
The time required to manufacture an injection mold typically ranges from 4 to 8 weeks for standard steel tooling. However, simple aluminum prototype molds can be completed in 1 to 2 weeks, while complex, multi-cavity hardened steel molds for high-volume production may require 12 to 16 weeks or more depending on design complexity and shop capacity.
Factors Influencing Mold Fabrication Time
The timeline for creating a mold is not arbitrary; it is dictated by the engineering rigor and physical machining required. As engineers, we break the schedule down into design, machining (CNC/EDM), assembly, and testing.
The class of the mold is the primary determinant of lead time:
| Mold Class | Material | Estimated Lead Time | Best For |
|---|---|---|---|
| Class 105 (Prototype) | Aluminum / Mild Steel | 1 – 3 Weeks | <500 cycles, rapid prototyping |
| Class 103 (Standard) | Pre-hardened Steel | 4 – 8 Weeks | <500k cycles, mid-volume production |
| Class 101 (High Production) | Hardened Steel (HRC 50+) | 10 – 16+ Weeks | >1M cycles, extremely high tolerance |
GBM Pro Tip: In our lab tests at GBM, we found that finalized DFM (Design for Manufacturing) analysis before cutting metal is the biggest time-saver. We often see projects delayed by 2 weeks simply because draft angles were not confirmed early, forcing us to stop the CNC machines and await engineering change orders.
How long does injection molding take?
Once the mold is built, the actual injection molding cycle takes between 2 seconds and 2 minutes per part. The specific duration depends on the wall thickness, material type, and part size. Cooling time usually occupies 50% to 80% of the total cycle, making it the primary driver of production speed.
🎥 Watch Video: High-Precision Injection Molding Cycle Times and Cooling Optimization
Cycle Time Breakdown
Understanding the cycle time is crucial for calculating ROI on the mold investment. The process occurs in four distinct stages:
- Clamping: The mold halves close under high pressure.
- Injection: Molten plastic is shot into the cavity (fastest phase).
- Cooling: The part solidifies (slowest phase).
- Ejection: The mold opens and pins push the part out.
GBM Pro Tip: Our technicians often see cooling times dragged out by poor thermal management. We recommend using conformal cooling channels in the mold design for complex geometries; this can reduce cycle times by up to 30%, significantly increasing daily output.
What is the 10 10 5 rule for thermoforming?
The 10-10-5 rule in thermoforming tooling dictates a specific timeline structure: 10 days for design and approval, 10 days for tool construction and initial sampling, and 5 days for final modifications and production readiness. This rule of thumb helps project managers estimate a roughly 4-week lead time for standard thermoforming projects.
Comparison to Injection Molding
While this rule applies specifically to thermoforming (vacuum forming), it highlights the speed difference compared to injection molding. Thermoforming molds are single-sided and often made of softer aluminum, allowing for the faster “10-10-5” schedule. Injection molds require mating cores and cavities, ejector systems, and higher pressures, rendering a 25-day turnaround unrealistic for anything but the simplest rapid tooling.
GBM Pro Tip: We advise clients not to expect injection molding timelines to mirror thermoforming. While the 10-10-5 rule works for packaging trays, a comparable injection mold requires at least double the engineering time due to the complexity of 3D flow analysis and thermal balancing.
How much does it cost to get an injection mold made?
Injection mold costs vary wildly, starting around $3,000 for simple low-volume aluminum tooling and reaching over $100,000 for complex, multi-cavity hardened steel molds. Key cost drivers include part size, geometric complexity, surface finish requirements, and the number of cavities designed for mass production efficiency.
🎥 Watch Video: Comprehensive Breakdown of Injection Mold Costs and ROI Factors
Cost Drivers Table
When we quote a mold at GBM, we look at these specific variables:
- Cavitation: A 4-cavity mold does not cost 4x a 1-cavity mold, but it increases machining time and base size significantly.
- Actions/Slides: Undercuts require moving parts (slides) within the mold, adding roughly $1,500–$3,000 per mechanism.
- Steel Grade: P20 steel is cheaper and easier to cut than H13 hardened steel, which requires EDM (Electrical Discharge Machining) and polishing.
GBM Pro Tip: In our experience, utilizing a “Family Mold” (putting multiple different parts into one mold base) can save clients 30-40% on tooling costs. However, we only recommend this if the parts share similar volumes and resin requirements.
How long does it take to make a mold?
While traditional steel molds take months, rapid tooling strategies can produce molds in as little as 24 to 48 hours using 3D printing or high-speed machining on aluminum. These rapid molds are ideal for prototyping and bridging production but lack the durability and surface finish quality of standard Class 101 production tooling.
🎥 Watch Video: Rapid Tooling vs. Traditional Mold Fabrication Timelines
The Fabrication Process Steps
Regardless of speed, the sequence of events remains consistent:
- Design & CAM: 1-3 Days (or hours for simple parts).
- Roughing: Removing the bulk of the steel/aluminum.
- Heat Treating: (Skipped for rapid molds) Hardening the steel.
- Finishing (EDM/Polishing): Creating the final surface detail.
- Assembly: Fitting ejector pins and cooling lines.
GBM Pro Tip: We have successfully used 3D-printed resin molds for runs of 50-100 parts. It’s an excellent way to test fit and function overnight, but we always warn clients that the thermal conductivity is poor, meaning cycle times are very long (minutes, not seconds).
What is the standard lead time for high-cavity production molds?
High-cavity production molds (16 to 64+ cavities) generally carry a lead time of 12 to 20 weeks. These complex tools require extensive engineering validation, precise hot runner system integration, and rigorous cooling analysis to ensure uniform part quality across all cavities during high-speed operation.
Complexity at Scale
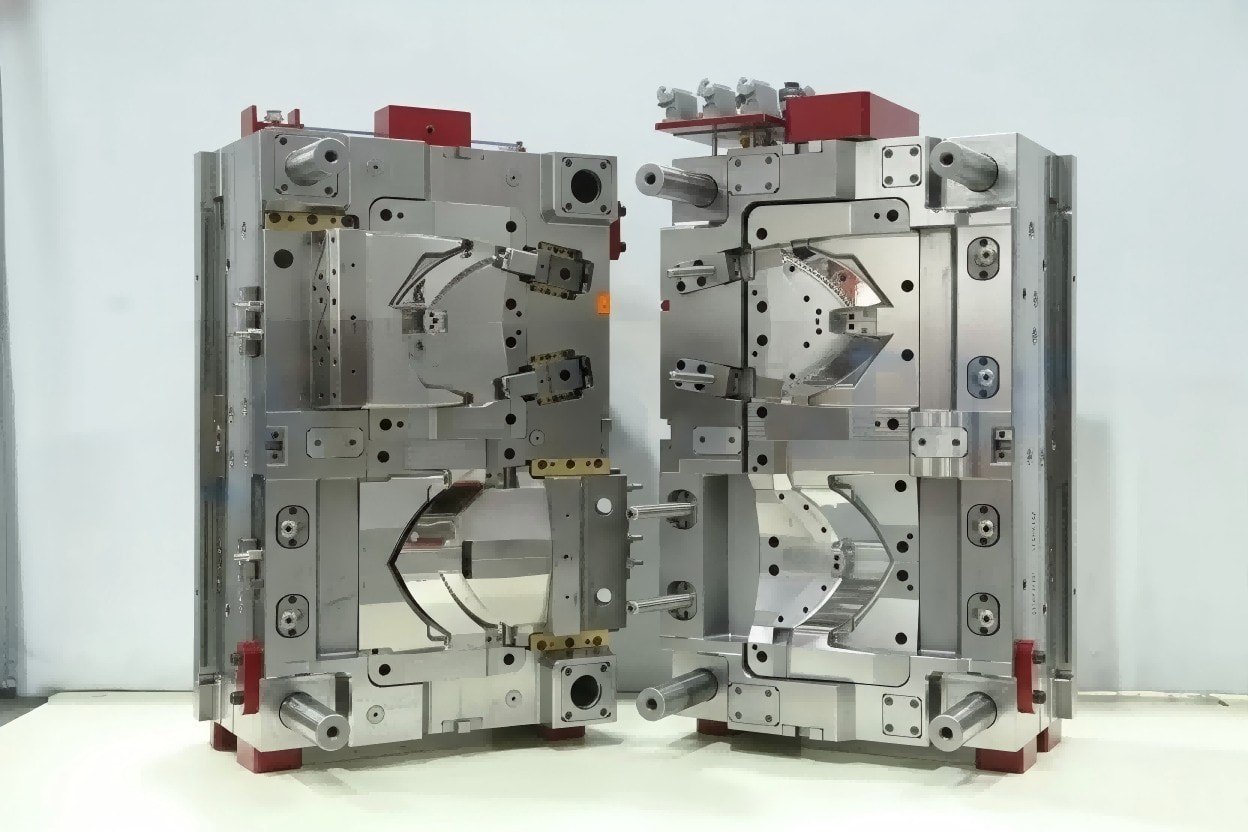
When you move from a single cavity to 64 cavities, the challenge isn’t just cutting the metal; it’s the Hot Runner System. We have to engineer a manifold that delivers molten plastic to 64 different points at the exact same pressure and temperature. This requires:
- Advanced flow simulation.
- Precision manifold manufacturing (often outsourced to specialists like Mold-Masters or Husky).
- Extensive bench testing to balance the fill.
GBM Pro Tip: Our project managers always build in a 2-week “debugging” buffer for high-cavity molds. Even with perfect machining, thermal expansion in the hot runner system often requires fine-tuning to prevent flash or short shots in the outer cavities.
How do domestic versus overseas tooling timelines compare?
Domestic tooling typically offers faster turnaround times of 4 to 8 weeks due to simpler logistics and real-time communication. Overseas tooling, while often cheaper, usually requires 8 to 12 weeks when factoring in shipping (ocean freight adds 4-6 weeks) and potential iteration delays caused by time zone differences.
Logistics vs. Labor
The trade-off is almost always Time vs. Cost.
- Domestic (USA/Europe): Higher labor rates, but you can visit the shop, approve samples in person, and ship the mold via truck in 2 days.
- Overseas (Asia): Lower labor rates allow for more complex tools at lower costs, but shipping samples back and forth via air freight takes 3-5 days per iteration. If the final mold ships via sea, the timeline extends significantly.
GBM Pro Tip: We often utilize a hybrid strategy for urgent projects: we build the mold overseas to 90% completion, fly it to our domestic facility, and perform the final fitting and texturing here. This saves cost while shaving 3-4 weeks off the ocean freight timeline.
The GBM Advantage: Precision Engineering & Scalable Solutions
In the world of custom manufacturing, precision is the only currency that matters. At GBM, we don’t just build tools; we engineer high-performance production assets designed to minimize your Total Cost of Ownership (TCO).
Our expertise goes beyond standard Class 103 tooling. We specialize in solving the industry’s most demanding geometric and mechanical challenges, including:
- Advanced Tooling Technologies: We are industry leaders in designing and fabricating high-cavitation Stack Molds and sophisticated Hot Runner systems, maximizing your output while minimizing material waste.
- Specialized Mold Actions: From precision Unscrewing Molds for complex threaded components to Insert Molding for multi-material assemblies, our facility is equipped to handle tolerances that others find impossible.
- Total Lifecycle Support: Every GBM mold is backed by rigorous DFM analysis and real-time process monitoring, ensuring optimal performance from the first shot to the millionth.
Conclusion
Making an injection mold is a precision engineering journey that transforms a design concept into a scalable industrial asset. Whether you are aiming for a rapid prototype in 2 weeks or a multi-cavity production tool in 12 weeks, the key to success lies in balancing complexity with expert engineering.
Ready to accelerate your production timeline? Partner with an engineering team that understands the science of speed and precision. Contact GBM today for a comprehensive DFM review and a customized tooling quote tailored to your business goals.

