Custom Plastic Injection Molding Manufacturer
for OEM Plastic Parts
GBM Mold supports OEM plastic part projects from DFM review, mold tooling and T1 sample validation to stable injection molding production. We help overseas buyers review part geometry, resin selection, mold structure, tolerance risk, surface finish and inspection needs before mass production.
What Does GBM Provide as an Injection Molding Manufacturer?
GBM Mold is a China-based custom plastic injection molding manufacturer for OEM plastic parts.
We support DFM review, mold design, mold manufacturing, T1 mold trial, sample correction, plastic part production, dimensional inspection and export shipment.
Our work focuses on helping buyers reduce tooling risk before steel cutting and confirm part quality before batch production.
Who Needs a Custom Injection Molding Manufacturer?
OEM Product Teams
For companies developing housings, covers, clips, brackets, connectors and functional plastic parts.

Overseas Buyers
For US, European and global sourcing teams that need DFM feedback, T1 samples, inspection photos and export communication.
Prototype-to-Production Projects
For teams moving from CNC or 3D printed prototypes to real molded plastic parts and pilot production.

Engineering Plastic Projects
For ABS, PC, PP, PA6/PA66, POM, PBT, PPS, PEEK, TPE, TPU or glass-filled materials.
Plastic Injection Molding Manufacturing Capabilities
Here is a straightforward breakdown of our injection molding capabilities, supported services, and the essential information needed to kick-start your project efficiently.
| Capability | GBM Can Support | Buyer Should Provide |
|---|---|---|
| Mold Type | Prototype mold, production mold, single-cavity, multi-cavity, hot runner, cold runner | Annual quantity, target part cost |
| Molding Service | Prototype molding, low-volume molding, batch production, insert molding, overmolding support | Project stage and target quantity |
| Materials | ABS, PC, PP, PA6/PA66, POM, PC/ABS, TPE, TPU, PPS, PEEK, glass-filled resins | Material grade or working environment |
| Part Types | Housings, covers, clips, brackets, connectors, caps, trays, industrial parts | 3D CAD, 2D drawing, sample photo |
| Inspection | Appearance check, key dimension report, CMM / FAI when required | 2D drawing, CTQ dimensions |
| Export Support | T1 photos, sample photos, inspection reports, packing photos, shipment coordination | Destination country, packaging needs |
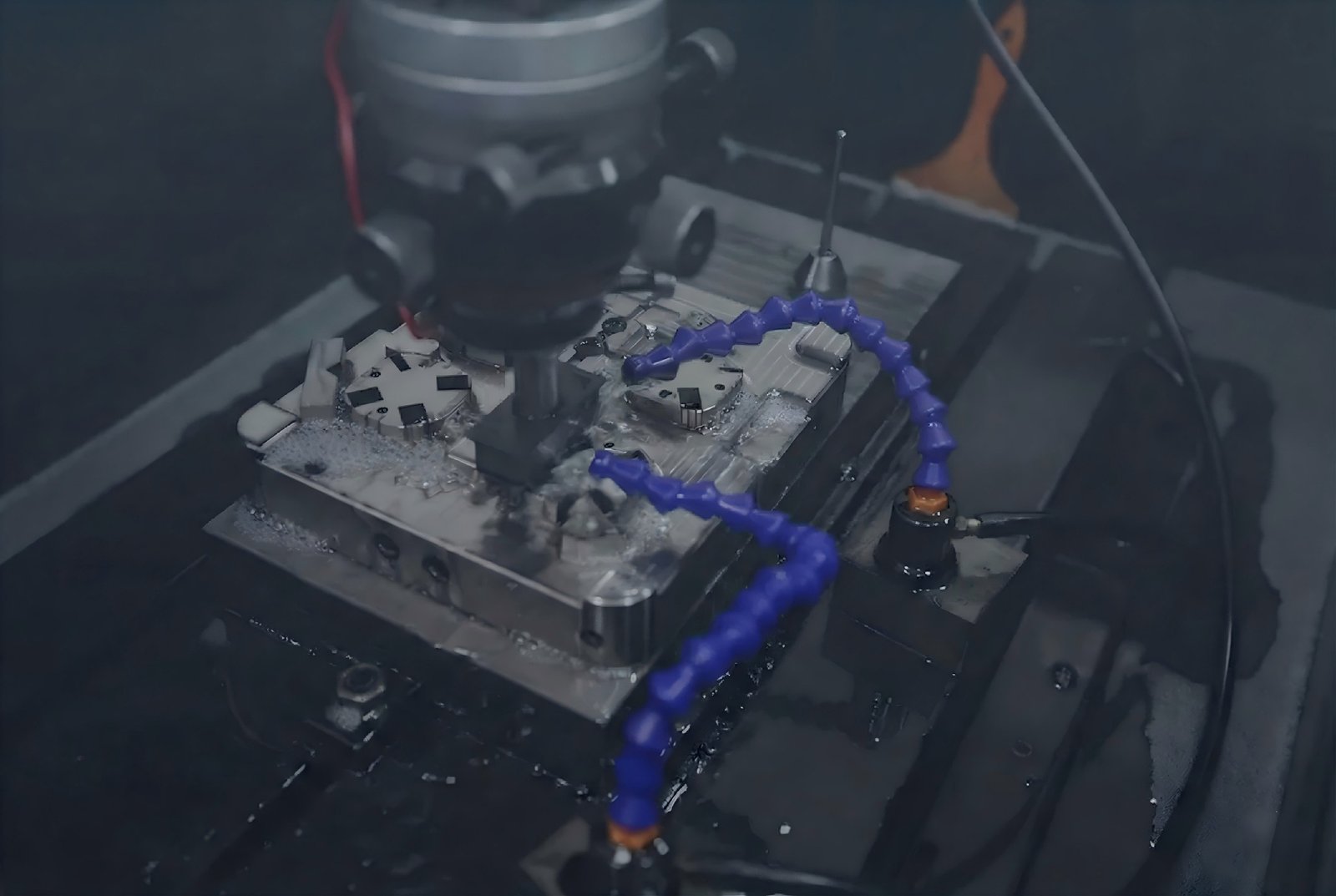
Injection Molding Process Control for Stable Plastic Parts
Turning raw plastic pellets into parts that actually fit your assembly line shouldn't be a guessing game.
-
Mold Temperature and Cooling Control
Review mold temperature, cooling balance and cycle time to reduce shrinkage and warpage.
-
Injection Speed and Pressure Setting
Adjust filling speed, holding pressure and packing time to improve part consistency.
-
Defect Review During Trial
Check flash, sink marks, short shot, burn marks, weld lines, gate vestige and ejection marks.
-
Stable Production Parameters
Record molding parameters after T1 approval to support repeatable batch production.

How to Choose a Plastic Injection Molding Manufacturer
Evaluating industrial injection molding service providers requires looking beyond the initial quote. Top buyers analyze these six critical factors to qualify reliable manufacturing partners.

DFM Review Before Quotation
A serious manufacturer should review wall thickness, draft angle, ribs, bosses, undercuts, gate location, shrinkage and ejection risk before confirming tooling cost.

Mold Tooling Control
Check whether the supplier can control mold design, CNC, EDM, fitting, polishing, assembly, mold trial and correction through a stable tooling workflow.
T1 Sample Process
T1 samples should be used to check filling, flash, sink marks, warpage, gate marks, surface finish and key dimensions before production approval.

Material Selection Support
The manufacturer should help compare resin options based on heat resistance, impact strength, flexibility, transparency, chemical exposure, flame retardancy, wear and cost.

Inspection Evidence
Ask for sample photos, trial videos, key dimension reports, CMM / FAI reports, material certificates and packing photos when the project requires documentation.

Overseas Communication
For overseas buyers, RFQ review, drawing confidentiality, sample shipment, export packing and production updates are as important as the molding machine itself.
Injection Molding Manufacturer in China for US, European and Overseas OEM Buyers
GBM Mold is not a local US molding shop. We are a China-based injection molding manufacturer supporting overseas OEM projects with DFM review, mold tooling, T1 samples, dimensional inspection, sample approval and export shipment. For US, European and global buyers, we focus on clear engineering communication, practical mold risk review and visual production evidence before delivery.
- CAD / drawing review before quotation
- English engineering communication
- T1 sample photos and trial feedback
- CMM / FAI report when required
- Packing photos before shipment
- Export mold or molded part delivery support

Global Export Ready
Supporting US & EU OEM Projects
Injection Molded Plastic Parts We Support
| Application | Example Parts | Engineering Review Focus |
|---|---|---|
| Electronics | Housings, covers, connector shells, brackets | Screw bosses, PCB fit, flame-retardant material |
| Automotive | Clips, covers, brackets, interior trim | Heat resistance, warpage, assembly fit |
| Medical Device Housings | Trays, covers, non-implant plastic parts | Material, clean handling, dimensional inspection |
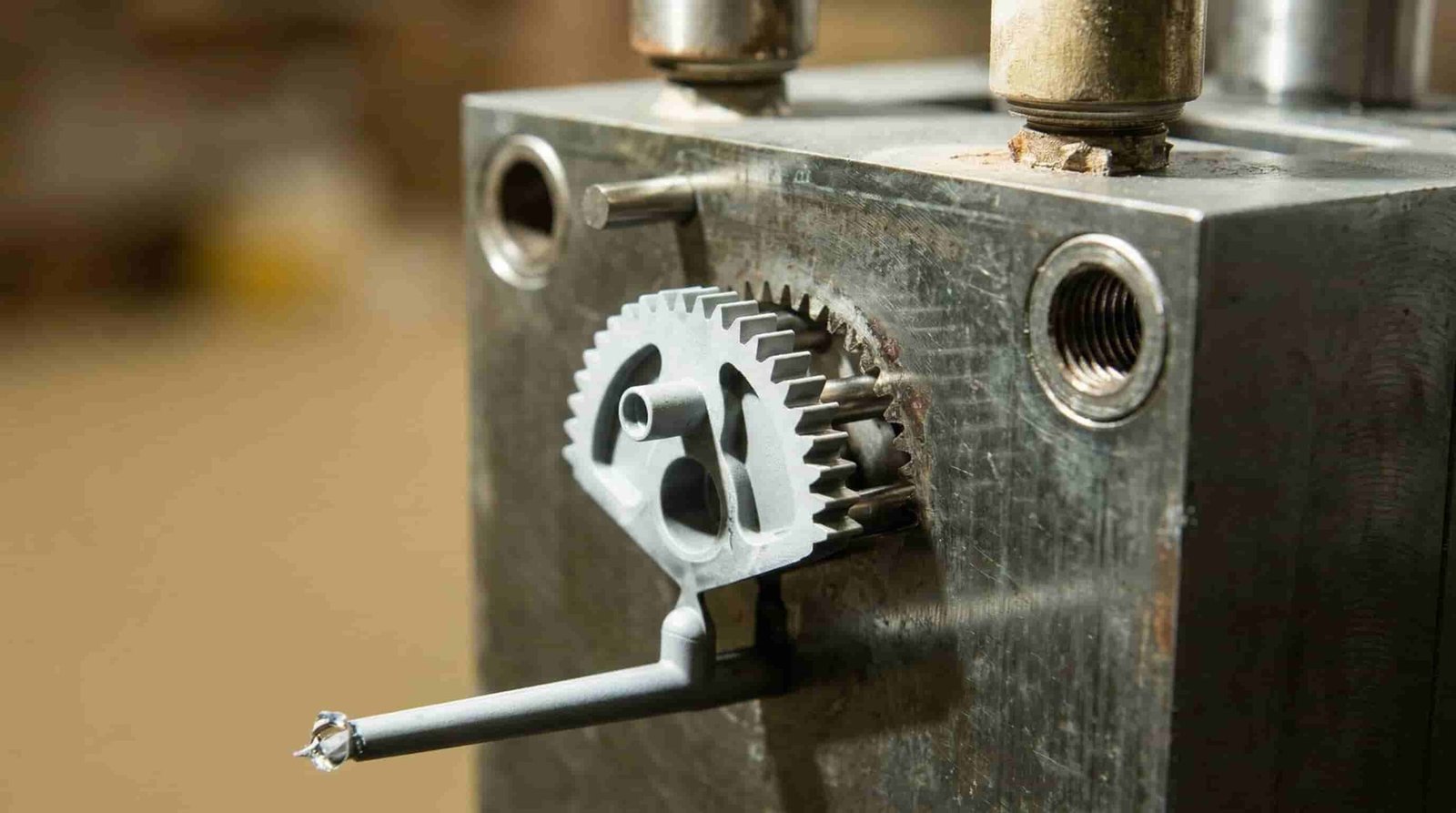
| Industrial Equipment | Gears, bushings, covers, fixtures | Wear, tolerance, chemical resistance |
| Packaging | Caps, lids, trays, thin-wall containers | Cycle time, ejection, stacking, shrinkage |
| Consumer Products | Handles, appliance covers, cosmetic parts | Color, texture, gate mark, surface defects |
Mold Tooling & Molding Options for OEM Parts


Prototype and Low-Volume Injection Molding Before Mass Production
For new plastic part projects, prototype or low-volume injection molding can help verify fit, function, material behavior and assembly before investing in a full production mold. GBM reviews part geometry, mold structure, sample requirements and future production quantity to decide whether prototype tooling, single-cavity tooling or production tooling is more suitable.
Prototype Mold
Single-Cavity Mold
Low-Volume Molding
Production Mold Upgrade

Mitigate Risk Before Scaling
Our engineering team conducts a thorough DFM review to align your sampling needs with the most cost-effective tooling strategy, ensuring a smooth transition to mass production.
Fast turnaround • Expert DFM • ISO9001 Certified
DFM Review for Complex Injection Molded Parts
Complex plastic parts often fail because the mold risk is found too late. Before cutting steel, GBM checks whether ribs, bosses, snap-fits, clips, undercuts, thin walls, thick sections, holes, threads, shut-off areas and cosmetic surfaces can be molded, ejected and inspected consistently.
Why Check It Early?
Fixing a design issue on a CAD file takes a few hours. Fixing it after the mold is built costs thousands of dollars and weeks of delay. Let our team review your design before you spend a dime on manufacturing.
Save Money on the Mold
Sometimes, a tiny change to your part's shape means we don't need to build expensive, complicated moving parts (like sliders) inside the mold. This keeps your upfront tooling costs much lower.
Speed Up Production
By tweaking the wall thickness and planning how the mold cools down, we help the plastic harden faster. A shorter machine cycle time means cheaper per-part costs for you.
Comprehensive DFM Checklist
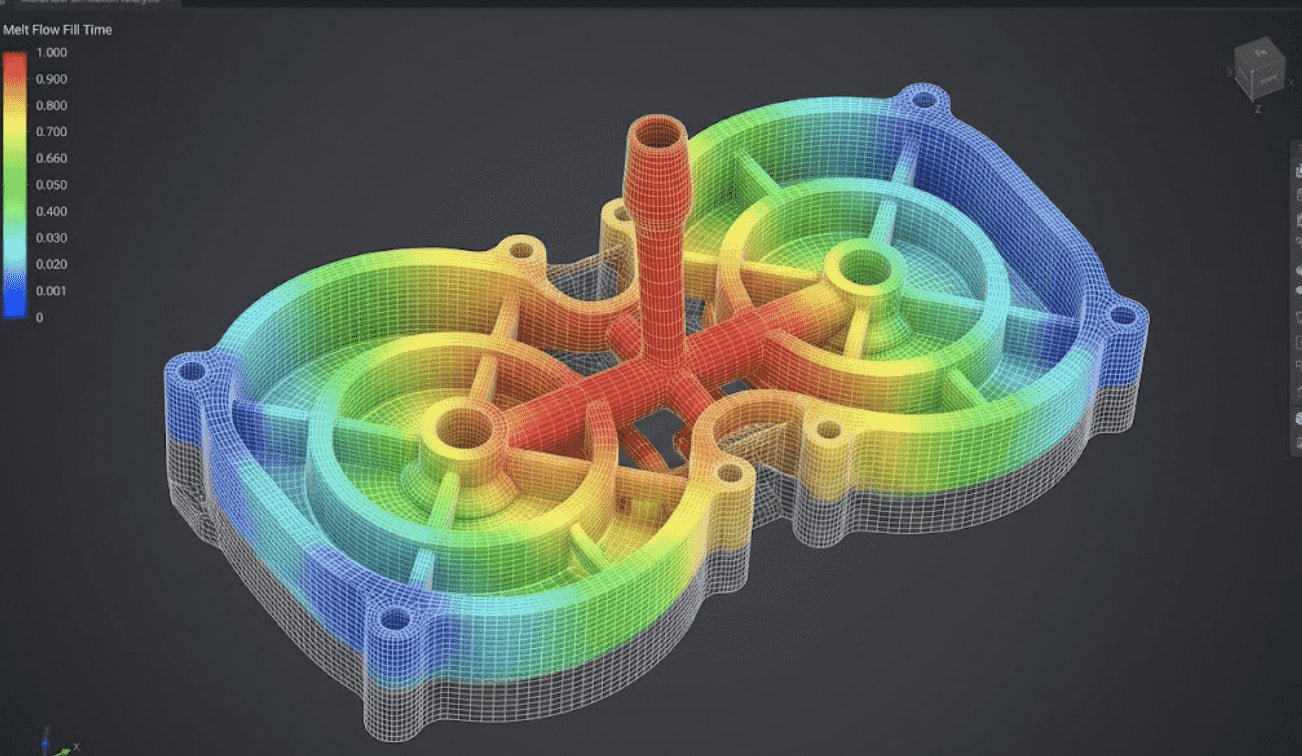
Gate & Flow Direction
Before we build anything, we use software to watch how the hot plastic will flow into the mold. We check for weld lines, air traps, gate vestiges, and cosmetic surface positions to ensure your part fills completely without trapping air or bending.
Draft Angle
If your part's walls are perfectly straight, it will get stuck. We check whether vertical walls, ribs, bosses and textured surfaces can release smoothly, directly impacting venting, ejection, mold finishing, and overall manufacturing.
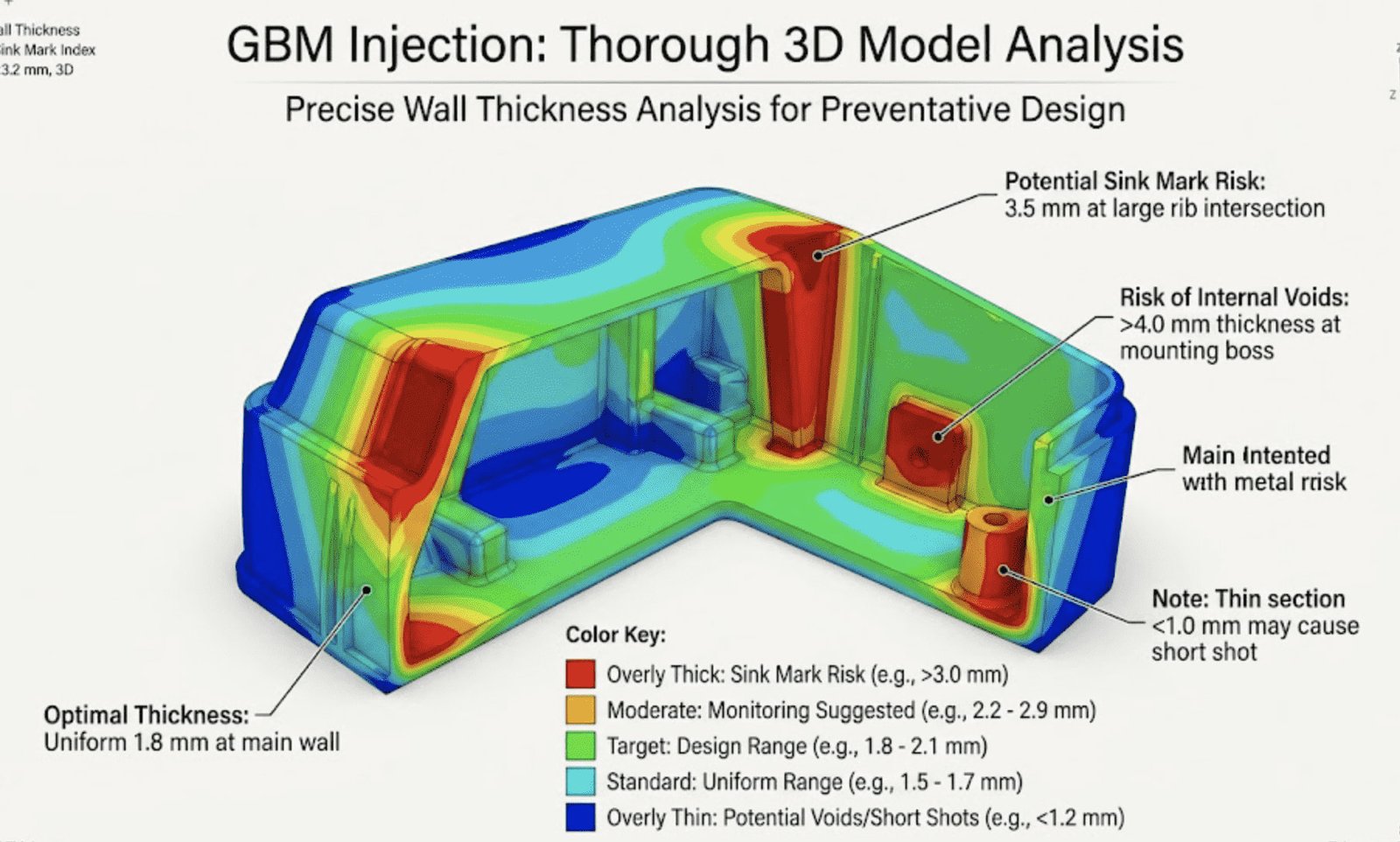
Wall Thickness
If some areas are thick and others thin, the plastic cools unevenly. We review your 3D model for thick-to-thin transitions, sink marks, cooling imbalances, and short shot risks to keep the thickness as uniform as possible.
Ribs and Bosses
We analyze structural features to ensure strength without sink marks on cosmetic surfaces. We verify screw boss stability and check for potential clip deformation during the ejection process.
Undercut and Slider Risk
Complex geometries often trap the part in the mold. We identify any undercuts and determine whether sliders, lifters, collapsible cores or unscrewing mechanisms are needed, optimizing for cost and reliability.
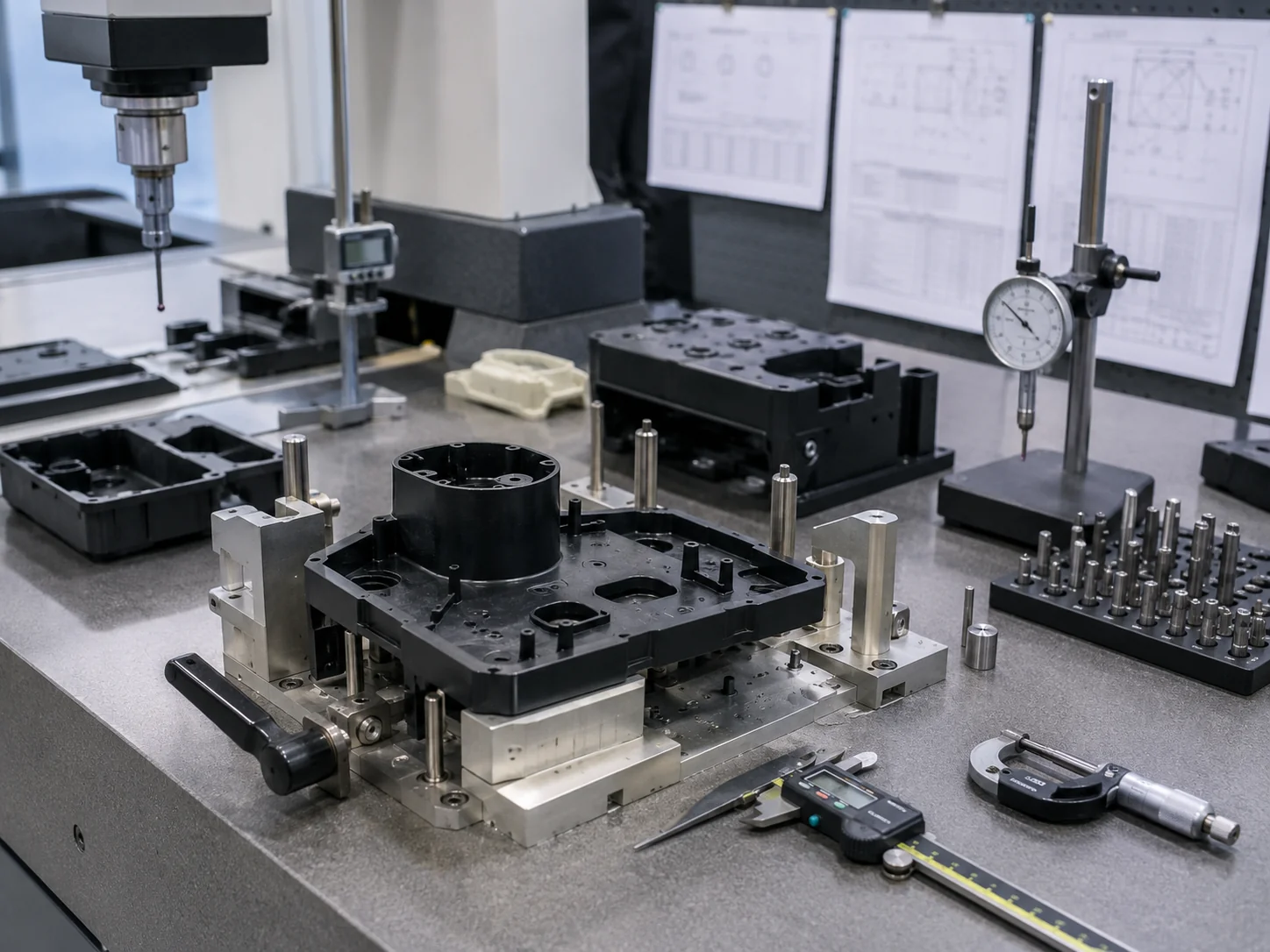
Tolerance and Inspection
Precision matters. We review CTQ dimensions, datums, and measuring methods to ensure your strict CMM and FAI (First Article Inspection) needs are consistently met without production delays.
From CAD File to Injection Molded Parts
1. RFQ and CAD Review
Review 3D file, 2D drawing, material, quantity and application.
2. DFM and Tooling Plan
Check parting line, gate, draft, wall thickness, ejection, slider and shrinkage.
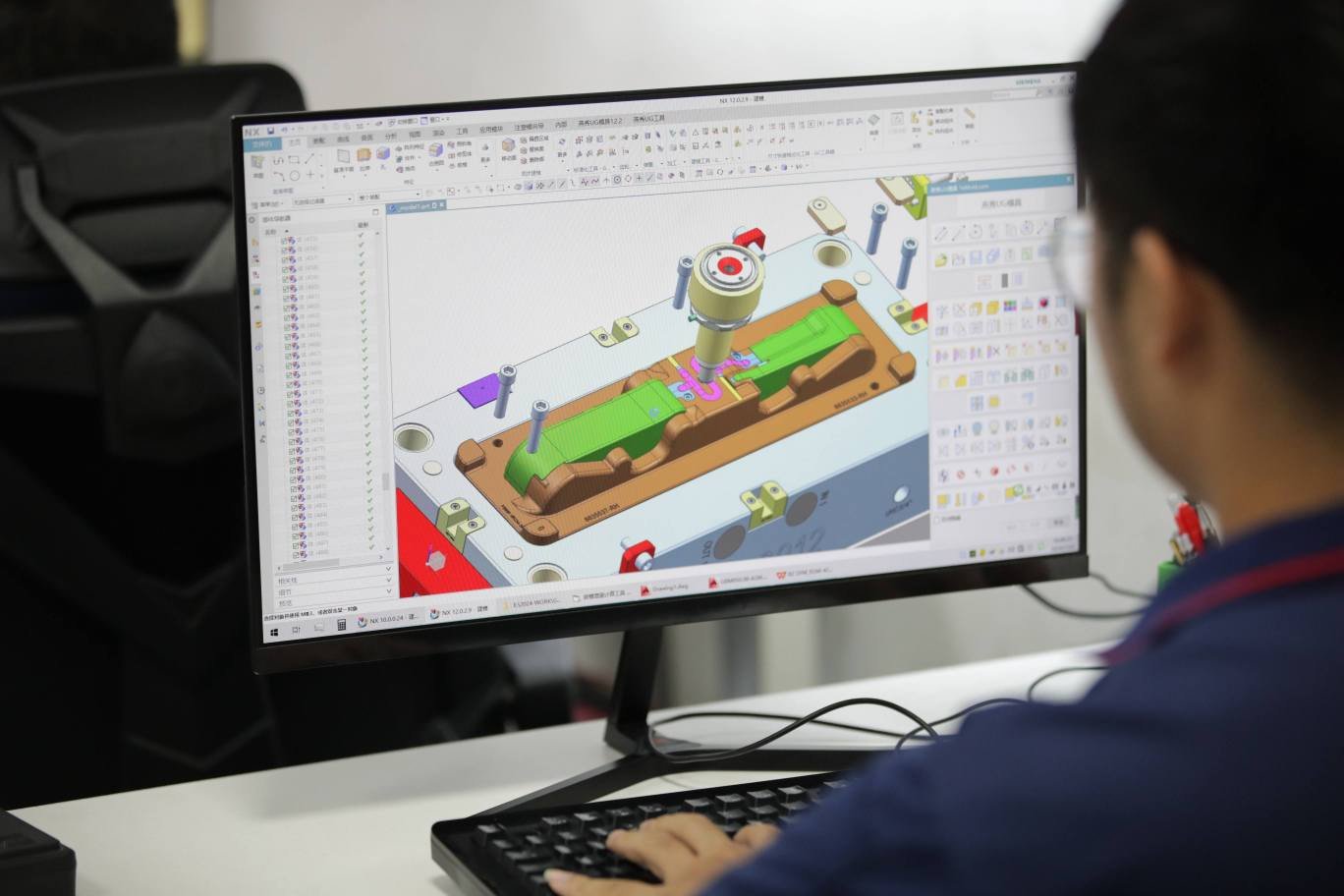
3. Mold Design and Manufacturing
Confirm mold steel, cavity number, runner type, cooling and tooling standard.
4. T1 Mold Trial
Produce first molded samples and check filling, flash, sink, warpage and dimensions.
5. Correction and Sample Approval
Adjust mold or process based on T1 result and customer feedback.
6. Injection Molding Production and Shipment
Run production, inspect parts, pack and provide shipment evidence.
Why OEM Buyers Work With GBM Mold
Mold Tooling and Molding in One Workflow
DFM, mold design, tooling, T1 trial, correction and injection molding production are managed together to reduce communication gaps between mold making and part production.
T1 Sample and Correction Support
GBM reviews flash, sink marks, warpage, gate vestige, ejection marks, fitting issues and key dimensions before production approval.
Material and Mold Risk Review
For ABS, PC, PP, PA, POM, PBT, PPS, PEEK and glass-filled materials, we review shrinkage, drying, gate location, mold wear and part tolerance before tooling.
Overseas Project Communication
Overseas buyers can receive sample photos, inspection reports, packing photos and shipment updates before delivery.
Trusted by OEM Projects Across Electronics, Automotive, Industrial and Consumer Product Applications
What Evidence Can Buyers Receive Before Shipment?
| Evidence | Purpose |
|---|---|
| DFM notes | Show moldability risks before tooling |
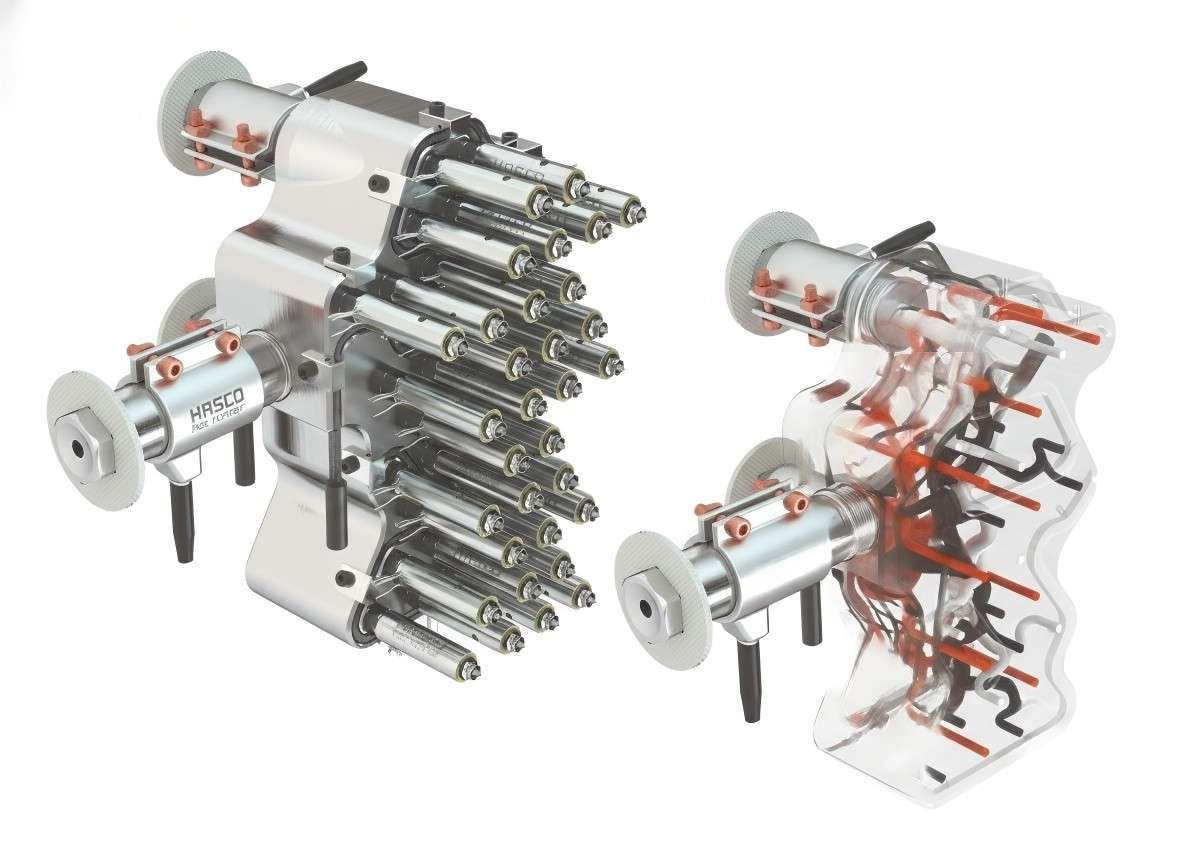
| Mold design screenshots | Confirm parting line, gate, slider and ejector layout |
| T1 sample photos | Check first molded part appearance and structure |
| Trial feedback | Record filling, ejection, sink, flash, warpage and gate marks |
| CMM / FAI report | Verify key dimensions when required |
| Material certificate | Confirm resin grade when required |
| Packing photos | Confirm carton, label and protection before shipment |
| Production update photos | Help overseas buyers track order progress |
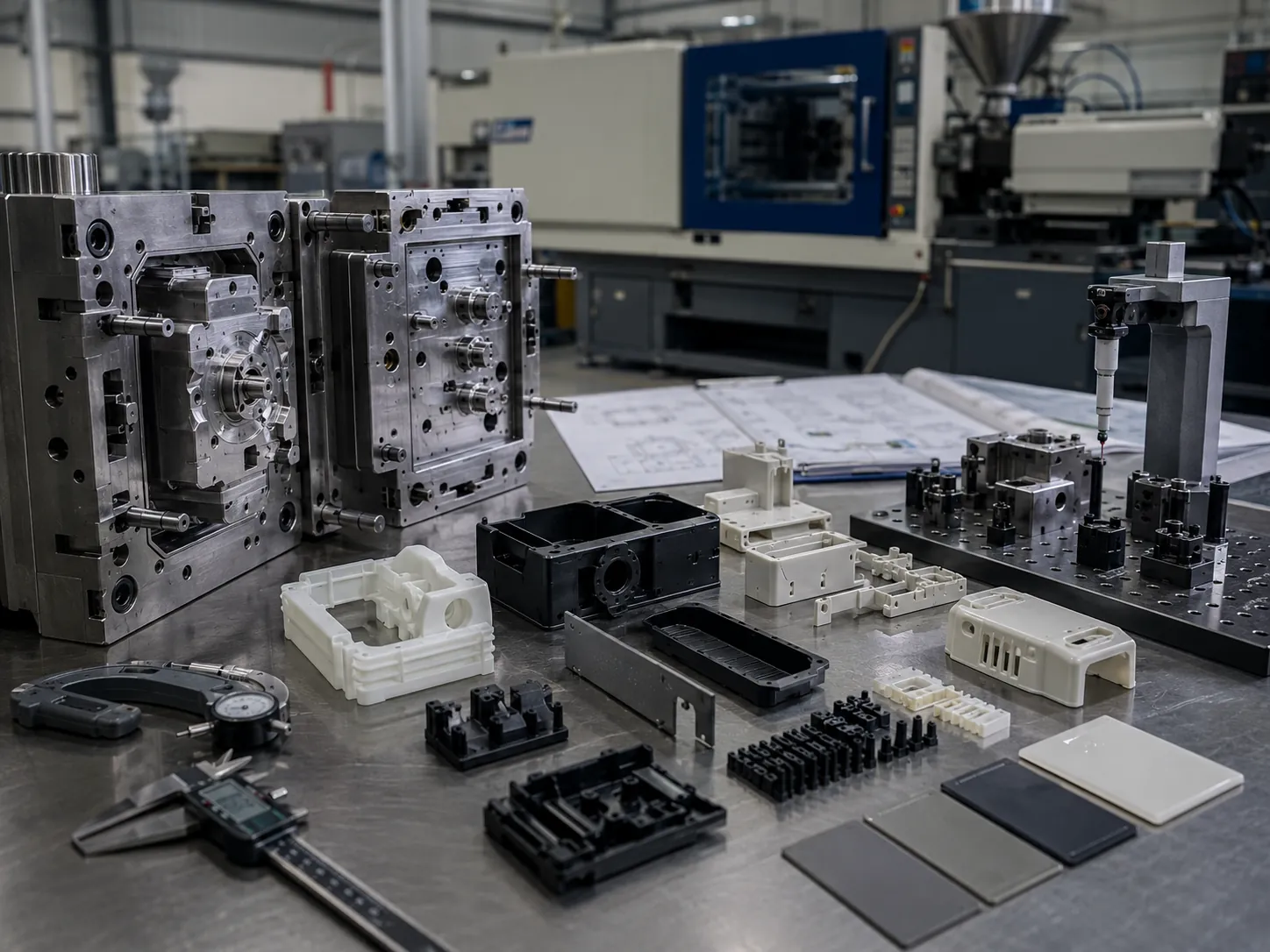
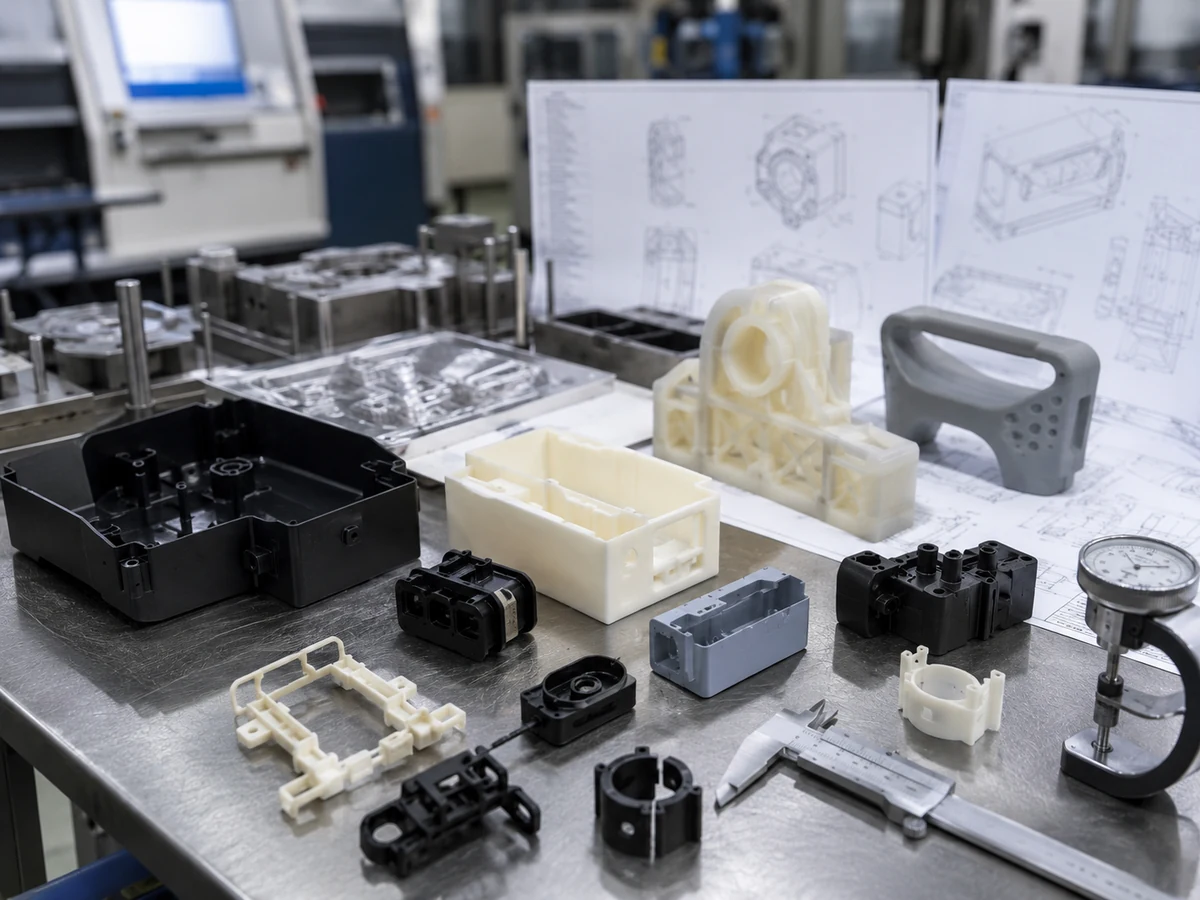
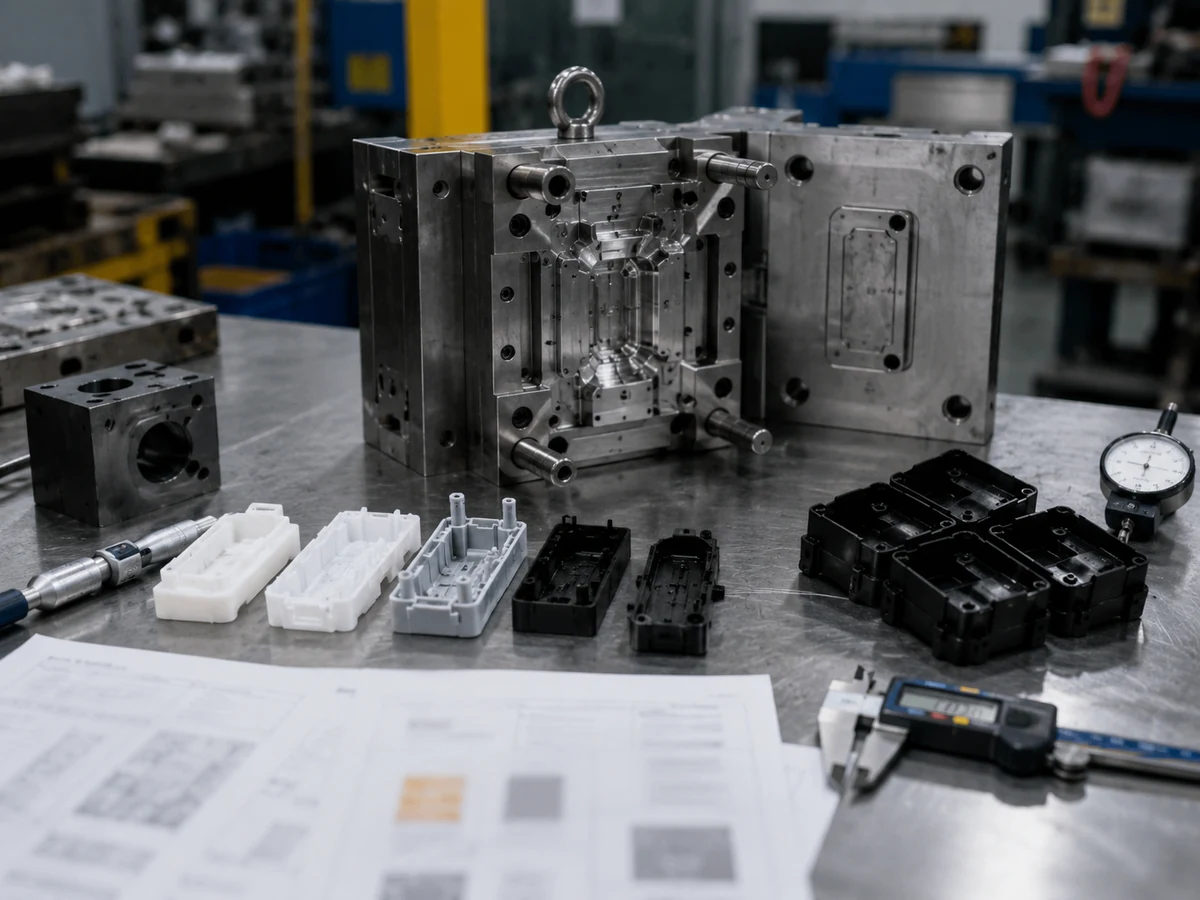
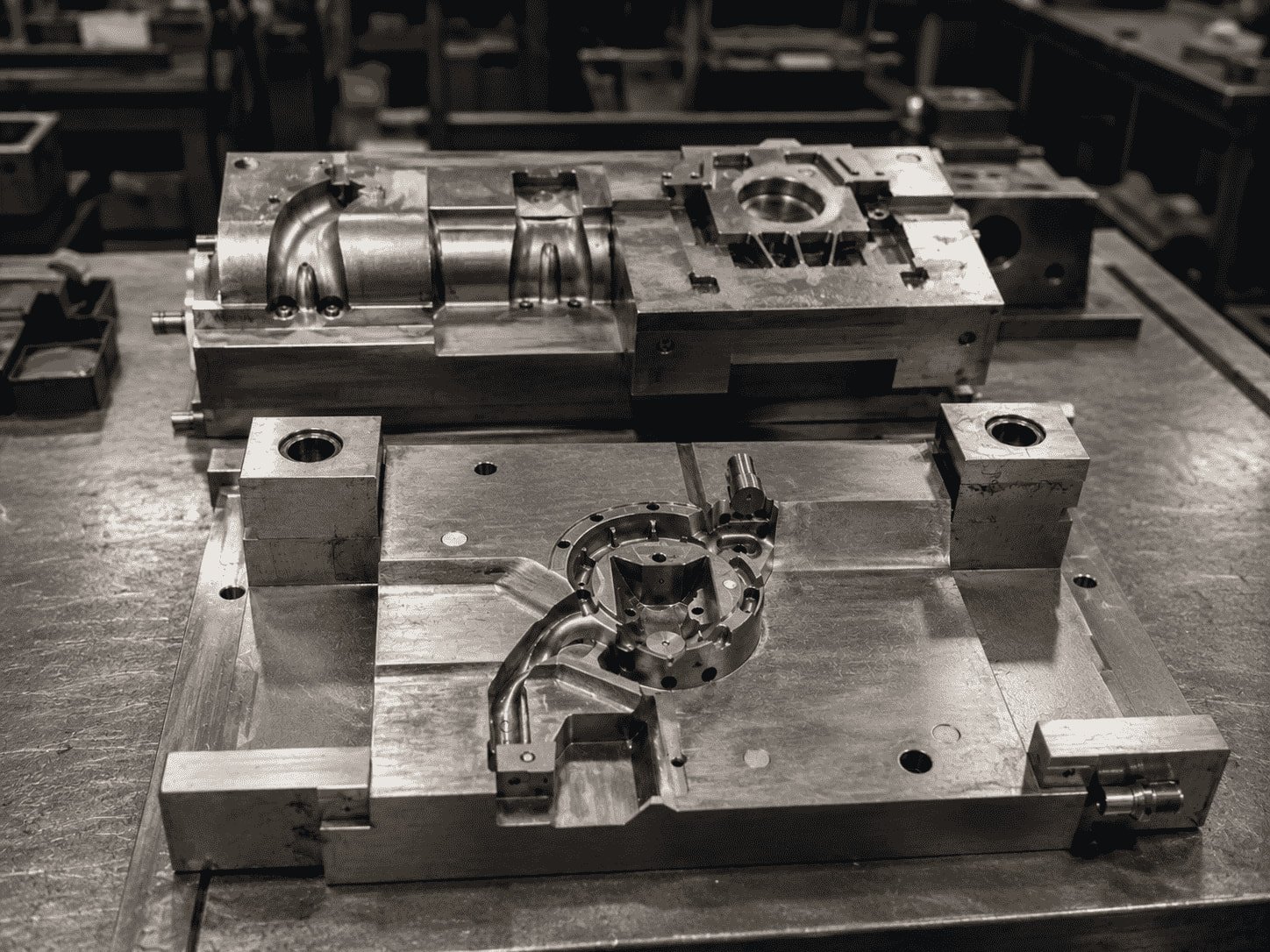
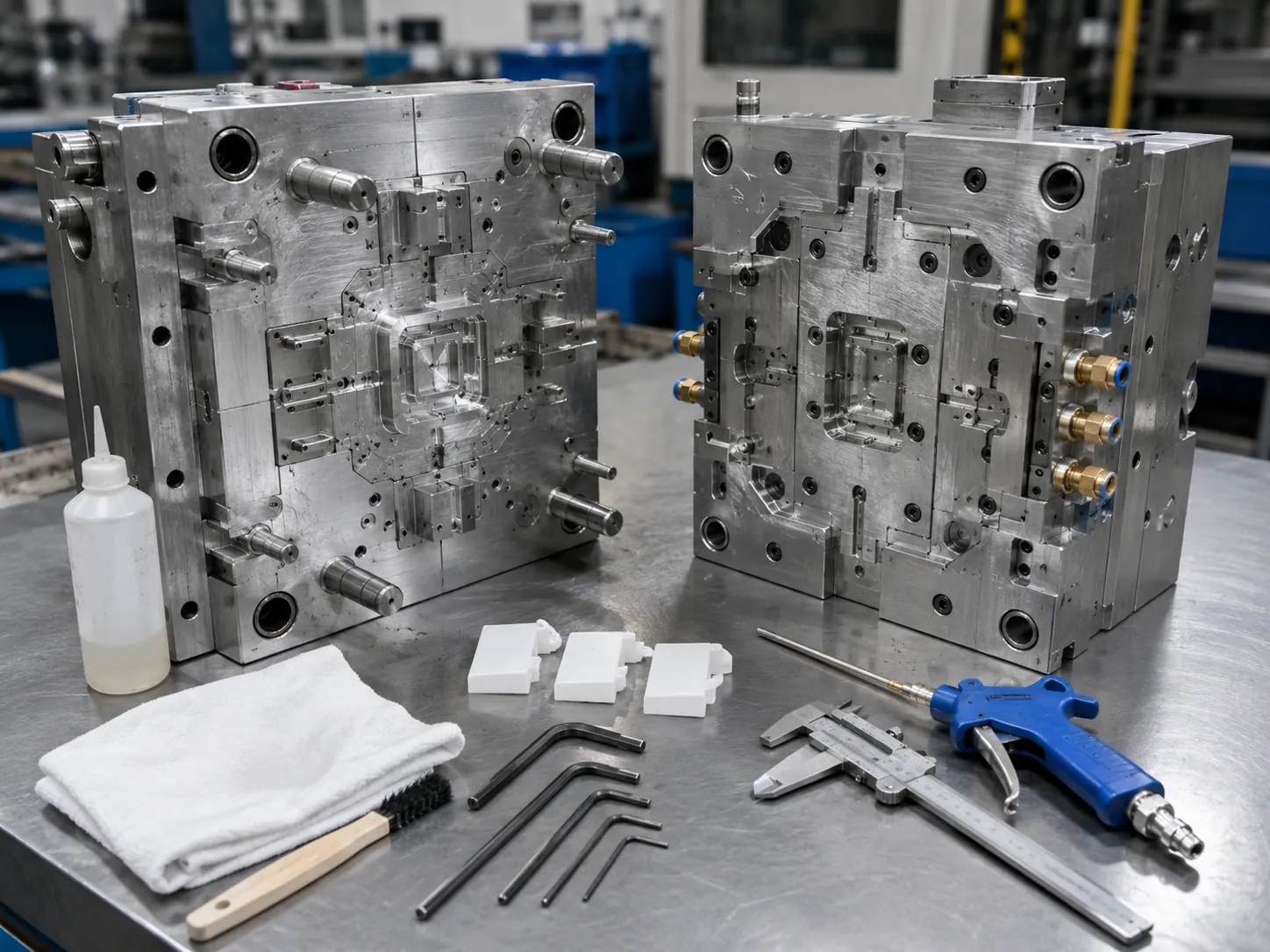
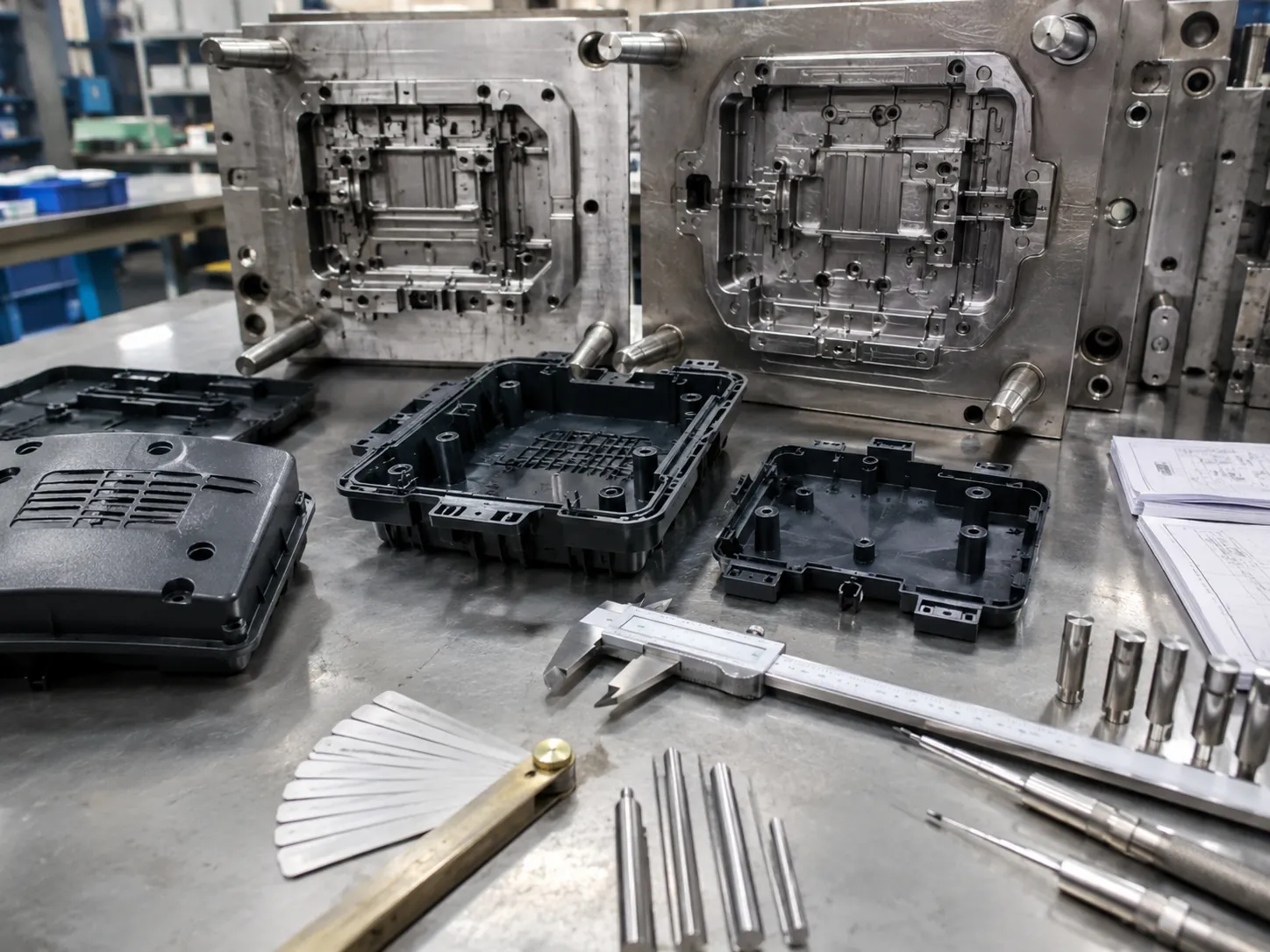
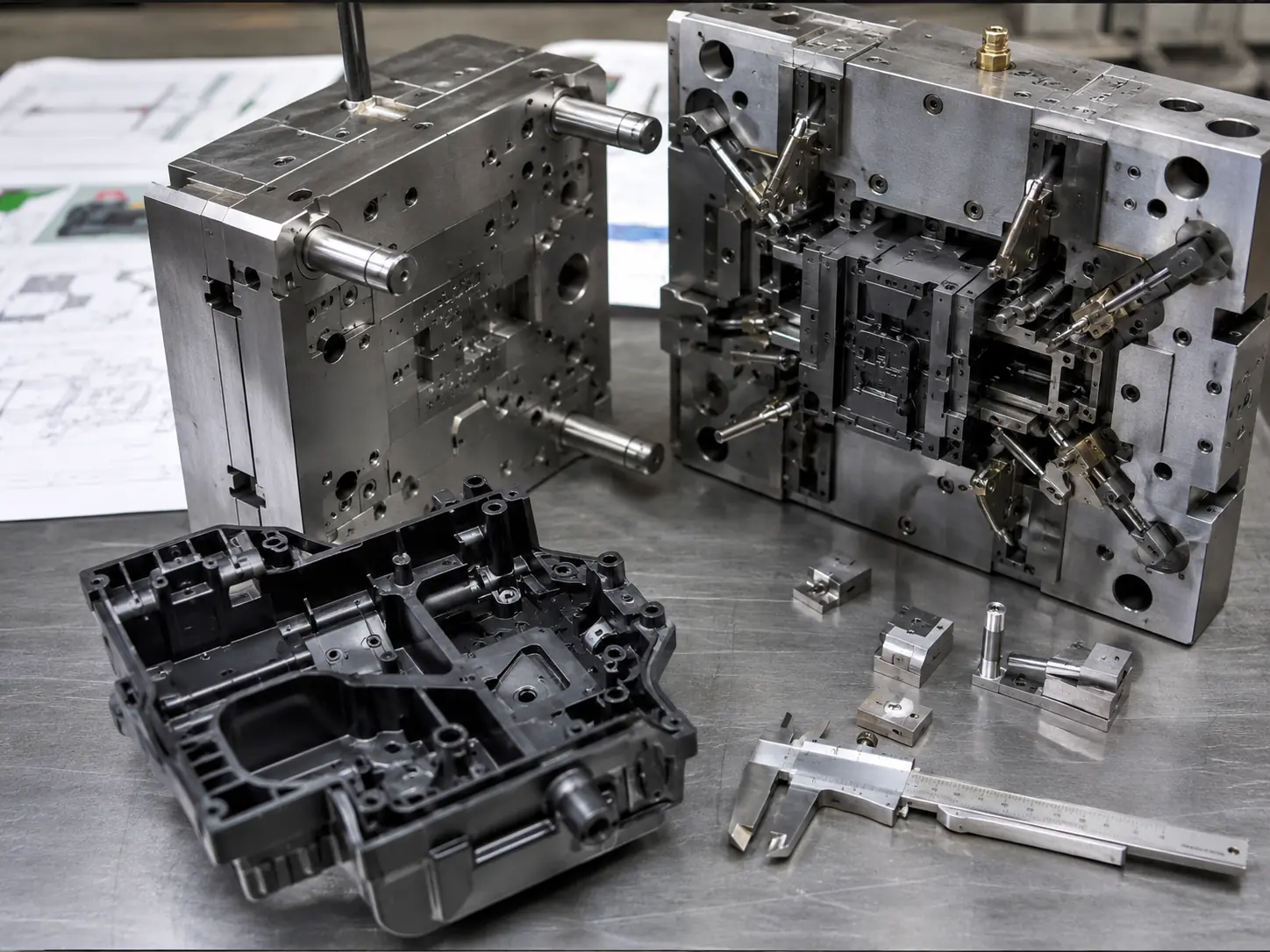
Factory & Production Evidence
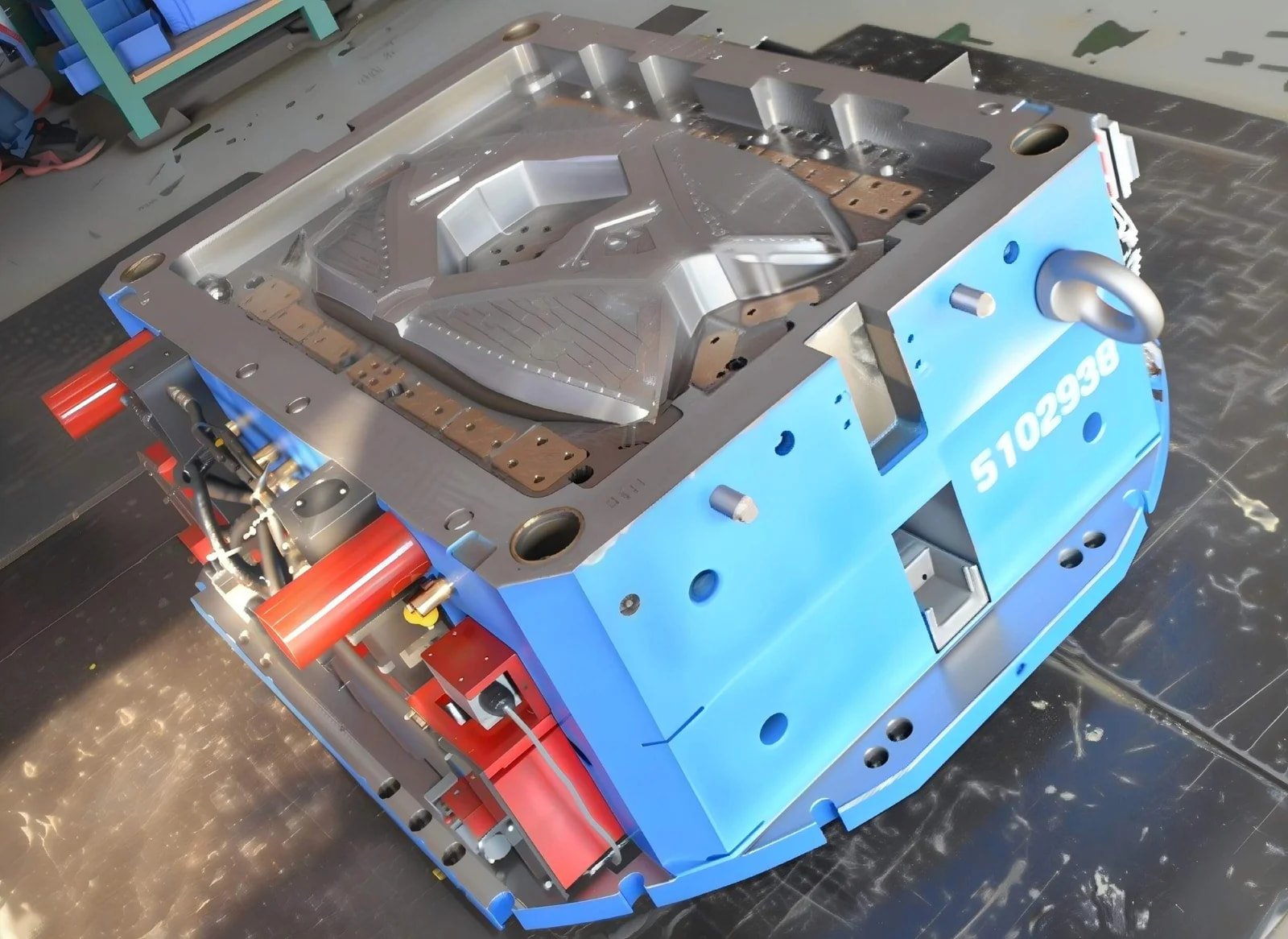
Tooling Shop
CNC, EDM, mold fitting, polishing and assembly for injection mold manufacturing. Mold insert machining tolerance up to ±0.002mm.
Injection Molding Floor
50T–1500T injection molding machines for small precision parts and larger plastic covers.
T1 Trial and Correction Area
Trial sample review, process adjustment and mold correction before production approval.
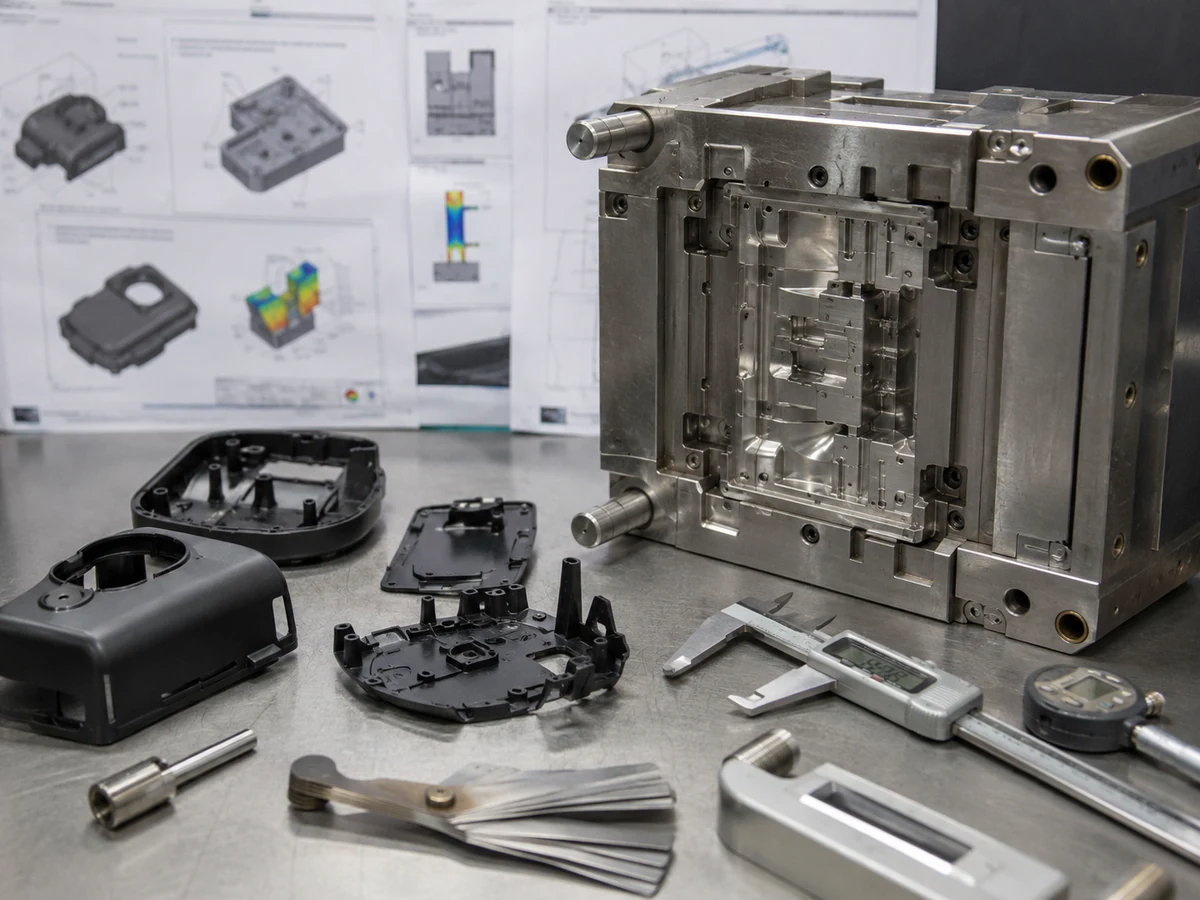
Inspection and Packing Area
Appearance check, key dimension inspection, sample photos and export packing photos.








Recommended Plastics for High-Strength Injection Molded Parts
High-strength injection molded parts should not be selected by material name alone. The resin must match load, heat, chemical exposure, dimensional stability, surface requirement and tooling budget. GBM reviews material behavior together with gate location, wall thickness, shrinkage, fiber orientation and mold steel before tooling.
| Requirement | Common Resin Options | Mold / DFM Review Focus |
|---|---|---|
| Impact resistance | ABS, PC, PC/ABS | Gate stress, weld line, surface marks |
| Chemical resistance | PP, PE, POM | Shrinkage, warpage, assembly fit |
| Strength and stiffness | PA6/PA66 + GF, PBT + GF | Fiber orientation, mold wear, anisotropic shrinkage |
| Heat resistance | PPS, PEI, PEEK | Mold temperature, drying, cooling |
| Wear resistance | POM, PA+GF, PEEK | Tolerance, friction surface, shrinkage |
| Soft touch / sealing | TPE, TPU, TPV | Bonding, overmolding window, substrate compatibility |
Final resin selection should be confirmed based on application temperature, load, tolerance, chemical exposure, flame rating and production quantity.
GBM DFM Engineering Focus
Selecting the right resin is only the first step. To guarantee structural integrity and prevent cosmetic defects, our engineers thoroughly evaluate wall thickness consistency, draft angles, ribs, bosses, and strict tolerances during the Design for Manufacturing (DFM) phase. This proactive approach eliminates warpage, sink marks, and assembly issues before cutting steel.
Quality Assured & Certified
Committed to international quality management standards.

What Is Plastic Injection Molding?
Plastic injection molding is a manufacturing process where melted plastic resin is injected into a custom mold cavity, cooled and ejected as a finished part. It is suitable for repeatable OEM plastic parts that need stable dimensions, consistent surface finish, controlled material performance and scalable production volume.

Clamping Injection Packing Cooling Mold Opening Ejection Inspection
Custom Plastic Injection Molding Manufacturer FAQ
Get practical answers about injection molding quotes, DFM review, prototype tooling, material selection, overseas project support, T1 samples and production quality control.
Manufacturer & Buyer Fit
What does a plastic injection molding manufacturer do?
A plastic injection molding manufacturer reviews the part design, builds or manages the mold, runs mold trials, produces molded plastic parts, checks key dimensions and supports sample approval before batch production. For OEM projects, the manufacturer should help review moldability, material selection, tooling risk, inspection requirements and production stability before mass production.
Is GBM an injection molding manufacturer or only a mold maker?
GBM supports both injection mold tooling and plastic injection molding production. For custom plastic parts, we can review DFM, design and manufacture the mold, run T1 trials, adjust the tooling if needed, produce molded parts and provide inspection support before shipment.
Can GBM support overseas OEM buyers?
Yes. GBM supports overseas OEM buyers with CAD review, DFM feedback, mold tooling, T1 samples, inspection photos, sample approval, packing photos and export shipment communication. This is suitable for buyers who need a China-based injection molding manufacturer but still require clear engineering communication and production evidence.
Is GBM a local US injection molding company?
No. GBM is a China-based plastic injection molding manufacturer. We can support US, European and global buyers through remote DFM review, T1 sample approval, dimensional inspection, export packing and international shipment coordination.
Should I buy an injection molding machine or work with a manufacturer?
For most new OEM plastic part projects, working with an injection molding manufacturer is easier than buying a machine first. A complete molding project also requires mold tooling, resin drying, process setup, mold maintenance, operators, QC, scrap control, packaging and production space. Buying a machine is more suitable when the product is mature, demand is stable and the company has internal molding and quality control resources.
RFQ, Cost & Lead Time
What information is needed for an accurate injection molding quote?
For an accurate quote, please send a 3D CAD file such as STEP, IGES or X_T, a 2D drawing with tolerances if available, material requirements, surface finish, color, annual quantity, batch quantity and application details. If the part has assembly features, snap-fits, inserts, threads, sealing areas or cosmetic surfaces, those requirements should also be explained.
What affects the cost of injection molded plastic parts?
The main cost factors include part size, material, part weight, mold structure, cavity number, runner system, machine tonnage, tolerance, surface finish, cycle time, inspection requirement, packaging and order quantity. A part with sliders, lifters, tight tolerances, glass-filled material or cosmetic surfaces usually needs more mold review than a simple cover or bracket.
How long does injection mold tooling usually take?
Tooling lead time depends on part size, mold complexity, steel, cavity number, runner type, slider or lifter structure, surface finish and sample correction requirements. Simple prototype or single-cavity molds can be faster, while multi-cavity, 2-shot, stack, hot runner or unscrewing molds usually need more design and trial time.
What is your MOQ for injection molded parts?
MOQ depends on part size, material, mold type, color, packaging, inspection requirement and production setup cost. GBM can review low-volume, pilot-run and high-volume production options based on your project stage. For early projects, we recommend sending your CAD file, target quantity and expected annual demand so we can suggest a practical tooling and production plan.
DFM, Materials & Complex Parts
Can you help with DFM before mold making?
Yes. GBM can review wall thickness, draft angle, ribs, bosses, undercuts, gate location, parting line, weld line risk, shrinkage, warpage, ejection and inspection requirements before cutting mold steel. This helps reduce late mold changes and improves the chance of a smoother T1 trial.
What plastics are suitable for high-strength injection molded parts?
Common choices include PC, PC/ABS, PA6 or PA66 with glass fiber, PBT with glass fiber, POM, PPS, PEI and PEEK. The right material depends on load, impact, heat, chemical exposure, wear, dimensional stability, flame-retardant needs and cost. GBM reviews the resin together with gate location, wall thickness, fiber orientation, shrinkage and mold wear before tooling.
How do you review complex plastic part geometry?
For complex plastic parts, GBM reviews wall thickness transitions, ribs, bosses, snap-fits, clips, holes, threads, undercuts, sliders, lifters, shut-off areas, cosmetic surfaces and inspection datums. Ribs, bosses, snap-fits and wall thickness should be checked early because poor structure can cause sink marks, warpage, ejection marks or assembly problems.
Can you support insert molding, overmolding or 2-shot molding?
Yes. GBM can support insert molding for brass inserts, threaded sleeves, terminals or metal pins, overmolding for TPE/TPU soft-touch or sealing areas, and 2-shot molding for parts that require two materials or two colors in one molded component. The key review points include material compatibility, bonding strength, insert positioning, shut-off design, mold sequence and tolerance control.
Tooling, Quality & Production
Do you support prototype injection molding before mass production?
Yes. GBM can review prototype mold, aluminum mold, single-cavity mold or low-volume molding options before mass production. This is useful when the buyer needs functional samples, assembly testing, material validation, market testing or a bridge production stage before investing in a full production mold.
What is the difference between prototype tooling and production tooling?
Prototype tooling is mainly used for early functional samples, fit testing, design validation and low-volume trial production. Production tooling is designed for longer mold life, stable cycle time, repeatable quality, higher cavity number and lower part cost at volume. The best choice depends on your design maturity, annual quantity, budget and future production plan.
Can you help choose between single-cavity and multi-cavity molds?
Yes. GBM reviews annual quantity, target part cost, part size, material, tolerance, runner system, cooling, ejection, machine fit and cavity balance before recommending single-cavity or multi-cavity tooling. Single-cavity molds are often better for validation or lower-volume projects, while multi-cavity molds are more suitable for stable high-volume production.
What quality documents can you provide before shipment?
Depending on the project requirement, GBM can provide T1 sample photos, trial feedback, key dimension reports, CMM or FAI reports, material certificates, production photos, packing photos and shipment confirmation. For parts with CTQ dimensions, assembly requirements or cosmetic surfaces, inspection expectations should be confirmed before quotation.
Do you build export molds to international tooling standards?
GBM can review export mold requirements such as mold base standard, steel selection, spare parts, cooling connection, electrical interface, runner system, maintenance access and documentation before quotation. If the mold will be shipped to North America or Europe, please tell us the required tooling standard, injection machine specification and local maintenance preference at the RFQ stage.
Ready to Start Your Manufacturing Journey?
Whether you have a finalized 3D model or just a concept, our engineering team is ready to assist. Contact us today to discuss your project requirements and get a detailed manufacturing proposal.
Email Us Directly
Annie@gbminjection.comCall Us (24/7 Support)
+86 13632611848Factory Location
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City
