Injection mold tooling costs generally range from $3,000 to $6,000 for simple, low-volume aluminum prototype molds, while production-grade, multi-cavity hardened steel molds typically cost between $20,000 and $100,000 or more. The final investment is driven by part complexity, size, material selection (aluminum vs. tool steel), and the required cavitation to meet annual production volume targets.
🎥 Watch Video: Understanding Injection Mold Tooling Costs and Pricing Tiers
Cost Drivers and Pricing Tiers
When we engineer solutions at GBM, we categorize tooling into three distinct tiers based on production requirements. The cost is rarely arbitrary; it is a direct reflection of the machining hours, steel grade, and engineering time required.
| Mold Class | Estimated Cost | Material | Expected Cycles | Best Application |
|---|---|---|---|---|
| Class 105 (Prototype) | $2,000 – $5,000 | Aluminum / Soft Steel | < 500 | R&D, Fit testing |
| Class 103 (Mid-Range) | $8,000 – $25,000 | P20 Pre-hardened Steel | < 100,000 | Low-volume production |
| Class 101 (High-Volume) | $50,000 – $150,000+ | H13 Hardened Steel | > 1,000,000 | Mass manufacturing |
GBM Pro Tip: In our lab tests at GBM, we found that nearly 30% of tooling cost overruns stem from complex surface finishes (like SPI-A1 diamond polish) applied unnecessarily to non-cosmetic internal parts. We recommend sticking to a standard machined finish for unseen components to significantly reduce EDM (Electrical Discharge Machining) time and cost.
How much does an injection mold tool cost?
The price of an injection mold tool is dictated by the “Triangle of Cost”: Complexity, Size, and Cavitation. A single-cavity tool for a simple geometric part may cost around $12,000, whereas a high-precision, multi-cavity tool with side-actions and hot runners often exceeds $80,000 due to the intricate machining and assembly required.

Tooling Complexity Factors
The physical size of the mold base contributes to cost, but the internal mechanisms are the primary cost multipliers.
- Undercuts and Side Actions: If your part design prevents a straight pull (opening the mold), we must engineer slides or lifters. Each slide mechanism adds approximately $2,000–$5,000 to the tool cost.
- Hot Runner Systems: Unlike cold runners that generate waste, hot runners keep plastic molten. While they increase upfront tooling cost by $5,000+, they reduce cycle time and material waste.
- Tight Tolerances: Holding tolerances tighter than +/- 0.005 inches requires slower, more precise CNC machining and EDM work, increasing billable hours.
GBM Pro Tip: Our technicians often see clients request multi-cavity tools too early. We advise starting with a single-cavity “bridge tool” using P20 steel. This allows us to validate the process parameters and part geometry with a lower capital risk (approx. $10k–$15k) before committing to a $100k production mold.
What is the price of 400 ton injection molding machine?
A new 400-ton injection molding machine typically costs between $90,000 and $160,000 depending on the brand (e.g., Haitian, Engel, Husky) and configuration (hydraulic, electric, or hybrid). Used machines of this tonnage can often be acquired for $40,000 to $70,000, though they may require significant refurbishment to maintain consistency.
Machine Tonnage vs. Rate
While you likely won’t buy the machine yourself (unless you are setting up a facility), understanding the machine rate is crucial because it impacts your part cost. A 400-ton machine is a large piece of equipment used for parts like automotive door panels or large bins.
- Clamping Force: 400 tons (Required to keep the mold closed against injection pressure).
- Hourly Rate: Manufacturers charge $60–$90/hour to run a machine of this size.
- Shot Size: Typically capable of shooting 30–60 ounces of plastic per cycle.
GBM Pro Tip: We calculate required tonnage using a standard formula: 2.5 tons per square inch of projected area. If your part has a projected area of 150 square inches, we need roughly 375 tons of clamp force. Using a 400-ton machine provides a safety factor to prevent “flash” (excess plastic leaking out).
How much does it cost to get an injection mould made?
Getting an injection mold made involves engineering design, raw material procurement, and CNC machining, usually totaling between $5,000 and $40,000 for standard projects. This cost includes the mold base, the core and cavity machining, and the initial sampling (T1 trials) to verify the tool produces parts to specification.
🎥 Watch Video: The Step-by-Step Manufacturing Process of Precision Molds
The Manufacturing Process Breakdown
The invoice for a mold is not just for the metal; it covers a rigorous engineering process.
- Design & Engineering (20% of cost): Creating the 3D CAD for the mold, designing cooling channels, and simulating flow (Moldflow analysis).
- Mold Base & Materials (30% of cost): Purchasing the steel block and standard components (ejector pins, bushings).
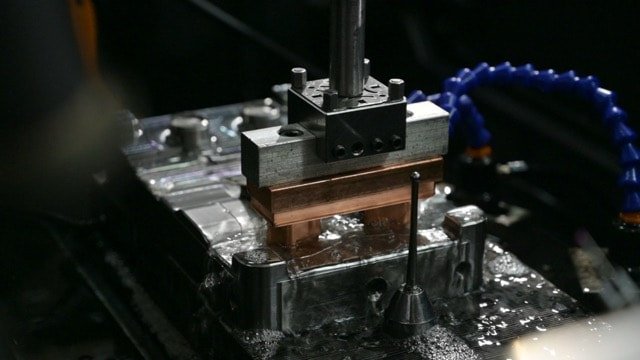
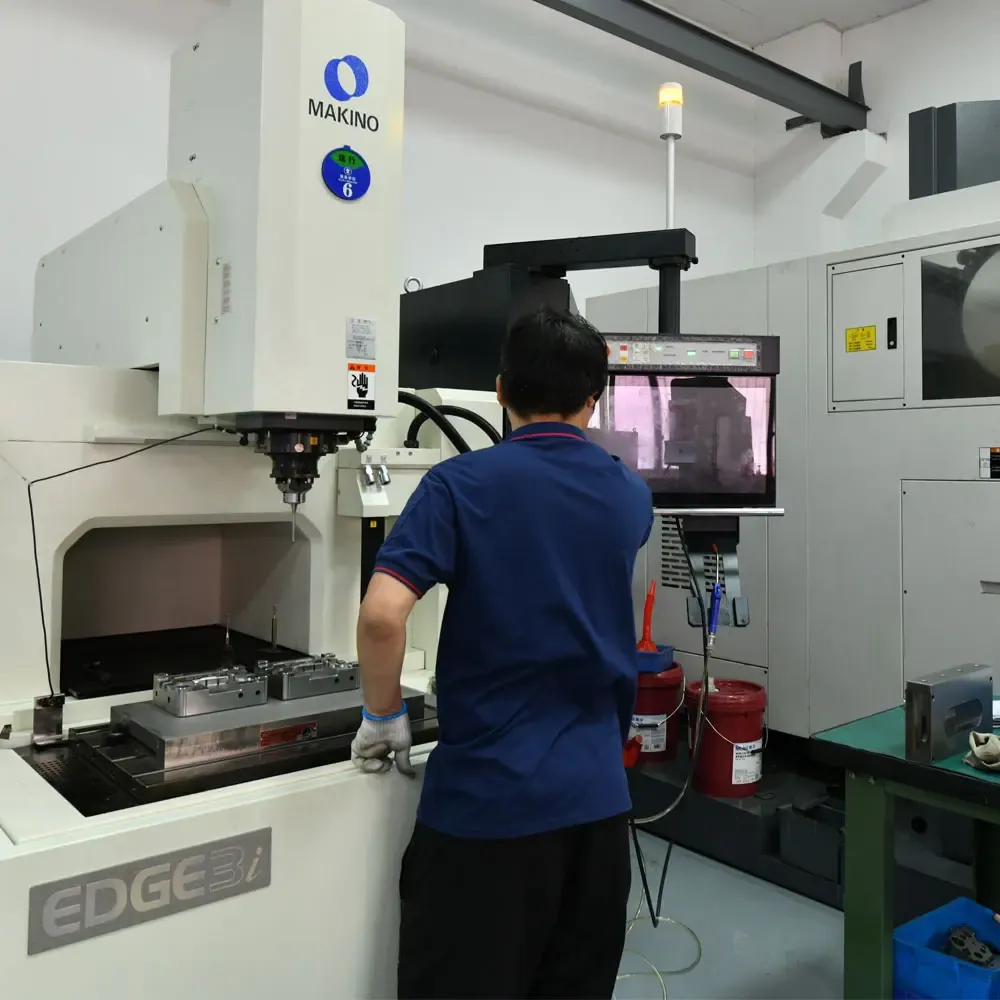
- Machining & EDM (50% of cost): The actual cutting of steel. EDM (burning shape into steel with electricity) is the most expensive and time-consuming step.
GBM Pro Tip: We always include a “DFM” (Design for Manufacturing) review in our initial quote. By slightly modifying draft angles or wall thickness before we cut steel, we can often eliminate the need for expensive EDM work, potentially saving 15-20% on the total build cost.
What does tooling cost?
In the context of material selection, tooling costs vary significantly: Aluminum tooling costs $3,000–$10,000 and offers faster lead times, whereas hardened Steel tooling costs $15,000–$100,000+ but guarantees longevity. The choice depends on whether you need 5,000 parts (Aluminum) or 1,000,000 parts (Steel).
Material Selection Impact
The raw material of the mold affects both the build cost and the cycle time.
| Material | Machinability | Heat Dissipation | Durability | Cost Index |
|---|---|---|---|---|
| Aluminum (QC-10) | Excellent (Fast) | High (Fast Cycles) | Low | $ |
| P20 Steel | Good | Medium | Medium | $$ |
| H13 Steel | Poor (Slow) | Low | High | $$$ |
GBM Pro Tip: In our experience, Aluminum molds are excellent for heat dissipation. We have recorded cycle times 20-30% faster on aluminum tools compared to steel. However, we strictly limit aluminum tools to non-abrasive resins (like PP or PE). If you are running Glass-Filled Nylon, aluminum will erode quickly, destroying your investment.
How does increasing cavitation impact the per-unit wholesale price?
Increasing cavitation drastically reduces per-unit wholesale price by dividing the machine hourly rate across multiple parts simultaneously. While a 4-cavity tool costs roughly 2.5x more than a 1-cavity tool upfront, it quadruples production output, lowering the labor and machine cost per part by approximately 75%.
🎥 Watch Video: How Increasing Cavitation Reduces Your Per-Unit Wholesale Price
The Economy of Scale
This is the fundamental trade-off in injection molding: High upfront CapEx (Capital Expenditure) for low OpEx (Operating Expenditure).
- Scenario A (1-Cavity Tool): Machine rate $60/hr. Cycle time 30s. Output: 120 parts/hr.
- Processing Cost per Part: $0.50
- Scenario B (4-Cavity Tool): Machine rate $60/hr. Cycle time 30s. Output: 480 parts/hr.
- Processing Cost per Part: $0.125
GBM Pro Tip: We advise clients to be cautious with “Family Molds” (different parts in the same mold) to save money. While it increases cavitation, if Part A has a different volume or geometry than Part B, filling them evenly is a nightmare. We often see higher scrap rates in family molds that negate the initial savings.
What is the amortization schedule for high-volume steel tooling?
High-volume steel tooling is typically amortized over the guaranteed life of the mold, often 1 million shots (Class 101). To calculate the amortization cost per part, divide the total tool cost by the total expected production volume. For a $50,000 tool producing 500,000 parts, the amortized tool cost is $0.10 per unit.

ROI Calculation
When justifying the cost of a Class 101 Steel tool, we look at the Total Cost of Ownership (TCO).
- Tool Cost: $50,000
- Maintenance: High-volume tools require periodic cleaning and parting-line repair (approx. 5% of tool cost annually).
- Residual Value: Scrap steel value is negligible; the value is entirely in the production capability.
GBM Pro Tip: Our engineers recommend negotiating a “Tool Life Guarantee” with your molder. If you pay for a Class 101 tool ($50k+), the molder should cover routine maintenance and repairs for the first 1 million shots. This ensures your amortization schedule remains accurate and you aren’t hit with surprise repair bills.
The GBM Standard: Engineering for the Total Cost of Ownership
When evaluating tooling quotes, choosing the lowest initial price often results in the highest long-term production costs. At GBM, our tooling philosophy is rooted in engineering excellence and transparency. We focus on the Total Cost of Ownership (TCO) to ensure your mold performs flawlessly from the first T1 sample to the millionth shot.
Here is what sets the GBM tooling process apart:
- Proactive DFM Engineering: We don’t just cut steel blindly. Our engineers conduct rigorous Design for Manufacturability (DFM) and Moldflow analyses on every project, identifying structural flaws and optimizing cooling channels before manufacturing begins.
- Material Transparency: If your project requires high-volume production, we guarantee the use of certified, hardened tool steel (like H13 or S7). We provide complete material certifications so you know exactly what you are paying for.
- Complex Tooling Capabilities: From multi-cavity hot runner systems to precision unscrewing molds and insert molding tooling, our facility is equipped with advanced CNC and EDM technology to handle the tightest tolerances in the industry.
- Tool Life Guarantees: For our Class 101 production molds, we offer comprehensive maintenance plans and tool life guarantees, protecting your investment and preventing unexpected downtime.
Conclusion
Injection mold tooling costs are an investment in efficiency, precision, and scalability. Whether you spend $5,000 for a rapid aluminum prototype or $100,000 for a high-volume, multi-cavity hardened steel mold, the final price is determined by the complexity of your design and your long-term production volume goals.
Ready to optimize your tooling investment? Don’t let inefficient mold design inflate your part prices. Contact the engineering experts at GBM today for a comprehensive DFM review and a transparent, competitive tooling quote tailored to your exact manufacturing requirements.
