecular bond between materials, resulting in better durability and seal integrity than glued parts.
- Aesthetic Appeal: Allows for complex multi-color designs and “soft-touch” surfaces that feel premium to the consumer.
- Cycle Time: Although the cycle is slightly longer than a single shot, it is significantly faster than molding two parts separately and assembling them.
GBM Pro Tip: While the tooling cost is higher, the ROI is realized quickly in high-volume production (typically 10,000+ units). For low volumes, the upfront tooling cost may not justify the unit savings.
How to maintain a Two-Shot Injection Molding?
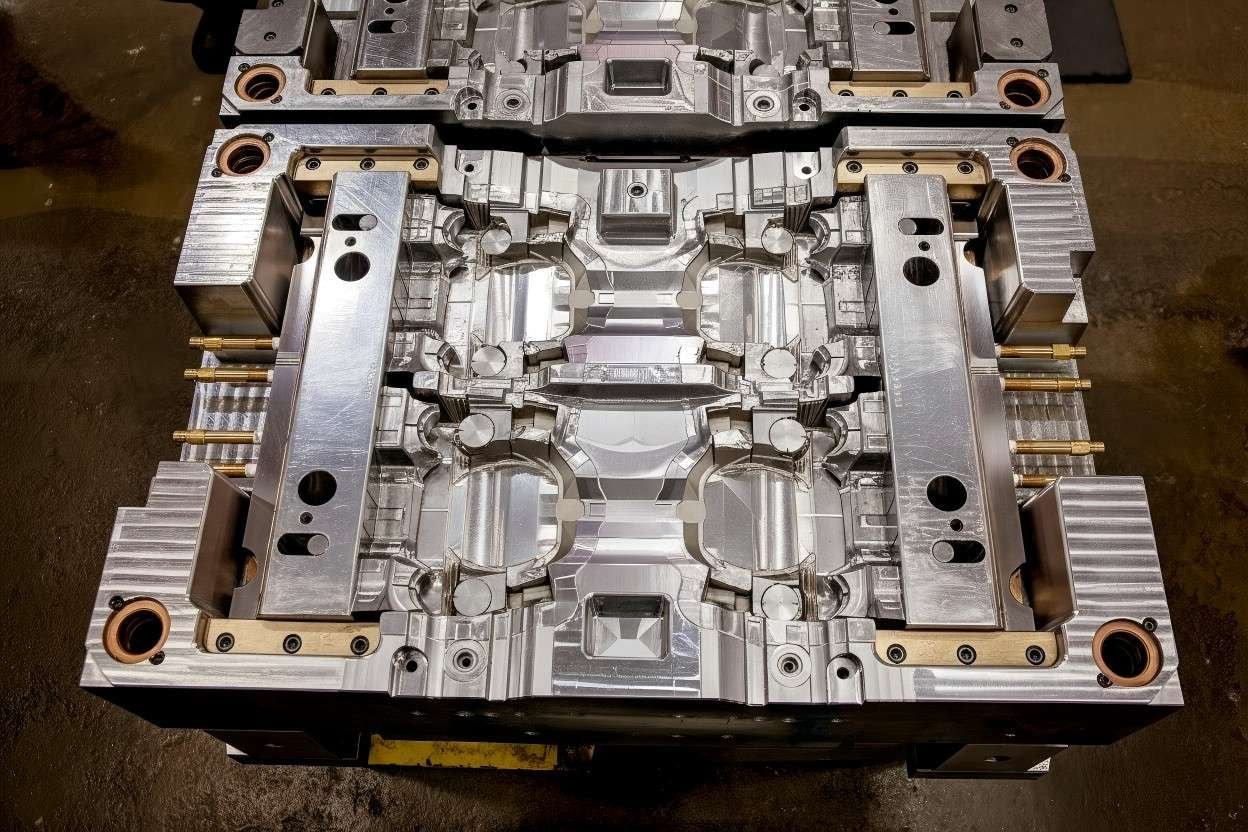
Maintaining a two-shot injection molding machine requires a rigorous schedule focused on the rotary platen mechanism, hydraulic seals, and the precise alignment of both injection units. Regular inspection of the mold’s turning stack and lubrication of moving components are critical to prevent flash and ensure consistent shot-to-shot repeatability.
Video Guide: A look at the machinery required and the maintenance implications of Sodick 2-shot systems.
Critical Maintenance Areas
Because two-shot molds have moving mechanisms (rotary tables or indexing plates) built into the tool or machine, they are more susceptible to wear than static molds.
- Rotary Platen Lubrication: The bearings and gears responsible for rotating the heavy mold half must be greased regularly to prevent seizing or jittery movement.
- Seal Integrity: Check the hydraulic or electric connections that travel with the rotating platen. Leaks here can cause contamination.
- Platen Parallelism: Ensure the rotary table remains perfectly parallel to the stationary platen. Misalignment leads to flash on the parting line.
- Cleaning Vents: Two-shot molds require excellent venting to prevent trapped gas, especially where the second shot meets the first.
GBM Pro Tip: Pay close attention to the cooling channels in the rotary core. Since the core stays hot for two cycles (Shot 1 and Shot 2), efficient cooling is vital to prevent the first shot from deforming when the second hot shot is injected.
What is the price of Two-Shot Injection Molding?
The price of two-shot injection molding involves a higher initial capital investment for complex tooling and specialized machinery compared to standard molding. However, the unit cost decreases significantly for high-volume runs because labor-intensive assembly steps are removed, making it the most economical choice for production quantities exceeding tens of thousands of units.
Video Guide: Strategies to save costs in injection molding, relevant to process selection.
Analyzing the Cost Structure
Pricing is a trade-off between upfront CapEx (Capital Expenditure) and long-term OpEx (Operational Expenditure).
Based on our internal data and market analysis, here is the breakdown of cost drivers:
| Cost Factor | Single Shot + Assembly | Two-Shot Molding |
|---|---|---|
| Tooling Cost | Low to Medium (2 simple molds) | High (1 complex rotary mold) |
| Machine Rate | Standard | Premium (Specialized machine) |
| Labor Cost | High (Requires assembly staff) | Low (Automated process) |
| Cycle Time | Slow (Multiple steps) | Fast (Single cycle) |
| Scrap Rate | Higher (Assembly errors) | Lower (Process consistency) |
GBM Pro Tip: To minimize tooling costs, consider using a rotating core within a standard mold base rather than a full rotary platen if your part geometry allows. This can sometimes be run on standard machines with an auxiliary injection unit.
Key Features & Comparison
When comparing two-shot molding to overmolding or insert molding, the key differentiator is the integrated, automated workflow that reduces handling errors and cycle time. While overmolding is suitable for lower volumes and existing substrates, two-shot molding offers superior precision and lower part costs for mass production of complex, multi-material components.

Two-Shot vs. Traditional Methods
Understanding the technical differences helps in selecting the right process for your product launch.
Based on our internal data and market analysis, here is the breakdown:
| Feature | Two-Shot Molding | Overmolding (Pick & Place) | Insert Molding |
|---|---|---|---|
| Automation | 100% Automated | Semi-Automated / Manual | Manual Loading |
| Precision | Very High (Microns) | High | Medium (Placement variance) |
| Bond Strength | Excellent (Hot substrate) | Good (Cold substrate) | Mechanical mostly |
| Volume Suitability | High Volume (10k+) | Low to Medium Volume | Low to Medium Volume |
| Equipment | Specialized 2-Barrel Machine | Standard Machine (2 molds) | Vertical or Standard Machine |
GBM Pro Tip: Two-shot molding provides better tolerance control. In overmolding, placing a cold part back into a mold can cause slight misalignment due to shrinkage variations. In two-shot, the part never leaves the steel core, ensuring perfect registration between the two materials.
Cost & Buying Factors
Key buying factors for two-shot molding services include the molder’s engineering expertise in material compatibility, the tonnage capacity of their dual-barrel machines, and their ability to design rotary molds. Buyers should prioritize suppliers who offer comprehensive DFM (Design for Manufacturing) analysis to optimize the bonding interface and reduce tooling complexity.
Video Guide: Example of advanced machinery (TOYO) used for high-precision two-shot applications.
Sourcing the Right Partner
Not all injection molding shops have two-shot capabilities. It requires specific machinery and a higher level of engineering skill.
- Machine Capacity: Does the supplier have machines with the correct shot size ratios for both your substrate and overmold?
- Engineering Support: Can they simulate the flow of both materials (Moldflow analysis) to predict warpage and bonding issues?
- Tooling Experience: Two-shot molds are complex. Ensure the vendor has a track record of building and maintaining rotary tools.
- Quality Control: Look for automated vision systems that can inspect both colors/materials immediately after ejection.
GBM Pro Tip: Always request a material data sheet for both resins to verify their bonding temperature windows. If the second shot’s melt temperature is too low, it won’t fuse with the substrate; if it’s too high, it might melt the substrate entirely.
Why Trust GBM for Your Injection Molding Needs?
When investing in complex tooling like two-shot molds, partnering with the right manufacturer is the difference between a successful product launch and costly delays. At GBM, we don’t just shoot plastic; we engineer manufacturing solutions.
- Unmatched Engineering Expertise: Our dedicated engineering team specializes in deep Design for Manufacturing (DFM) analysis. Before a single piece of steel is cut, we run advanced Moldflow simulations to predict warpage, optimize gate placements, and ensure perfect melt-fusion between your chosen resins.
- State-of-the-Art Equipment: Two-shot molding requires precise synchronization. GBM is equipped with advanced dual-barrel injection machines capable of maintaining the exact shot size ratios and tonnage required for flawless multi-material execution.
- Stringent Quality Control: Quality isn’t an afterthought; it’s built into our process. We utilize automated vision inspection systems and rigorous dimensional testing to ensure that every multi-color or soft-touch component meets strict industry tolerances.
- A Proven B2B Partner: From initial prototyping to mass production, global clients trust GBM for our transparent communication, strict adherence to international quality standards, and relentless commitment to protecting your intellectual property.
Conclusion
Two-shot injection molding represents the pinnacle of efficiency for multi-material plastic components. While the barrier to entry involves higher tooling costs and technical complexity, the long-term benefits—ranging from seamless aesthetics to unbreakable bonds and lower unit costs—make it the superior choice for high-volume manufacturing. At GBM, we specialize in optimizing these complex processes to deliver precision parts that elevate your brand’s quality.

