Insert molding is a highly efficient manufacturing process where molten plastic is injected around a pre-placed component, typically metal, to create a single integrated part. This process eliminates secondary assembly steps, significantly improves part strength, reduces component weight, and offers immense design flexibility for complex engineering applications.
🎥 Watch the Process in Action: See exactly how metal inserts are loaded into the mold cavity and seamlessly encapsulated by high-pressure molten plastic to create a unified, ultra-strong component.
The Insert Molding Process and Key Benefits
The insert molding procedure is an advanced subset of traditional injection molding. It requires precise engineering to ensure the polymer seamlessly encapsulates the foreign component without causing thermal damage or shifting during the high-pressure injection phase.
the standard operational sequence:
- Component Loading: The insert (e.g., a threaded brass nut, electrical pin, or stamped metal plate) is loaded into the mold cavity. This can be done manually by an operator or via automated robotic arms for high-volume runs.
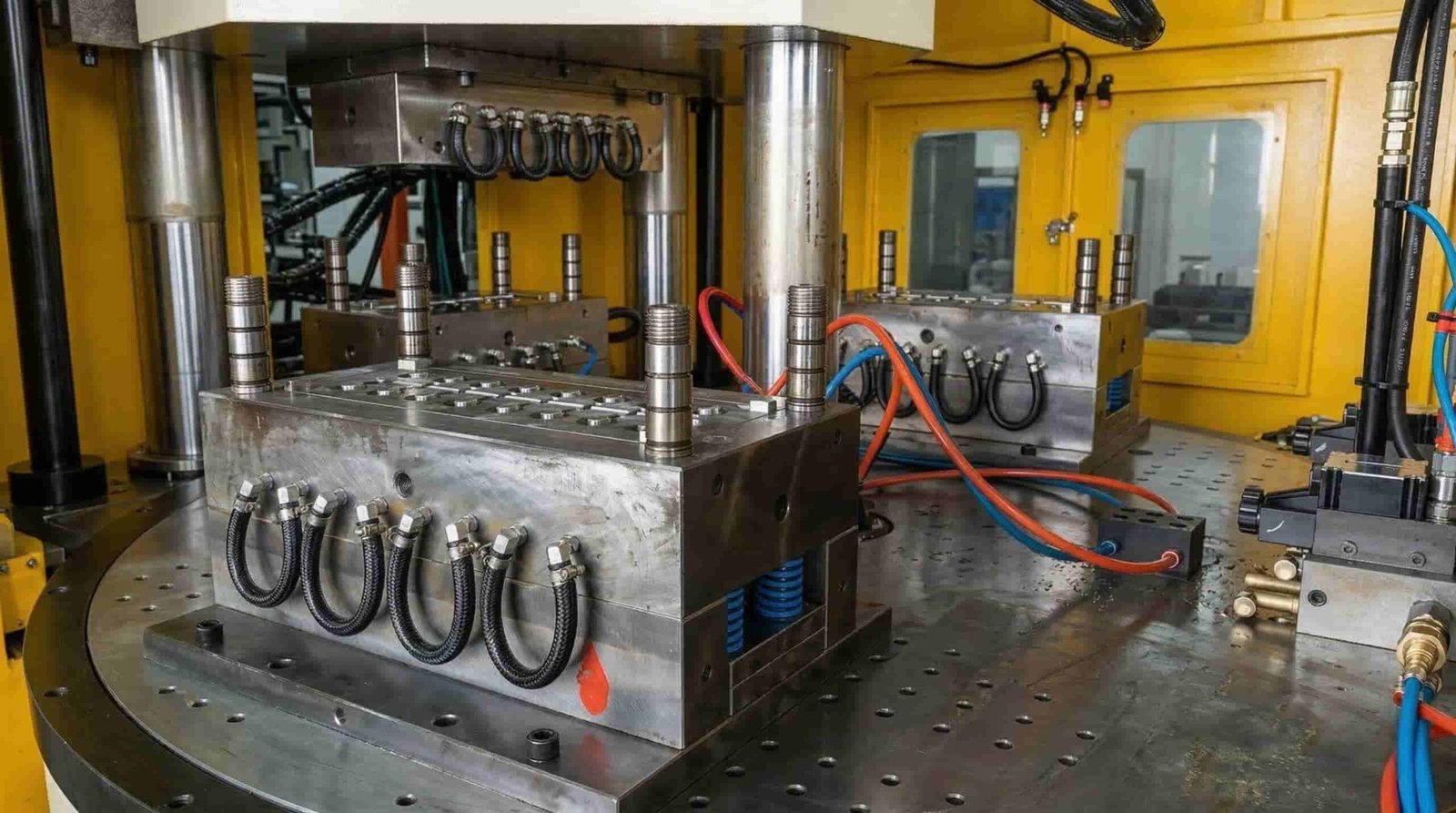
- Mold Clamping: The two halves of the steel or aluminum mold close securely, holding the insert in a precise orientation.
- Plastic Injection: Molten thermoplastic is injected into the cavity under high pressure, flowing around the insert and filling the engineered voids.
- Cooling and Ejection: The plastic cools and solidifies, creating a mechanical bond with the insert. The mold opens, and the finished composite part is ejected.
GBM Pro Tip: In our lab tests at GBM, we found that pre-heating metal inserts to a specific temperature before injection drastically reduces thermal shock and minimizes internal stress cracking in the final molded polymer.
What is an insert in molding?
An insert in molding is a discrete component, usually made of brass, stainless steel, or aluminum, that is placed into the mold cavity prior to plastic injection. These inserts typically feature knurled or threaded outer surfaces to ensure mechanical interlocking with the plastic, providing durable attachment points.
Common Types of Molding Inserts
Selecting the correct insert is critical for the mechanical integrity of the final product. Different applications require specific insert geometries and materials.
| Insert Type | Common Material | Primary Application |
|---|---|---|
| Threaded Nuts | Brass, Stainless Steel | Providing strong, reusable mounting threads in soft plastic parts. |
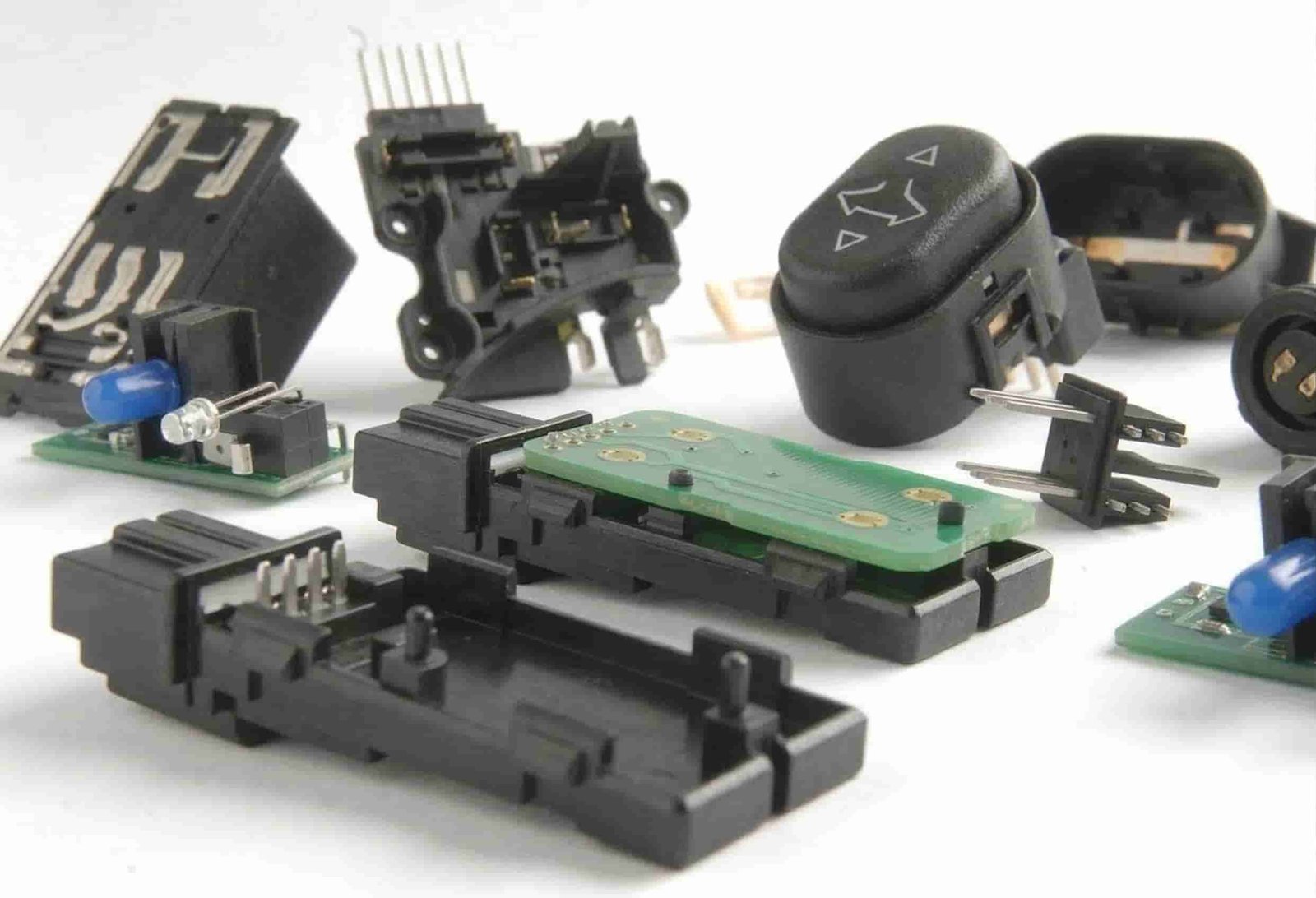
| Electrical Pins/Contacts | Copper, Gold-Plated Alloys | Creating conductive pathways in electronic housings and connectors. |
| Bushings/Sleeves | Hardened Steel | Reinforcing pivot points to prevent plastic wear from friction. |
| Stamped Lead Frames | Copper Alloys | Encapsulating complex circuit paths for sensors and switches. |
GBM Pro Tip: Our technicians often see failures when standard smooth inserts are used. We always recommend using inserts with diamond knurling or undercut grooves to maximize torque-out and pull-out resistance.
What is the difference between insert mold and over mold?
The primary difference is that insert molding encapsulates a pre-existing, usually non-plastic component with plastic, whereas overmolding involves injecting a second layer of plastic or elastomer over a previously molded plastic substrate to create a multi-material, multi-colored, or soft-grip part.
🎥 Insert Molding vs. Overmolding: A visual breakdown of why insert molding is used for structural metal integration, whereas overmolding is the go-to process for adding soft TPE grips and aesthetic layers.
Process Comparison: Insert Molding vs. Overmolding
While both processes combine multiple materials into a single part, their engineering requirements and end-use applications differ significantly.
| Feature | Insert Molding | Overmolding |
|---|---|---|
| Primary Base Material | Metal (brass, steel, copper) or ceramics. | Rigid thermoplastic (e.g., ABS, Polycarbonate). |
| Secondary Material | Rigid thermoplastic or elastomer. | Thermoplastic elastomer (TPE) or TPU. |
| Main Purpose | Adding structural strength, threads, or conductivity. | Adding ergonomics, soft grips, or aesthetic colors. |
| Bonding Mechanism | Primarily mechanical (knurling, undercuts). | Chemical bonding and mechanical interlocking. |
GBM Pro Tip: Our engineers often recommend overmolding for ergonomic grips and water-resistant seals, but we strictly pivot to insert molding when structural integrity and load-bearing metal threads are required.
What are the 4 types of moulding?
The four primary types of plastic molding are injection molding, blow molding, compression molding, and rotational molding. Each process serves distinct manufacturing needs, ranging from producing high-precision solid parts to creating large hollow objects like consumer bottles or massive industrial liquid storage tanks.
🎥 Exploring the 4 Types of Molding: Compare traditional injection molding with blow, compression, and rotational molding to understand why injection remains the undisputed king of high-precision, high-volume production.
The Core Plastic Molding Processes
Understanding the different molding technologies is essential for selecting the most cost-effective manufacturing method for a given product design.
- Injection Molding: Molten plastic is forced into a closed cavity. Best for high-volume, highly detailed solid parts (includes insert molding).
- Blow Molding: Air is blown into a heated plastic tube (parison) to inflate it against mold walls. Ideal for hollow parts like bottles and containers.
- Compression Molding: Heated plastic material is placed in an open, heated mold cavity, which is then closed under pressure. Commonly used for thermosetting plastics and automotive panels.
- Rotational Molding (Rotomolding): A heated hollow mold is filled with powder and slowly rotated on two axes, coating the inside. Used for large, seamless hollow parts like kayaks and tanks.
GBM Pro Tip: At GBM, our facilities focus heavily on injection and insert molding because they offer the tightest dimensional tolerances and the fastest cycle times for mass-producing intricate components.
What are your MOQs and wholesale pricing tiers for custom insert molded parts?
For custom insert molded parts at GBM, our standard Minimum Order Quantity typically starts at 5,000 to 10,000 units to justify initial tooling and setup costs. Our wholesale pricing tiers are volume-dependent, offering significant per-unit cost reductions as production scales into the hundreds of thousands.
Volume Pricing Structure
Tooling (the creation of the metal mold) is the largest upfront expense in insert molding. However, as order volumes increase, the amortized cost of the tool drops, leading to better wholesale pricing.
| Production Tier | Order Volume | Pricing Impact | Tooling Recommendation |
|---|---|---|---|
| Low Volume / NPI | 1,000 – 5,000 | Highest per-unit cost | Single-cavity aluminum tool |
| Mid Volume | 10,000 – 50,000 | Moderate per-unit cost | Low-cavitation P20 steel tool |
| High Volume Wholesale | 100,000+ | Lowest per-unit cost | Multi-cavity hardened H13 steel tool |
GBM Pro Tip: We always advise our clients to forecast their annual usage. Investing in a multi-cavity hardened steel tool upfront requires more capital, but it drastically lowers your piece price for high-volume wholesale orders.
How much does the insert molding process reduce assembly costs for high-volume production?
Insert molding can reduce final assembly costs by 25% to 40% for high-volume production runs. By integrating metal fasteners, electrical contacts, or structural components directly during the molding cycle, manufacturers completely eliminate secondary operations like gluing, ultrasonic welding, or manual fastener installation.
Cost-Saving Mechanics in High-Volume Runs
The financial benefits of insert molding become exponentially more apparent as production volumes scale up. The savings are realized across several operational areas.
- Labor Reduction: Eliminates the need for assembly line workers to manually press in inserts or apply adhesives.
- Equipment Consolidation: Removes the need for capital expenditure on secondary assembly equipment (e.g., heat staking machines or sonic welders).
- Defect Minimization: Automated insert molding provides tighter tolerances and eliminates human error during assembly, reducing costly scrap rates.
- Supply Chain Simplification: Managing a single composite part SKU is much easier and cheaper than managing separate SKUs for plastics, screws, and adhesives.
GBM Pro Tip: In our recent high-volume automotive projects, replacing a multi-step manual assembly with a single automated insert molding cell reduced our scrap rate by 15% and cut labor costs by a third.
Why Trust GBM for Your Insert Molding & Tooling Projects?
Insert molding leaves zero margin for error. If the injection mold is not engineered to hold the metal insert with microscopic precision, the extreme injection pressure will cause the insert to shift, resulting in part failure, flash, or severe damage to the mold itself. At GBM, our in-house tooling expertise guarantees a flawless encapsulation every time.
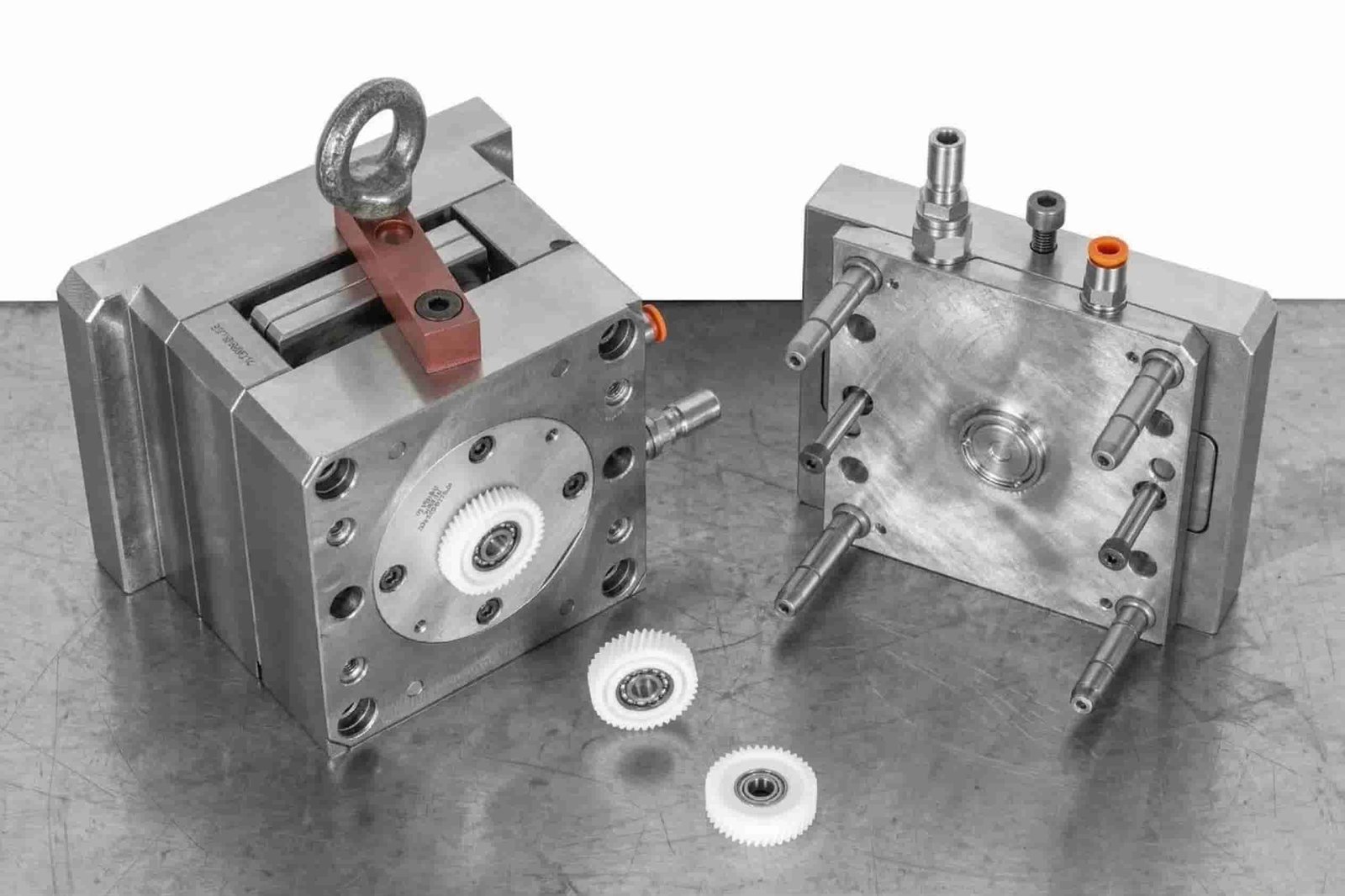
- Ultra-Precision Mold Fabrication: We don’t just process plastics; we are master toolmakers. Our hardened steel (H13 and S136) insert molds are CNC machined to exact tolerances, featuring custom-engineered core pins and crush ribs designed to lock brass, steel, or aluminum inserts perfectly in place before the mold ever closes.
- Advanced Automation & Robotics: To ensure maximum consistency and safety for high-volume wholesale runs, GBM utilizes state-of-the-art robotic arms for insert loading. This eliminates human error, reduces cycle times, and guarantees exact insert placement shot after shot.
- Thermal & Flow Mastery (DFM): Metal inserts do not shrink, but thermoplastic does. This difference often causes residual stress and radial cracking. Before cutting any steel, the GBM engineering team conducts comprehensive Moldflow® simulations to optimize gate locations, wall thicknesses, and cooling channels, ensuring the plastic shrinks uniformly around the insert without cracking.
- End-to-End Turnkey Solutions: From helping you source the right diamond-knurled brass inserts to building the multi-cavity tool and running mass production, GBM provides a single-source manufacturing solution that simplifies your supply chain and protects your bottom line.
Don’t risk your high-volume orders on subpar tooling. Partner with GBM to experience world-class insert molding efficiency.
Insert molding remains an indispensable manufacturing strategy for engineers looking to combine the strength of metal with the versatility of plastic in a single, cost-effective step
Ready to streamline your assembly and reduce per-unit costs? Contact GBM’s engineering team today for a comprehensive DFM analysis and insert molding quote.

