
There is no single “best” material; the optimal choice depends entirely on your application’s mechanical, thermal, and chemical requirements. However, for general-purpose durability and cost-effectiveness, ABS (Acrylonitrile Butadiene Styrene) and Polypropylene (PP) are the industry standards. For high-strength engineering applications, Polycarbonate (PC) or Nylon (PA) are superior choices despite higher raw material costs.
🎥 Visualizing Material Performance: Watch how industry-standard resins—from impact-resistant ABS to flexible Polypropylene (PP)—perform under real-world mechanical stress and environmental testing.
Material Performance Matrix
To determine the best material for your specific project, you must evaluate the trade-offs between cost, strength, and flexibility. Below is a comparison of the most common injection molding resins used at GBM.
| Material | Best For | Key Advantage | Key Disadvantage |
|---|---|---|---|
| ABS | Consumer electronics, LEGO bricks | High impact resistance & surface finish | Poor UV resistance |
| Polypropylene (PP) | Packaging, automotive parts | Chemical resistance & low cost | High shrinkage, hard to bond |
| Polycarbonate (PC) | Lenses, safety gear | Optical clarity & high impact strength | Susceptible to stress cracking |
| Nylon (PA) | Gears, bearings | High wear resistance & friction coefficient | Absorbs moisture (hygroscopic) |
| Acrylic (PMMA) | Light pipes, screens | UV resistance & clarity | Brittle |
GBM Pro Tip: In our lab tests at GBM, we found that selecting a material purely based on the datasheet often leads to failure. We always recommend ordering a “resin sample plaque” first. We have seen instances where Polycarbonate looked perfect on paper but failed during chemical interaction tests with common household cleaners, forcing a switch to a modified ABS blend.
How to choose material for injection molding?
To choose the correct material, you must define the part’s end-use environment, including temperature exposure, chemical contact, and mechanical stress. You must also balance these performance metrics against your target price per unit and cosmetic requirements. Prioritizing regulatory compliance, such as FDA or UL ratings, is also essential during the initial design phase.
🎥 The Material Selection Process: Discover the step-by-step engineering approach to balancing temperature resistance, mechanical load, and cosmetic finish to find the perfect polymer for your project.
Selection Criteria Checklist
When we consult with clients, we utilize a hierarchy of needs to filter down thousands of resin options:
- Environmental Stress: Will the part be outdoors (UV exposure) or under the hood (high heat)?
- Mechanical Load: Does the part need to be rigid (Glass-filled Nylon) or flexible (TPE)?
- Cosmetic Finish: Do you need a high-gloss finish (ABS/PC) or is a matte texture acceptable (PP)?
- Regulatory: Does it require food-safe (FDA) or medical-grade (USP Class VI) certification?
GBM Pro Tip: Our technicians often see designs fail because the wall thickness does not match the chosen material. For example, if you choose a flow-resistant material like Polycarbonate, we advise against thin walls (under 1mm) over long flow paths, as this causes short shots. Always align your geometry with the resin’s melt flow index.
What is the cheapest material for injection molding?
Polypropylene (PP) and Polyethylene (PE) are consistently the cheapest materials for injection molding, often costing less than $1.00 per pound. Their low density further reduces cost because you can produce more parts per pound of resin compared to denser engineering plastics. These commodity resins are ideal for disposable items, packaging, and non-structural consumer goods.

Cost Drivers in Resin Selection
While the raw price per pound is important, the Volumetric Cost is what truly matters.
- Specific Gravity: PP has a specific gravity of ~0.90, while PVC is ~1.40.
- The Math: If you buy 100 lbs of material, you get significantly more cubic inches of Polypropylene than PVC.
- Processing Temp: Cheaper materials like PE process at lower temperatures, saving energy costs on the molding machine.
GBM Pro Tip: Our technicians often suggest using “Regrind” (recycled runner systems) mixed with virgin material to lower costs further. For non-critical internal parts, we can blend up to 20% regrind without compromising structural integrity, effectively reducing material waste to near zero.
Is HDPE good for injection molding?
Yes, High-Density Polyethylene (HDPE) is an excellent material for injection molding, known for its high strength-to-density ratio and formidable chemical resistance. It is particularly good for products requiring impact toughness and moisture resistance, such as crates, containers, and outdoor furniture, though it is prone to high shrinkage rates that must be accounted for in the mold design.
HDPE Applications and Limitations
- Common Uses:
- Industrial Crates
- Safety Helmets
- Bottle Caps
- Processing Challenges:
- Shrinkage: HDPE shrinks significantly (1.5% to 3%), meaning the mold must be cut larger than the final part.
- Warpage: Large flat surfaces in HDPE are difficult to keep flat due to differential cooling.
GBM Pro Tip: We typically avoid using HDPE for parts requiring high-precision tolerances or tight mating assemblies. The semi-crystalline nature of HDPE makes shrinkage prediction difficult. For precision parts that need similar toughness, we often recommend switching to ABS or an ABS/PC blend.
How tooling material impacts your resin choice?
Aluminum molds are better for prototyping and low-volume runs (under 10,000 cycles) due to lower tooling costs and faster heat dissipation. However, hardened steel molds are superior for high-volume production (100,000+ cycles) because they resist wear, hold tighter tolerances over time, and can handle abrasive glass-filled materials that would erode aluminum.
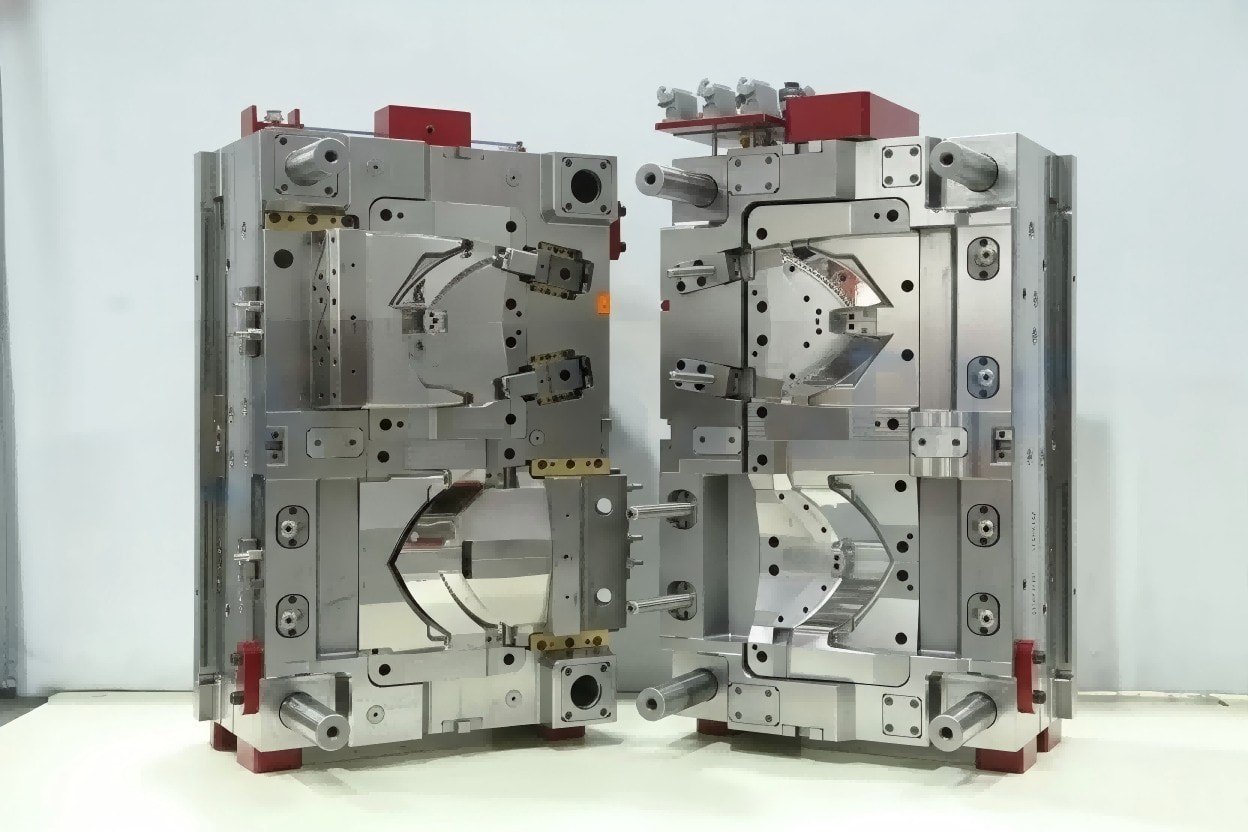
🎥 Aluminum vs. Steel Tooling: See a side-by-side comparison of how rapid-cooling aluminum molds excel for prototyping, while hardened steel molds dominate high-volume mass production.
Tooling Material Comparison
| Feature | Aluminum Molds (7075 / QC-10) | Steel Molds (P20 / H13) |
|---|---|---|
| Cost | Low ($2k – $5k typical) | High ($10k – $50k+ typical) |
| Lead Time | Fast (1-2 weeks) | Slow (4-8 weeks) |
| Cycle Life | Low (< 10k – 50k shots) | High (100k – 1M+ shots) |
| Heat Transfer | Excellent (Fast cooling) | Moderate |
| Resin Suitability | Non-abrasive plastics only | All resins, including glass-filled |
GBM Pro Tip: We found that aluminum molds are actually superior for parts requiring dimensional stability in specific scenarios. Because aluminum conducts heat 5x faster than steel, we can achieve more uniform cooling, which significantly reduces warpage in large, flat parts made from Polypropylene.
Which resin offers the best cost-efficiency for high-volume production runs?
Polypropylene (PP) typically offers the best cost-efficiency for high-volume runs because it combines a low raw material cost with a very low specific gravity. This allows for faster cycle times due to quick cooling and more parts produced per unit of weight. Additionally, its “living hinge” capability eliminates the need for assembly hardware, further reducing total manufacturing costs.
High-Volume Efficiency Factors
When running 100,000+ parts, small efficiencies compound.
- Cycle Time: PP cools rapidly. Saving 2 seconds per cycle on a 100,000 unit run saves over 55 hours of machine time.
- Gate Vestige: PP trims easily, allowing for automatic degating in the mold.
- Moisture: Unlike Nylon or PC, Polypropylene does not absorb moisture, eliminating the need for expensive and time-consuming drying processes before molding.
GBM Pro Tip: In our high-volume production lines, we utilize multi-cavity molds specifically designed for PP. Because PP flows so easily, we can use smaller gates and runners, which reduces the “shot weight” and saves tons of resin over the lifespan of the project.
How do bulk pricing tiers compare between ABS and Polypropylene?
In bulk pricing tiers, Polypropylene (PP) is consistently 30% to 50% cheaper per pound than ABS (Acrylonitrile Butadiene Styrene). Furthermore, because PP is roughly 15% less dense than ABS, the volumetric cost difference is even greater. While ABS pricing fluctuates with styrene/butadiene markets, PP remains a stable, low-cost commodity resin for budget-sensitive projects.
Price vs. Performance Breakdown
| Metric | Polypropylene (PP) | ABS |
|---|---|---|
| Base Cost | $ | $$ |
| Density (g/cm³) | ~0.90 | ~1.04 |
| Painting/Gluing | Difficult (High surface energy) | Easy (Bonds well) |
| Rigidity | Flexible / Semi-rigid | Rigid |
If the part requires painting or gluing, the initial savings of PP might be lost in secondary processing costs, making ABS the cheaper finished product.
GBM Pro Tip: We advise clients to look at the “Total Landed Cost.” While PP resin is cheaper, if your product requires a glossy aesthetic, PP often shows “sink marks” more visibly than ABS. The cost of scrapping cosmetic defects in PP can sometimes outweigh the raw material savings compared to the more stable ABS.
Why Trust GBM for Your Material Selection & Tooling Strategy?
Choosing the right resin is only half the battle; designing the perfect mold to process that resin is where true manufacturing success lies. At GBM, we bridge the gap between material science and precision tooling to deliver flawless, cost-effective components.
- Deep Material Science Expertise: We don’t just rely on datasheets. With years of hands-on experience processing everything from commodity PP to abrasive glass-filled Nylons, our engineering team anticipates how different resins will shrink, warp, or flow. We guide you toward the optimal material that balances mechanical strength with your target unit price.
- In-House Tooling Precision: Unlike manufacturers who outsource their molds, GBM operates a comprehensive in-house tooling facility. Whether you need a rapid-cooling aluminum mold for a short run or a multi-cavity hardened steel (H13) tool capable of withstanding millions of cycles of high-temperature Polycarbonate, we design and build the exact tooling your material demands.
- Advanced Moldflow® Analysis: Before any steel is cut, we run rigorous predictive simulations. By analyzing the chosen resin’s melt flow index against your part’s geometry, we proactively design optimal gate locations and cooling channels. This eliminates common material defects like sink marks, short shots, and weld lines.
- Lifecycle Cost Optimization: At GBM, we focus on your “Total Landed Cost.” From strategically blending regrind materials to reduce raw costs without sacrificing integrity, to engineering zero-flash tooling that eliminates secondary trimming labor, we ensure your high-volume production is as profitable as possible.
Your Material. Our Mold. Perfect Execution. Let GBM’s tooling and injection molding experts turn your complex designs into high-performance realities.
Conclusion
Selecting the best injection molding material requires balancing mechanical requirements, environmental exposure, and budget. While PP and ABS are standard workhorses, specialized engineering resins may be necessary for performance-critical applications.
Struggling to balance material performance with your target unit cost?
Send us your CAD files today, and GBM’s engineering team will provide a free material flow analysis and DFM report.

