2 Shot Mold Manufacturer in China for Two-Shot Molding Projects
GBM builds custom 2 shot molds for dual-material, two-color and 2K injection molding projects. We review material bonding, first-shot support, rotary tooling structure, shut-off lines, gate positions and T1 trial risks before steel cutting.
What to Send for a Fast 2 Shot Mold Review
Send the basic project details first. GBM can check material bonding risk, tooling method and trial direction before a formal quote.
3D / 2D Part Drawing
Part structure, tolerance, appearance surface and assembly area.
Material Pair
Such as ABS+TPE, PC+TPU, PC/ABS+TPE, PP+TPE or PA+TPU.
Annual Volume
Prototype, small batch, pilot run or mass production quantity.
Key Requirement
Soft grip, sealing, waterproof edge, color boundary, bonding strength.

China 2 Shot Mold Factory for Custom 2K Tooling
GBM supports custom 2 shot mold projects from product review and material bonding check to mold design, machining, T1 trial, sample approval and export tooling preparation.
-
2K Mold Design Review
Review first-shot support, second-shot sealing, material overlap, shut-off line, gate location and expected bonding risk before mold design.
-
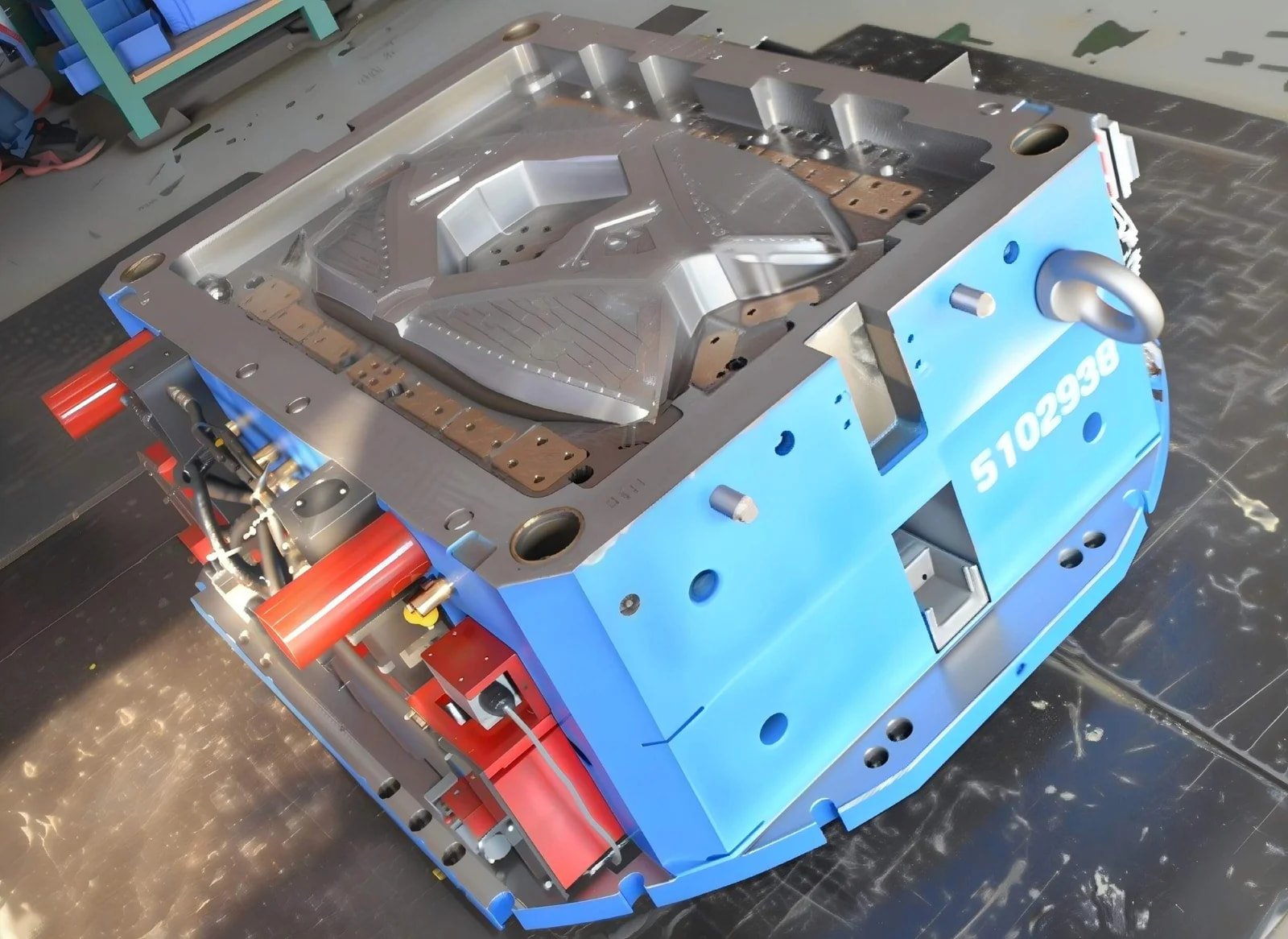
Mold Manufacturing
Build core/cavity inserts, rotary structures, index plates, core-back mechanisms, cooling channels, venting and ejector systems for two-shot tooling.
-
T1 Trial and Defect Review
Check flash, short shot, peeling, color bleeding, sink marks, warpage and bonding line after first trial samples.
-
Export Tooling Preparation
Prepare mold drawings, trial samples, spare parts, trial videos, packing photos and maintenance information for overseas buyers.
2 Shot Mold Applications for Dual-Material Plastic Parts
Use two-shot molding when the second material adds a real function, such as sealing, grip, soft-touch feel, color separation, waterproof structure or assembly reduction.

Automotive Two-Shot Molded Parts
For soft-touch buttons, interior trim, sealing edges, control panels and color-separated parts. GBM reviews shut-off lines, color boundary, soft material thickness and assembly fit before mold design.
Review Similar Project
Medical Device Two-Shot Parts
For handheld housings, ergonomic grips, sealing areas and clean appearance parts. GBM checks bonding area, parting line, flash risk and dimensional stability during DFM review.
Review Similar Project
Consumer Electronics 2K Parts
For remote controls, wearable housings, protective covers, buttons and PC+TPU or PC/ABS+TPE structures. The focus is bonding stability, color boundary and surface appearance.
Review Similar Project
Tool Handles and Industrial Grips
For rigid base + soft TPE/TPU surface structures. Two-shot molding helps improve anti-slip function, shock absorption and grip comfort while reducing secondary assembly.
Review Similar Project
Sealing and Waterproof Components
For covers, enclosures, connectors and protection parts that need a hard plastic base with soft sealing edge. GBM reviews compression area, material hardness and sealing line.
Review Similar Project
Two-Color Appearance Parts
For visible dual-color plastic parts where color boundary, gloss, texture and flash control are important. GBM checks gate position, shut-off line and polishing requirement.
Review Similar Project2 Shot Molding Process: How a Two-Shot Mold Works
The two-shot molding process combines two materials or colors in one controlled cycle. The key is keeping the first-shot substrate stable, aligned and ready for the second material.
First Shot Injection
The first material, usually ABS, PC, PC/ABS, PA or PP, is injected into the first cavity to form the rigid substrate or base structure.
Mold Rotation or Part Transfer
The first-shot part is moved to the second cavity by rotary platen, index plate, robot transfer or core-back movement, depending on part geometry and production volume.
Second Shot Injection
The second material, such as TPE, TPU or another color resin, is injected onto selected sealing, grip or appearance areas.
Bonding and Cooling
The two materials bond chemically or mechanically while cooling inside the mold. Material compatibility, substrate temperature and bonding area affect final adhesion.
Ejection and Inspection
The finished two-shot molded part is checked for peeling, flash, color bleeding, warpage, short shot, sink marks and assembly fit.
2 Shot Mold Projects by Industry

Automotive Injection Mold
Automotive two-shot parts often combine rigid PC/ABS, PA or PP substrate with soft TPE/TPU for grip, sealing, noise reduction or appearance separation. GBM reviews color boundary, shut-off line, soft-touch thickness, clip strength and assembly fit before tooling.
- Soft-touch buttons
- Interior trim and control panels
- Sealing edges
- Wear-resistant grip areas
Medical and Healthcare Device Parts
Medical and healthcare device parts may use two-shot molding for ergonomic grips, sealing features and integrated soft-touch areas. GBM checks material requirement, bonding area, parting line, flash risk and dimensional stability during DFM review.
- Handheld housings
- Ergonomic handles
- Sealing features
- Clean appearance surfaces

How to Choose a Reliable 2 Shot Mold Manufacturer
A reliable supplier should help you confirm more than mold price. Before ordering tooling, buyers should check whether the supplier can review structure, material bonding, tooling mechanism, trial risk and export support.
DFM and Material Compatibility Review
The supplier should check part structure, first-shot support, second-shot coverage, resin pairing, bonding surface and mechanical interlock before quoting.
Rotary / Index / Core-Back Tooling Selection
The tooling method should be selected based on part size, annual volume, machine specification, geometry and appearance requirement.
Shut-Off Line and Flash Risk Review
Two-shot molds need clean shut-off surfaces and stable sealing lines to reduce flash, color bleeding and visible boundary defects.
T1 Trial and Correction Plan
The supplier should provide T1 samples, trial feedback, defect analysis and correction suggestions instead of only shipping a mold.
Inspection and Sample Approval
Dimensional checks, sample photos, assembly fit review and bonding inspection help overseas buyers approve samples with less uncertainty.
Export Mold Documentation
For export tooling, buyers need mold drawings, spare parts, trial videos, packing photos and basic maintenance information before shipment.
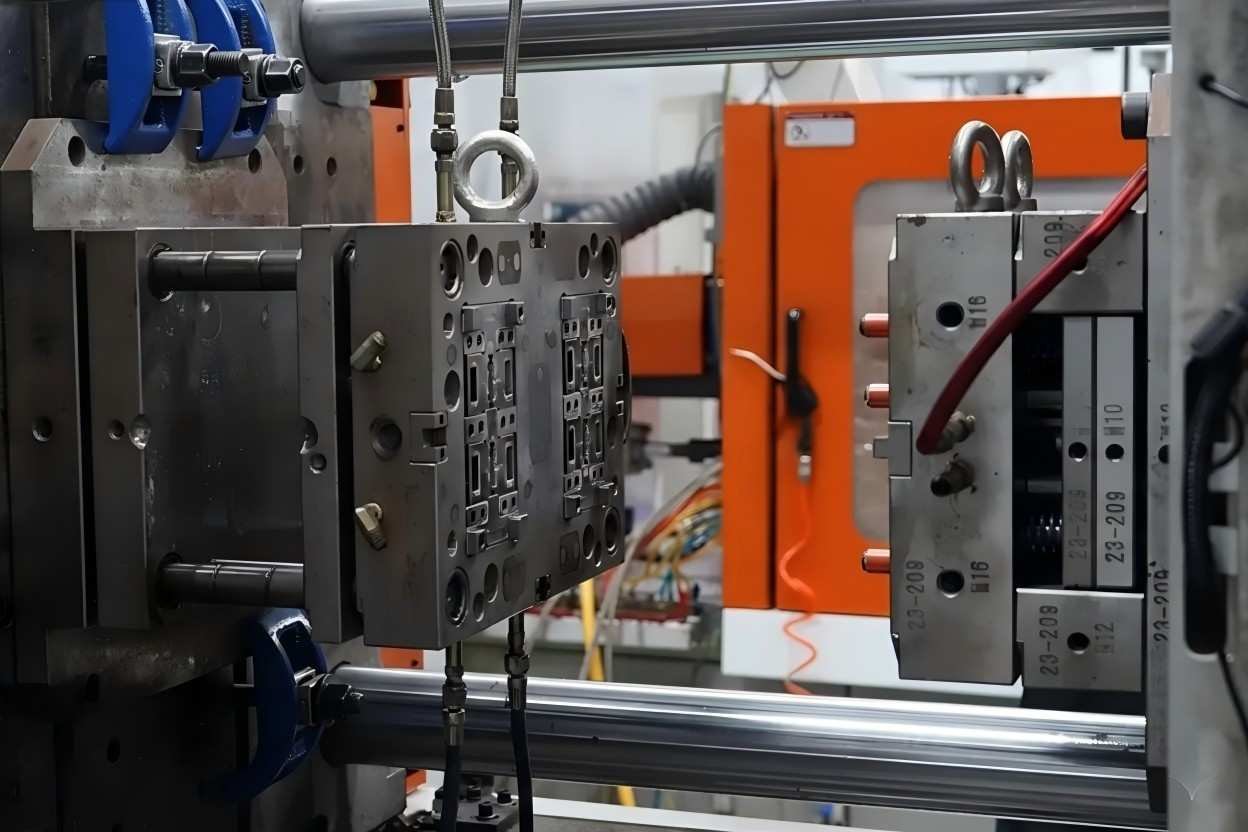
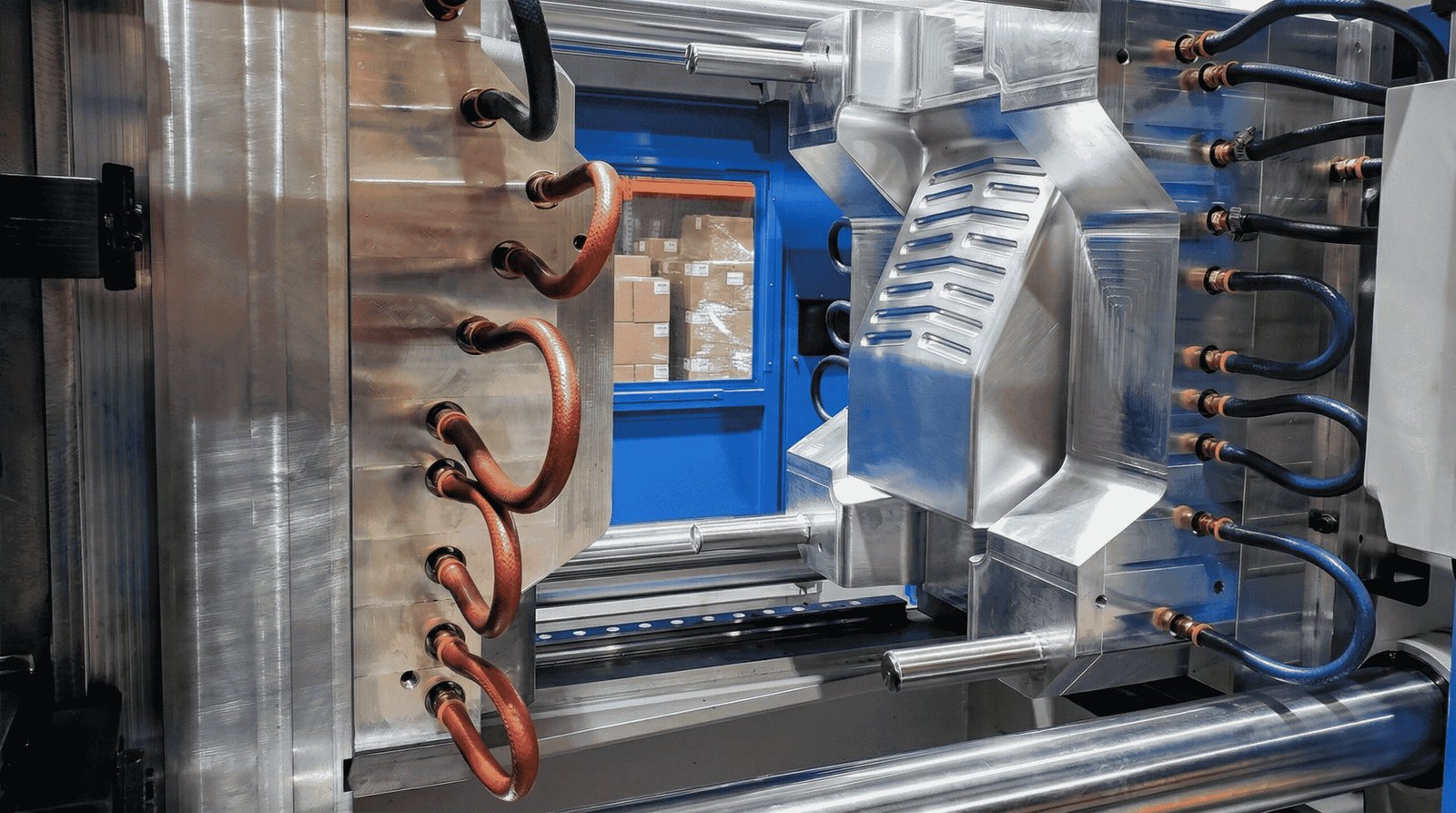
What’s Actually Inside Our Manufacturing Floor?
Reliable mold building needs the right tools in-house. Stable machining and mold fitting help reduce third-party delays and improve correction speed after T1 trials.



CNC / EDM / Wire Cutting
For core, cavity, insert and precision shut-off surface machining.
Mold Fitting and Assembly
For parting line, shut-off area, slide, lifter, ejector and rotary tooling fitting.
Trial and Sampling
For T1 samples, process adjustment, flash review and bonding performance checking.
Inspection and Export Prep
For sample measurement, trial feedback, spare parts, packing photos and mold shipment.
Trusted Process for Export Mold Buyers
For overseas buyers, GBM focuses on visible project evidence instead of empty promises.
DFM feedback before tooling
Machining progress photos
T1 sample photos and videos
Dimension check and feedback
Export packing photos before shipment
Two-Shot Material Compatibility and Bonding Review
Before cutting steel, GBM reviews whether the selected substrate and second-shot material can bond reliably. Some material pairs create chemical adhesion, while others need mechanical interlock or part structure changes.
Chemical Bonding
Some resin pairs can bond through heat, pressure and compatible polymer chemistry during the second shot. Processing temperature, mold temperature and transfer timing affect the bonding result.
Mechanical Interlocking
If chemical bonding is weak, the part may need holes, grooves, ribs, undercuts or wrap-around edges to lock the second material physically.
General Material Compatibility Matrix
This table is only a starting point. Final bonding depends on resin grade, drying condition, melt temperature, mold temperature, surface condition, transfer timing and second-shot pressure.
| Substrate | Second Material | Typical Application | Bonding Risk | Design Note |
|---|---|---|---|---|
| ABS | TPE / TPU | Consumer electronics, grips | ✓ | Excellent chemical bond with most grades. |
| PC | TPU / Silicon (LSR) | Wearables, waterproof seals | ✓ | Strong bond; LSR requires specific self-adhesive grades. |
| PC/ABS | TPE | Automotive interior buttons | ✓ | Very common, reliable chemical adhesion. |
| PP | PP-compatible TPE | Tool handles, household goods | ✓ | Must specify PP-compatible TPE grade. |
| PA (Nylon) | TPU / Special TPE | Industrial parts, power tools | ! | Moisture sensitive; mechanical interlock highly recommended. |
| POM (Acetal) | TPE / TPU | Gears with soft dampening | ✗ | Chemical bond nearly impossible; strictly requires mechanical interlock. |
Buyer Checklist Before Tooling:
- Do you already have confirmed resin grades?
- Is the second material for grip, sealing, appearance or assembly reduction?
- Does the part need chemical bonding or mechanical interlock?
- Will the first-shot part stay warm enough for second-shot bonding?
- Is a bonding test required before production mold approval?
What Affects the Cost of a 2 Shot Mold?
A 2 shot mold quote depends on more than mold size. Material pairing, tooling mechanism, cavity number, appearance requirement and export standard all affect cost and trial time.
Part Size and Complexity
Large parts, deep ribs, sealing grooves, clips, bosses and cosmetic surfaces increase mold structure complexity.
Material Combination
ABS+TPE, PC+TPU, PP+TPE and PA+TPU have different bonding risks, drying conditions and trial requirements.
Tooling Mechanism
Rotary platen, index plate and core-back molds have different structure complexity, machine requirements and fitting time.
Cavity Number and Volume
Single-cavity, two-cavity and multi-cavity 2K molds affect cycle time, cavity balance and tooling investment.
Appearance and Boundary
High gloss, texture, transparent area or visible color boundary increases polishing, shut-off fitting and trial adjustment.
Export Mold Standard
HASCO/DME standard, hot runner, spare parts, mold base, trial video and packing requirements can affect the final quote.
Send your drawing, material pair and annual volume to get a practical 2K mold cost review.
2 Shot Tooling Options: Rotary Platen, Index Plate and Core-Back
GBM selects the tooling method based on part size, material combination, annual volume, machine specification and appearance requirement.
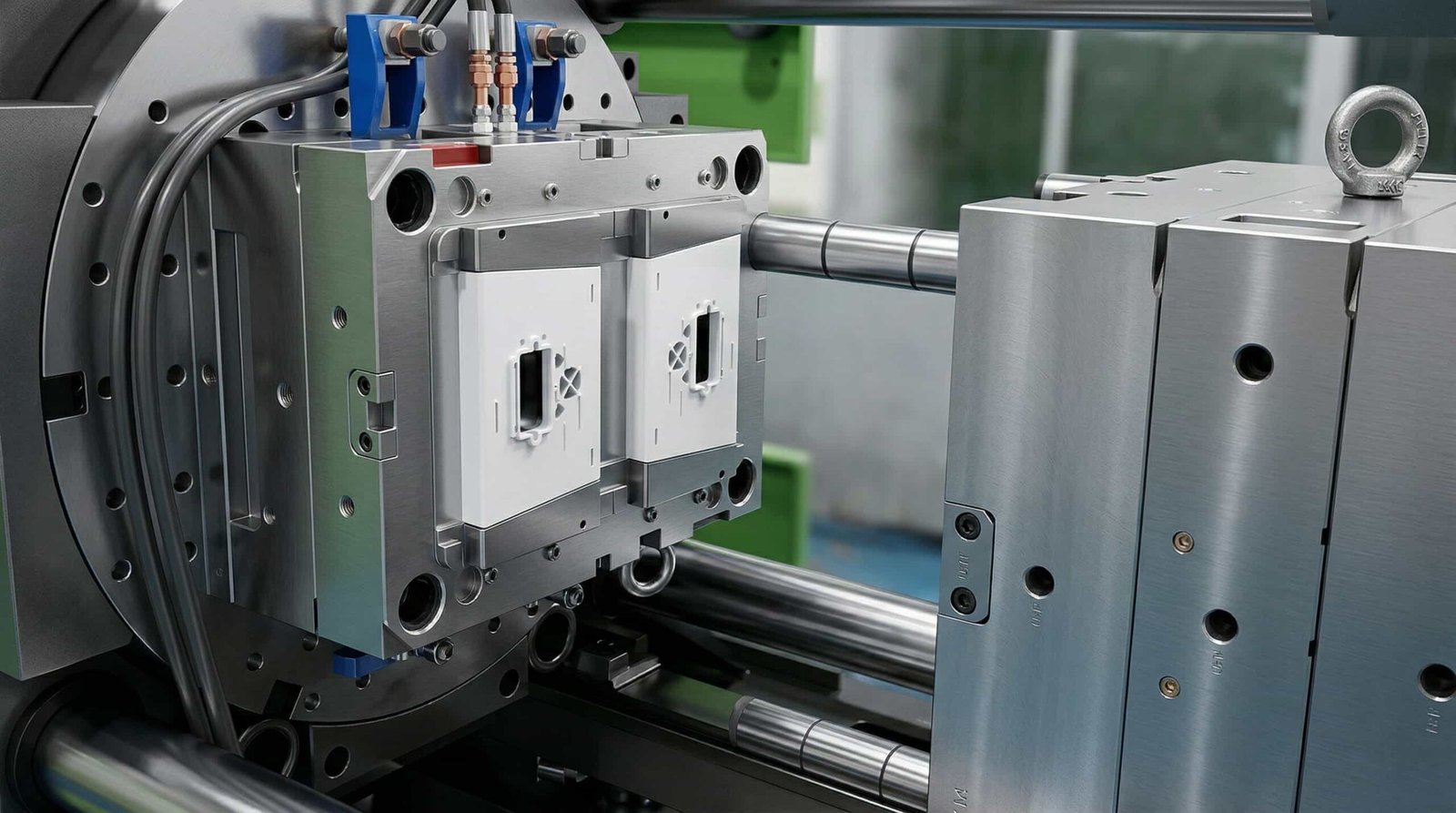
Rotary Platen 2 Shot Mold
High-volume parts with balanced first-shot and second-shot cavity layout.
Requires a suitable two-shot molding machine and precise rotation alignment.

Index Plate 2K Mold
Parts that need accurate transfer and stable positioning of the first-shot substrate.
Tooling cost and structure complexity are higher than simple transfer methods.
Core-Back Two-Shot Mold
Local overmold areas, sealing zones and limited second-shot coverage.
Not suitable for every geometry; early DFM is required.
If you are not sure which 2K tooling method fits your project, send the part drawing and expected volume. GBM will review the practical tooling route before quotation.
2 Shot Molding vs Overmolding: Which Process Fits Your Project?
Both processes can combine two materials, but the right choice depends on volume, positioning accuracy, tooling budget and whether the second material adds a real function.
| Comparison Point | 2 Shot Molding | Overmolding |
|---|---|---|
| Process | Two materials are molded in one controlled cycle with mold rotation, index plate, transfer or core-back movement. | The substrate is molded first, then placed into another mold for the second material. |
| Tooling Investment | Higher mold and machine investment. | Lower initial tooling cost for early-stage or lower-volume projects. |
| Production Efficiency | Better for stable mass production and reduced manual handling. | More flexible for small batches, prototypes or design validation. |
| Positioning Accuracy | More repeatable because the first-shot part stays controlled by tooling. | Positioning depends more on insert placement, fixture control and operator consistency. |
| Best Fit | High-volume, dual-color, sealing, grip or assembly-reduction parts. | Lower-volume projects, prototype validation or simpler soft-touch structures. |
Not sure whether your part needs 2 shot molding or overmolding?
Common Two-Shot Molding Defects and How We Reduce Them
Two-shot defects often start from material mismatch, weak shut-off design, poor venting, unbalanced flow or unstable substrate positioning. GBM reviews these risks during DFM, mold fitting and T1 trial.
Peeling or Delamination
Possible Cause: Incompatible resin pair, low substrate temperature, weak bonding area or missing mechanical interlock.
GBM Review: Check material grade, melt temperature, bonding surface, transfer time and interlock structure.
Flash at Color Boundary
Possible Cause: Weak shut-off angle, poor mold fitting or excessive second-shot pressure.
GBM Review: Improve high precision shut-off surface, fitting accuracy, venting and injection pressure window.
Color Bleeding
Possible Cause: Unstable sealing line, poor gate position or unbalanced second-shot flow.
GBM Review: Review parting line, flow direction, gate location and color boundary thickness.
Warpage
Possible Cause: Different shrinkage rates, uneven cooling or unbalanced wall thickness.
GBM Review: Check material shrinkage, cooling layout, rib thickness and first-shot support.
Short Shot in Second Material
Possible Cause: Long flow path, thin overmold area or poor venting.
GBM Review: Adjust gate size, flow direction, venting and wall thickness.
Sink Marks Near Ribs or Bosses
Possible Cause: Thick substrate, poor packing or cooling imbalance.
GBM Review: Review wall thickness, rib ratio, cooling channels and packing process.

Frequently Asked Questions About 2 Shot Mold Manufacturing
Are you a China 2 shot mold manufacturer?
Yes, GBM is a professional China 2 shot mold manufacturer. We fully support custom 2 shot mold design, mold manufacturing, DFM review, material bonding check, T1 trial, samples and export tooling support for overseas buyers.
Do you provide two-shot molding service or only 2 shot mold making?
We provide both. Depending on your strategy, GBM can build a high-quality export mold for your facility, or provide in-house custom injection molding services, including T1 trials, small batch sampling, and mass production preparation.
What is the 2 shot molding process?
The process starts with injecting the first material (substrate). The mold then opens, and the part is repositioned via mold rotation or transfer. The second material is then injected to bond with the first part, followed by cooling, ejection, and inspection.
Is a 2 shot mold the same as a two-cavity mold?
No. A 2 shot mold injects two different materials or colors into a single part in a two-step process. A two-cavity mold simply means the mold has two cavities to produce two identical parts simultaneously using one material.
What is the difference between 2K mold, two-shot mold and double injection mold?
These terms describe the same manufacturing process. "2K" is common in Europe for two-color/dual-material molding. "Double injection" highlights the two-step injection action. They all involve molding two distinct polymers into one component.
What materials can be used in two-shot injection molding?
Common pairs include ABS+TPE, PC+TPU, PC/ABS+TPE, PP+TPE, and PA+TPU. Success depends heavily on specific material grades, drying conditions, processing temperatures, and sometimes requires a bonding test before mass production.
How do you prevent peeling in two-shot molded parts?
We ensure strict material compatibility for chemical bonding and design robust mechanical interlocks. We also control substrate temperature, second-shot pressure, gate positions, and bonding areas to maximize adhesion strength.
How do you reduce flash and color bleeding in a 2 shot mold?
We design precise shut-off angles, ensure tight mold fitting, and optimize parting lines, gate locations, and venting. During processing, we control injection pressure and perform precise T1 corrections to eliminate boundary defects.
What affects the cost of a 2 shot mold?
Cost depends on part size, material pair, required tooling mechanism (rotary, index, core-back), cavity number, appearance requirements, export mold standards (HASCO/DME), and the level of trial support needed.
Can you make 2 shot molds for small batch production?
Yes, we support small batches. However, we will evaluate your annual volume, material, and structure to advise if a true two-shot mold or a simpler overmolding approach is the most economical choice for your project.
Do 2 shot molds require special injection molding machines?
Yes, true two-shot molding requires machines with two independent injection units and support for specific mold mechanisms like rotary platens, index plates, or core-back hydraulics. We confirm machine specs before tooling.
Can you build export 2 shot molds for our own factory?
Absolutely. We build export 2 shot molds customized to your machine specifications, mold base standards, hot runner preferences, and provide spare parts, trial videos, and packing photos before shipping.
What files should I send for a 2 shot mold quotation?
Please send a 3D drawing, 2D tolerance drawing, material pair requirements, surface finish needs, annual volume, machine information, and your expected production plan for a precise evaluation.
How long does a 2 shot mold project usually take?
The timeline depends on part size, mold complexity, tooling mechanism, material testing, T1 corrections, and sample approval. After reviewing your drawing, we can provide a practical and reliable timeline.
Send Your 2 Shot Mold Project for DFM Review
Upload your 3D drawing, material requirement, annual volume and appearance requirement. GBM will review part structure, material bonding risk, tooling method and trial plan before quoting.
Email Us
Annie@gbminjection.comCall / WhatsApp
+86 13632611848Headquarters & Factory
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City