An injection mold is the custom-designed tooling used in the injection molding process to shape molten plastic into a specific final product. Acting as the negative imprint of the desired part, these molds are precision-engineered from high-strength metals like steel or aluminum to withstand immense pressure and heat. Understanding the intricacies of mold design, material selection, and types is essential for manufacturers aiming to produce high-quality plastic components efficiently.
Video Guide: This overview explains the fundamental role of the mold within the broader manufacturing process.
What is Injection Mold?
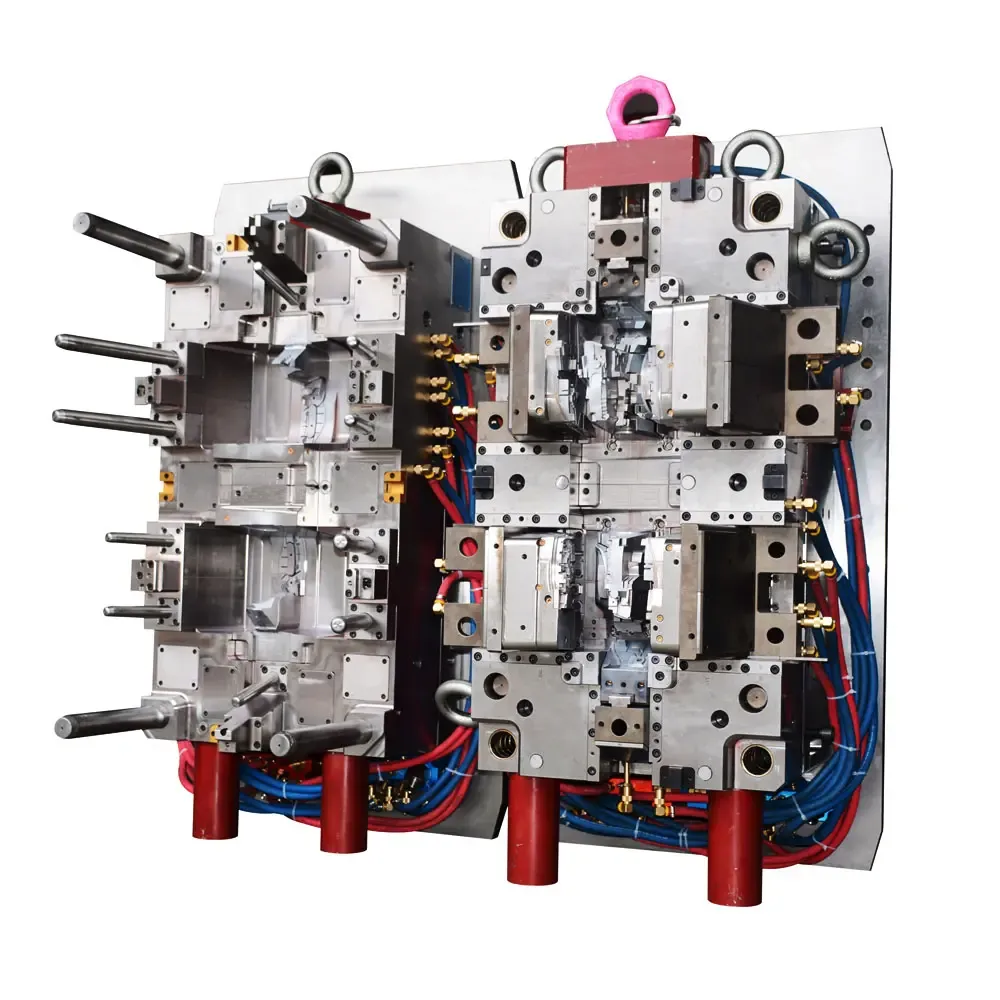
An injection mold is a hollow metal block, typically machined from steel or aluminum, into which molten plastic is injected to form a specific shape. It consists of two primary halves: the “A” side (cavity) which forms the exterior, and the “B” side (core) which forms the interior features. It is the critical component that determines the part’s geometry, surface finish, and dimensional accuracy.
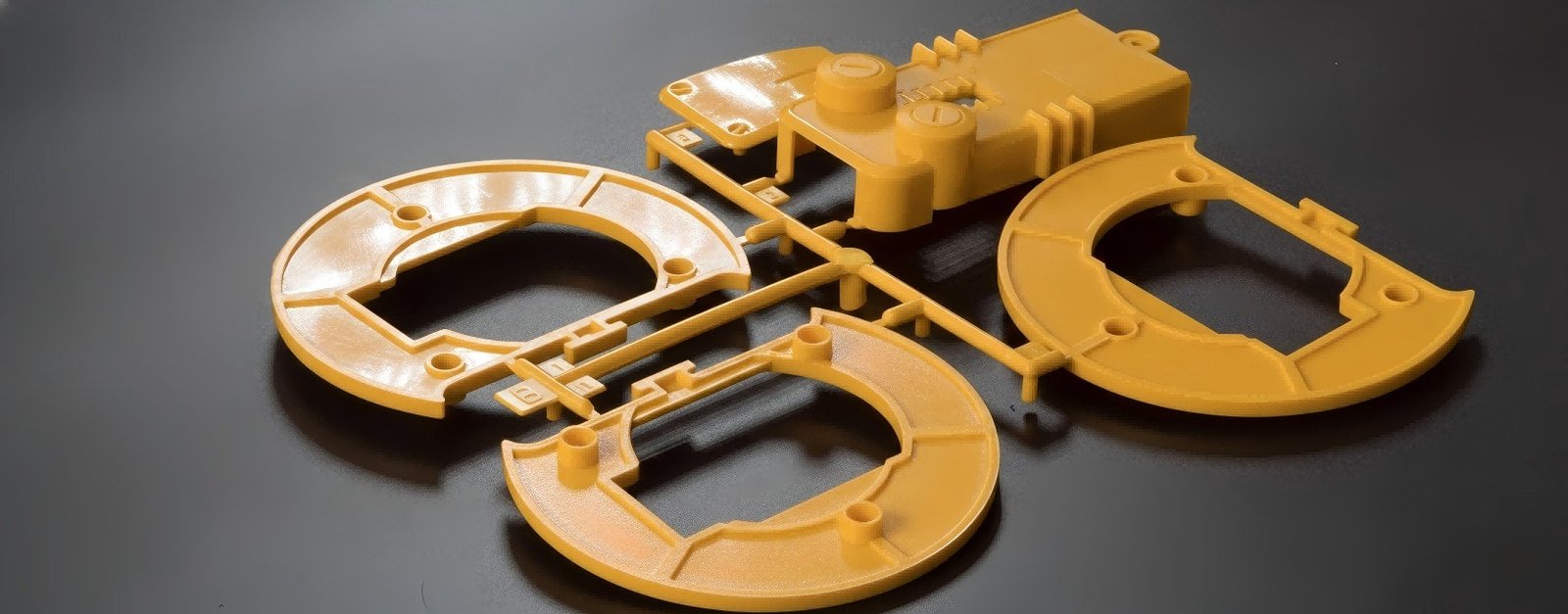
Anatomy of a Mold
To understand what an injection mold is, one must look at its internal architecture. A standard mold is not just a cavity; it is a complex system designed for thermal management and ejection.
- Cavity Plate (A-Side): The stationary part of the mold attached to the injection side of the press. It usually creates the cosmetic or exterior surface of the part.
- Core Plate (B-Side): The moving part of the mold that typically houses the ejection system. It shapes the interior details of the part.
- Runner System: Channels cut into the mold that guide molten plastic from the nozzle to the cavity.
- Cooling Channels: Passageways drilled through the metal allowing water or oil to circulate, regulating temperature to solidify the plastic.
- Ejector Pins: Mechanical pins that push the solidified part out of the mold once it opens.
GBM Pro Tip: The quality of the “parting line”—where the two halves of the mold meet—is a direct reflection of the mold’s precision. At GBM, we emphasize precision machining on the mating surfaces to minimize flash (excess plastic) and reduce post-processing costs.
How Does Injection Mold Work?
The injection mold works by acting as a heat exchanger and a shaping vessel. The process begins when the mold clamps shut, and molten plastic is injected under high pressure into the cavity. The mold then absorbs the heat from the plastic via internal cooling channels, solidifying the material into the final shape before the mold opens and ejects the part.
Video Guide: A step-by-step visual breakdown of the mechanical movements inside the mold during a cycle.
The Molding Cycle
The operation of an injection mold follows a strict, repetitive cycle. Efficiency here dictates the unit cost of the product.
- Clamping: The two halves of the mold are pressed together with massive tonnage to resist the force of injection.
- Injection: Molten plastic is shot through the sprue and runners into the mold cavity until it is 95-99% full.
- Packing/Holding: Additional pressure is applied to “pack” more material into the cavity to compensate for shrinkage as the plastic cools.
- Cooling: The part is held in the mold until it is rigid enough to be ejected without warping. This is typically the longest part of the cycle.
- Ejection: The mold opens, and ejector pins or plates push the finished part out.
GBM Pro Tip: Cooling time often accounts for 50-70% of the total cycle. Designing conformal cooling channels—which follow the contours of the part rather than straight lines—can significantly reduce cycle times and improve your production throughput.
What materials are used in injection molding?
Injection molding utilizes a vast array of thermoplastics and thermosetting polymers, chosen based on the mechanical, thermal, and chemical requirements of the final part. Common materials range from commodity plastics like Polypropylene (PP) for packaging to engineering-grade resins like Polycarbonate (PC) or Nylon (PA) for structural components.

Common Resin Categories
Selecting the right raw material is crucial for the performance of the molded part.
- Commodity Plastics:
- Polypropylene (PP): Chemical resistant, flexible, fatigue resistant (used in living hinges).
- Polyethylene (PE): High impact strength, low cost (used in containers).
- Engineering Plastics:
- Acrylonitrile Butadiene Styrene (ABS): Tough, impact-resistant, good surface finish (used in consumer electronics).
- Polycarbonate (PC): Transparent, high heat resistance, extremely tough (used in automotive lenses).
- High-Performance Plastics:
- PEEK: High thermal stability and chemical resistance (used in aerospace and medical implants).
GBM Pro Tip: Material shrinkage rates vary drastically. For example, ABS shrinks differently than PP. We always advise finalizing your material selection before the mold design is locked in, as the mold cavity must be cut slightly larger to accommodate the specific shrinkage rate of the chosen resin.
What types of materials can molds be made of?
The molds themselves are constructed from hardened steels, pre-hardened steels, or aluminum, depending on the expected production volume. Hardened tool steels (like H13) offer the highest durability for millions of cycles, while aluminum is used for prototyping or low-volume runs due to its lower cost and faster heat dissipation.
Video Guide: This video details the different tooling metals and how they impact tool life and part quality.
Tooling Material Grades
The choice of mold metal dictates the tool’s longevity and the initial investment cost.
| Mold Material | Grade | Typical Cycle Life | Key Characteristic | Ideal Application |
|---|---|---|---|---|
| Aluminum | 7075 / QC-10 | 1k – 10k | Fast cooling, soft metal | Prototyping, Low volume |
| Pre-Hardened Steel | P20 | 50k – 100k | Good machinability | Mid-volume production |
| Hardened Steel | H13 | 500k – 1M+ | High wear resistance | High volume, abrasive resins |
| Stainless Steel | 420 | 500k+ | Corrosion resistance | Medical parts, PVC molding |
GBM Pro Tip: Do not over-engineer your mold. If you only need 5,000 parts, paying for a Class 101 Hardened Steel mold is unnecessary capital expenditure. We recommend P20 steel or high-grade aluminum for bridge tooling or market testing phases.
What are the benefits of Injection Mold?
Injection molding offers unmatched efficiency for mass production, delivering identical parts with high precision and minimal post-processing. Its primary benefits include scalability, the ability to create complex geometries, high strength-to-weight ratios, and the flexibility to use multiple materials simultaneously (overmolding).
Manufacturing Advantages
Why do manufacturers choose injection molding over 3D printing or CNC machining for production?
- High Efficiency: Once the mold is built, parts can be produced in seconds.
- Repeatability: The millionth part is virtually identical to the first.
- Detail & Complexity: High pressure allows plastic to fill microscopic textures and complex shapes.
- Material Waste Reduction: Unlike subtractive manufacturing (CNC), injection molding generates minimal waste, and runners can often be reground and recycled.
- Enhanced Strength: The use of fillers (glass fiber, carbon fiber) in the resin can create parts as strong as metal.
GBM Pro Tip: To maximize cost-efficiency, design your parts with uniform wall thickness. This prevents warping and sink marks, ensuring the benefits of the process aren’t negated by high rejection rates due to poor design.
Key Features & Comparison
Different mold configurations exist to solve specific production challenges.
Mold Configuration Comparison
Based on our internal data and market analysis, here is the breakdown of common mold types:
| Feature | Two-Plate Mold | Three-Plate Mold | Hot Runner Mold |
|---|---|---|---|
| Structure | Simplest design; one parting line. | Adds a runner plate; allows center gating. | Manifold keeps plastic molten inside the tool. |
| Cycle Time | Standard. | Slightly slower due to runner ejection. | Fastest (no runner to cool). |
| Material Waste | High (large runner system). | High (unless hot sprue used). | Lowest (no runner waste). |
| Tooling Cost | Low. | Medium. | High. |
| Maintenance | Low. | Medium. | High (electronics/heaters). |
GBM Pro Tip: For high-volume production, the upfront cost of a Hot Runner system is almost always recovered through material savings (no runners to scrap) and faster cycle times.
Cost & Buying Factors
The cost of an injection mold is the most significant upfront investment in the project. Prices can range from $2,000 for a simple low-volume tool to over $100,000 for a complex, multi-cavity production mold.

Pricing Determinants
- Part Size & Complexity: Larger parts require larger mold bases; undercuts require complex “slides” and “lifters” which increase cost.
- Cavitation: A single-cavity mold is cheaper than a multi-cavity mold, though the latter reduces the part price.
- Tooling Material: H13 steel costs significantly more to purchase and machine than Aluminum.
- Surface Finish: High-polish (mirror) or custom textures (EDM) add processing time and cost.
GBM Pro Tip: Request a “DFM” (Design for Manufacturing) analysis before cutting steel. Minor adjustments to draft angles or wall thickness can simplify the mold design, potentially saving thousands of dollars in tooling costs.
The GBM Advantage: Precision Tooling & Manufacturing Excellence
Understanding the mechanics of an injection mold is just the first step. When it comes to executing complex, tight-tolerance manufacturing at scale, theoretical knowledge cannot replace hands-on engineering experience.
At GBM, we don’t just build molds—we engineer highly efficient, scalable manufacturing solutions. Our commitment to quality and transparency ensures your tooling investment maximizes ROI through lower cycle times and zero-defect production. Our capabilities include:
- Advanced DFM Analysis: We optimize your part design for manufacturability, ensuring seamless ejection and minimal waste.
- Complex Tooling Solutions: Expertise in high-cavitation Stack Molds, sophisticated Hot Runner Systems, and precision Unscrewing Molds.
- Guaranteed Tool Life: When we build a Class 101 production mold, we stand by our steel, offering rigorous maintenance and longevity guarantees.

Conclusion
Injection molds are the backbone of modern plastic manufacturing, bridging the gap between digital design and physical mass production. Whether you are using a simple aluminum tool for a prototype or a hardened steel multi-cavity mold for millions of units, the principles remain the same: precision, thermal management, and material science.
At GBM, we specialize in optimizing this balance. By understanding the types of molds, materials, and design constraints outlined above, you can make informed decisions that ensure your project launches on time, within budget, and to the highest quality standards.Contact the engineering team at GBM today to discuss your next injection molding project.

