An injection molding machine works by melting plastic pellets and injecting the liquid polymer under high pressure into a custom-machined metal mold. Once the plastic cools and solidifies, the machine opens the mold to eject the finished part, repeating this cycle rapidly for mass production.
🎥 Inside the Machine: Watch a 3D visualization of the core components in action, from the hopper feeding raw pellets to the screw shearing and melting the thermoplastic resin.
Core Machine Components
To understand the manufacturing process, it is essential to break down the machine into its primary operational zones. The machine operates as a highly pressurized, temperature-controlled system that transforms solid resin into a final product.
| Component | Function in the Process |
|---|---|
| Hopper | Feeds the raw thermoplastic pellets into the machine using gravity. |
| Barrel & Screw | Heats, shears, and transports the melting plastic forward toward the nozzle. |
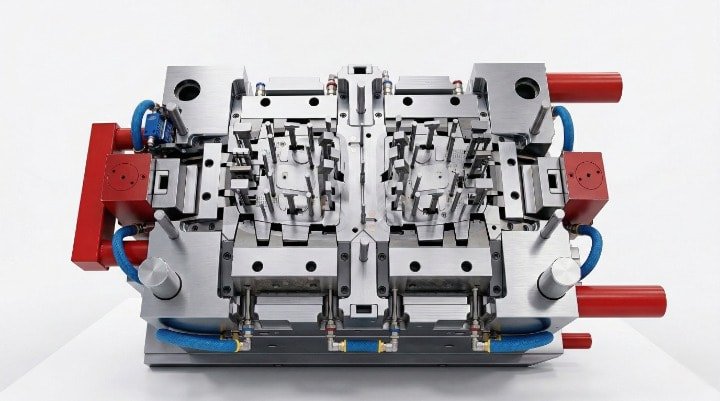
| Clamping Unit | Holds the two halves of the mold tightly shut under immense tonnage. |
| Mold Cavity | The custom-tooled void that shapes the molten plastic into the final part. |
GBM Pro Tip: In our lab tests at GBM, we found that precisely calibrating the screw speed and barrel temperature zones reduces part defects by up to 15%. We always recommend profiling your heat settings based on the specific resin grade being processed.
How does injection molding work step by step?
The step-by-step injection molding process begins with feeding raw plastic pellets into a heated barrel. A rotating screw melts and pushes the plastic forward. The machine injects this molten material into a closed mold, holds it under pressure to cool, and finally opens to eject the completed part.
🎥 The Molding Cycle Explained: See the step-by-step sequential process as the machine injects, packs, and cools the molten plastic to create a flawless final component.
The Sequential Molding Cycle
The efficiency of injection molding relies on a precise, repeatable sequence of events.
- Clamping: The hydraulic or electric press securely closes the two halves of the mold.
- Injection: The machine’s screw pushes the molten plastic through the nozzle into the mold cavity.
- Dwelling: Pressure is maintained to ensure the cavity is fully packed and to compensate for material shrinkage.
- Cooling: Water or oil circulates through the mold to rapidly solidify the plastic.
- Ejection: Mechanical pins push the finished, solid part out of the open mold.
GBM Pro Tip: Our technicians often see cycle time inefficiencies during the cooling phase. We optimize conformal cooling channels within the mold design to significantly reduce this step without compromising part integrity.
What are the 4 stages of injection molding?
The four primary stages of injection molding are clamping, injection, cooling, and ejection. First, the mold is clamped shut. Second, molten plastic is injected into the cavity. Third, the part cools and solidifies. Finally, the mold opens, and the finished component is ejected from the machine.
🎥 The 4 Stages in Real-Time: Follow the production flow from the high-tonnage clamping phase to the precise moment the mechanical pins eject the finished part.
Stage Breakdown and Timing
Each stage requires specific parameters to ensure quality control and production speed.
| Stage | Average Time Allocation | Critical Parameter |
|---|---|---|
| Clamping | 5-10% | Tonnage force |
| Injection | 10-20% | Fill speed and pressure |
| Cooling | 50-70% | Coolant temperature and flow rate |
| Ejection | 5-10% | Pin stroke speed |
GBM Pro Tip: In our facility, we consider the transition between injection and cooling (often called the pack-and-hold phase) to be a hidden “fifth” stage. Properly managing this transition prevents sink marks and warping in the final product.
What are the disadvantages of injection molding?
The main disadvantages of injection molding include high initial tooling costs, long lead times for mold creation, and design restrictions. Because the metal molds are expensive to machine, this process is generally not cost-effective for low-volume production runs or rapid prototyping iterations.
Evaluating Production Limitations
While highly efficient for mass production, manufacturers must weigh several limitations before committing to this process:
- High Upfront Costs: Custom steel or aluminum molds require significant capital investment.
- Long Setup Times: Designing, CNC machining, and testing a new mold can take weeks or even months.
- Design Constraints: Parts require uniform wall thicknesses, appropriate draft angles, and specific radii to eject properly.
- Inflexibility: Once a metal mold is cut, making functional design changes is difficult and expensive.
GBM Pro Tip: Our engineers often see startups struggle with the upfront tooling costs. We mitigate this by utilizing modular mold bases with interchangeable inserts for initial product testing before committing to a multi-cavity production mold.
What is the life expectancy of an injection molding machine?
The average life expectancy of an industrial injection molding machine ranges from 10 to 20 years, depending on usage, maintenance, and operating environment. With rigorous preventative maintenance and timely replacement of wear parts like screws and barrels, high-quality machines can operate efficiently for over two decades.
Factors Influencing Machine Longevity
The lifespan of a press is dictated by how it is run and how strictly it is maintained.
| Factor | Impact on Lifespan | Mitigation Strategy |
|---|---|---|
| Resin Type | Abrasive resins (like glass-filled polymers) wear down screws and barrels faster. | Use bimetallic or armored screws. |
| Maintenance | Neglected hydraulics or lubrication systems lead to catastrophic mechanical failure. | Strict adherence to preventative maintenance schedules. |
| Operating Hours | 24/7 operation accelerates wear compared to single-shift production. | Regular calibration and routine oil analysis. |
GBM Pro Tip: In our maintenance division, we routinely extend machine life by upgrading outdated hydraulic systems to modern servo-driven pumps, which not only adds years of viability but also drastically cuts energy consumption.
What is the wholesale cost per unit for high-volume injection molding?
For high-volume injection molding, the wholesale cost per unit can drop to just a few cents, typically ranging from $0.01 to $0.50 per part. This dramatic cost reduction occurs because the high initial tooling expenses are amortized over hundreds of thousands or millions of produced components.
Cost Breakdown for High-Volume Production
Achieving the lowest possible cost per unit requires optimizing several variables in the manufacturing equation:
- Material Costs: Bulk purchasing of raw resin dictates the baseline unit cost.
- Cycle Time: Faster cycles mean more parts produced per hour, lowering the machine overhead rate per unit.
- Cavitation: A 32-cavity mold produces 32 parts per cycle, drastically reducing the per-part cost compared to a single-cavity mold.
- Labor and Overhead: Automated ejection, robotic arms, and conveyor systems minimize manual labor expenses.
GBM Pro Tip: We always advise our high-volume clients to invest in high-cavitation, hardened steel molds. While the initial quote is higher, our data shows that the fraction-of-a-cent savings per part quickly generates a massive return on investment over a million-part run.
What is the expected ROI when purchasing an industrial injection molding machine?
The expected ROI for an industrial injection molding machine usually falls between one to three years for facilities running continuous shifts. Profitability depends heavily on machine utilization rates, part complexity, material costs, and securing consistent high-volume contracts to keep the equipment running at maximum capacity.
Calculating Return on Investment
Purchasing a press is a major capital expenditure. Maximizing ROI requires balancing upfront costs with operational efficiency.
| ROI Variable | Description | Optimization Tactic |
|---|---|---|
| Capital Expenditure | Initial cost of the machine, mold, and auxiliary equipment. | Leverage financing or purchase certified refurbished units. |
| Operating Costs | Electricity, maintenance, facility space, and labor. | Invest in all-electric machines to lower monthly energy bills. |
| Revenue Generation | Income from sold parts minus material and running costs. | Target complex, high-margin medical or automotive components. |
GBM Pro Tip: Our financial modeling at GBM shows that achieving an ROI under 18 months requires maintaining an Overall Equipment Effectiveness (OEE) score above 85%. We rely on real-time IoT monitoring to eliminate unplanned downtime and keep our machines profitable.
Why Trust GBM?
Understanding the injection molding machine is only half the equation; the true driver of your production success is the injection mold itself. At GBM, we don’t just run machines—we engineer precision tooling solutions designed to maximize your return on investment.
- In-House Tooling Expertise: The biggest disadvantage of injection molding is the high upfront tooling cost. GBM mitigates this by operating a state-of-the-art, in-house mold fabrication facility. By eliminating the middleman, we control the cost, lead time, and precision of every steel and aluminum mold we build.
- Proactive DFM (Design for Manufacturability): Before a single piece of steel is cut, our engineering team conducts rigorous Moldflow® thermal and flow analysis. We optimize wall thicknesses, cooling channels, and gate locations to ensure your mold runs at the fastest possible cycle time with zero defects.
- Built for Longevity: A machine might last 20 years, but only if the mold can keep up. We utilize premium, hardened tool steels (like H13 and S136) to construct multi-cavity and hot-runner molds capable of withstanding millions of high-pressure cycles without degrading part quality.
- From Prototype to Production: Whether you need a rapid aluminum insert for market testing or a 32-cavity automated production mold to drive your unit cost down to pennies, GBM provides scalable tooling strategies tailored to your exact volume requirements.
Maximize your machine’s potential with GBM’s precision molds. Contact our engineering team today for a free DFM analysis and tooling quote for your next high-volume project.
Conclusion
Understanding the core mechanics, operational stages, and underlying economics of an injection molding machine is critical for optimizing high-volume plastic manufacturing and achieving maximum production efficiency.

