Unscrewing Mold Manufacturer
for Threaded Plastic Parts
Custom unscrewing injection molds for caps, closures, pipe fittings, connectors and internal or external threaded plastic parts. GBM reviews thread pitch, resin shrinkage, core rotation, drive type and T1 trial results before mass production.
Deep experience in complex mold engineering.
Skilled technicians and engineers at your service.
Focused on DFM and structural optimization.
Guaranteed mold life for high-volume production.
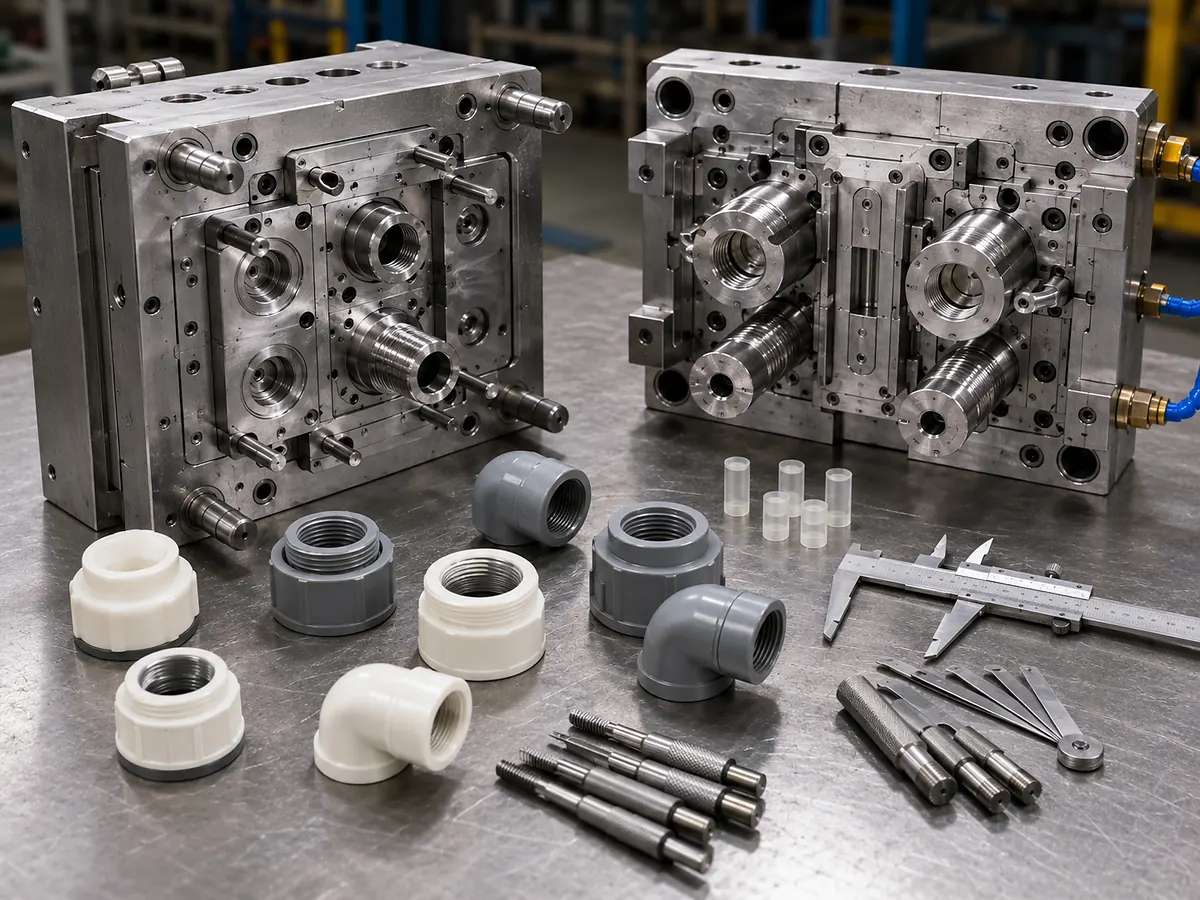
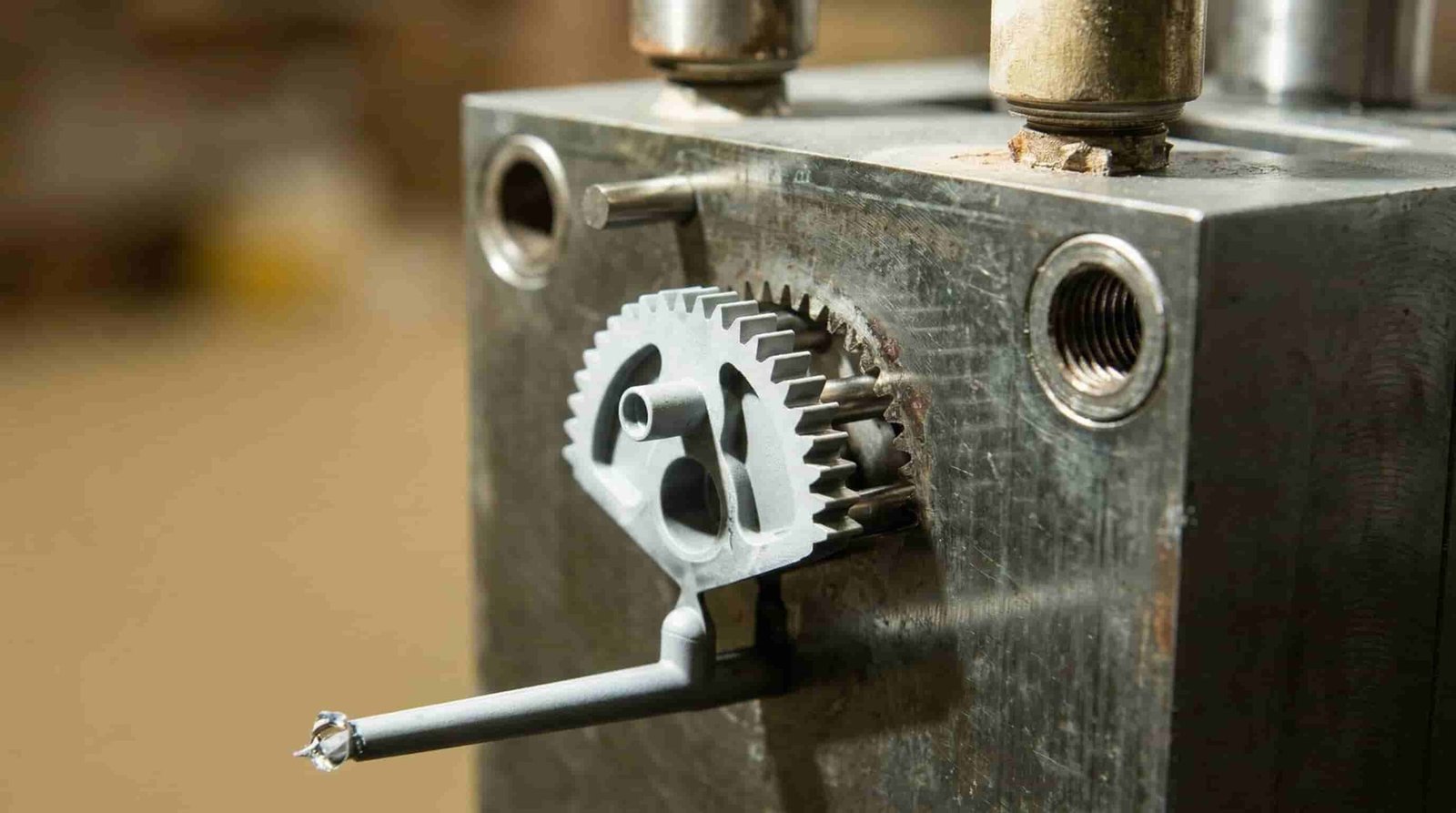
What Is an Unscrewing Injection Mold?
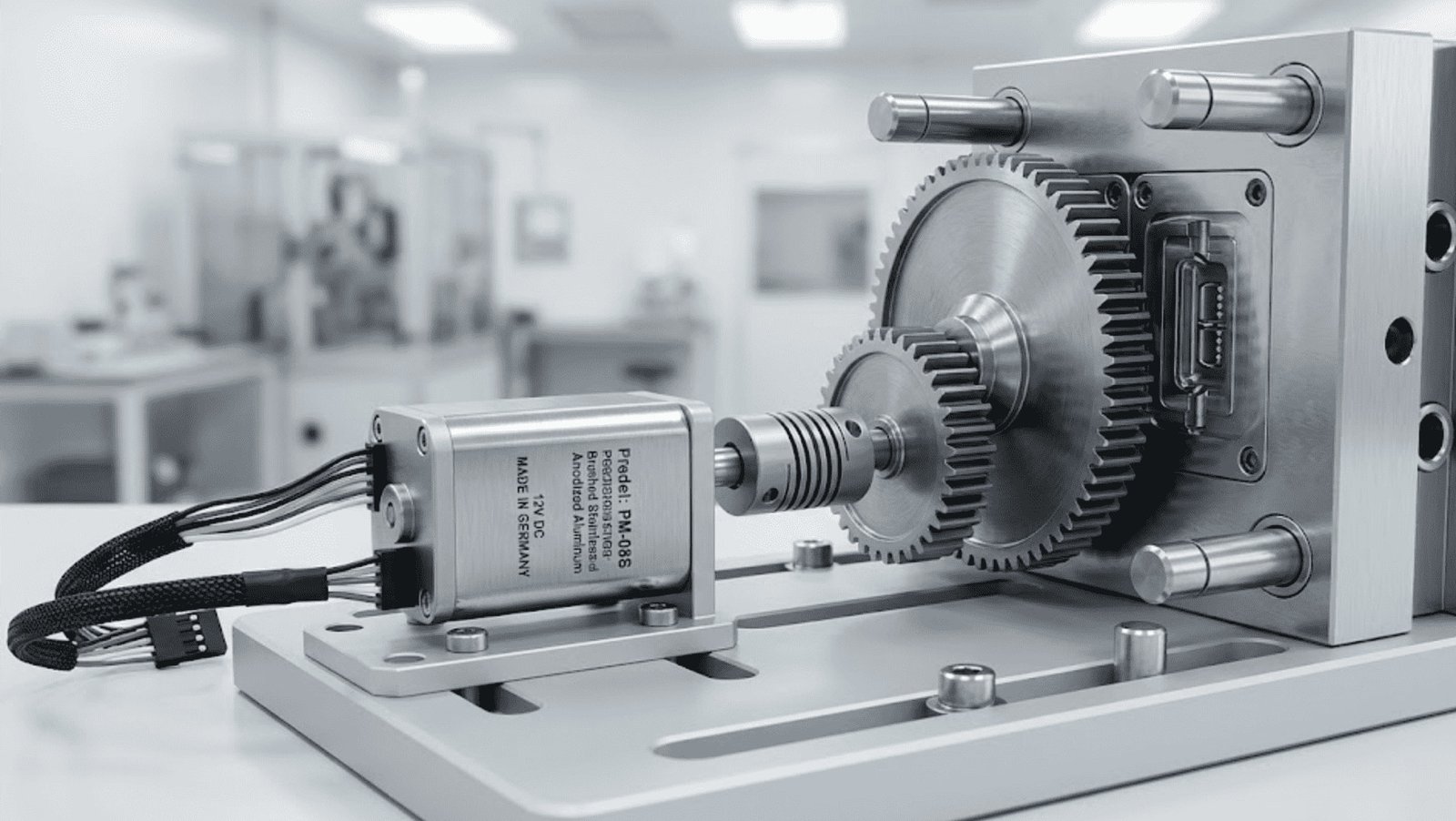
An unscrewing injection mold is a custom mold designed for plastic parts with internal or external threads. Instead of forcing the molded part off the core, the mold uses a rotating core, rack and pinion, hydraulic cylinder, servo motor or helical mechanism to unscrew the thread before ejection.
This helps protect the thread profile, reduce secondary tapping, and support stable production for caps, closures, pipe fittings, connectors and threaded housings.
- Protects complex thread profiles from damage
- Reduces the need for secondary tapping processes
- Ensures highly stable production for high-volume parts
Custom Unscrewing Mold Options We Build
Engineered for precision and durability, our unscrewing molds deliver consistent, high-volume production for complex threaded components across various industries.

Internal Thread Unscrewing Mold
For caps, fittings, nuts, housings and parts with deep internal threads.
External Thread Mold
For components where outside threads require side actions, slides or split cavity design.
Threaded Cap & Closure Mould
For packaging caps, cosmetic closures, bottle caps and high-volume closure projects.
Pipe Fitting Unscrewing Mold
For PVC, PP, PPR or engineering plastic fittings with sealing thread requirements.
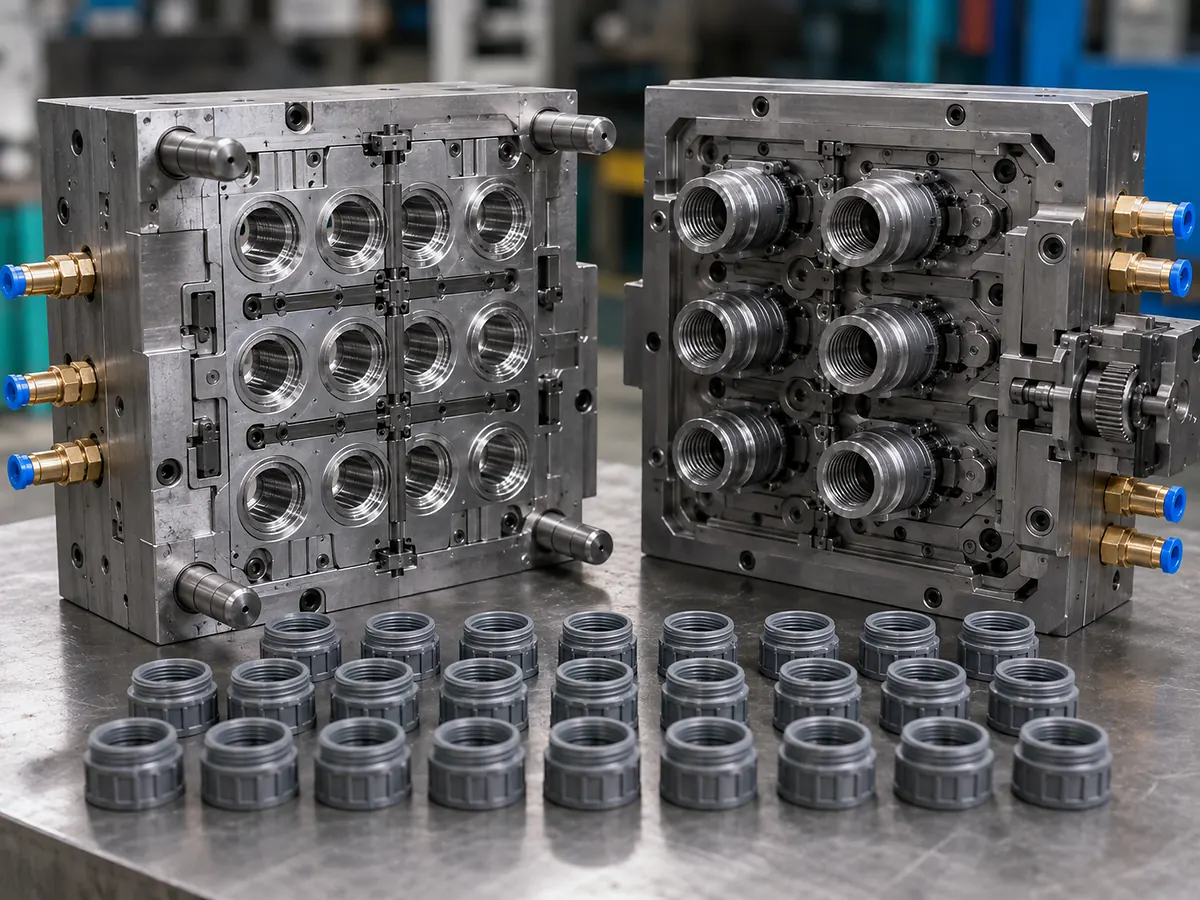
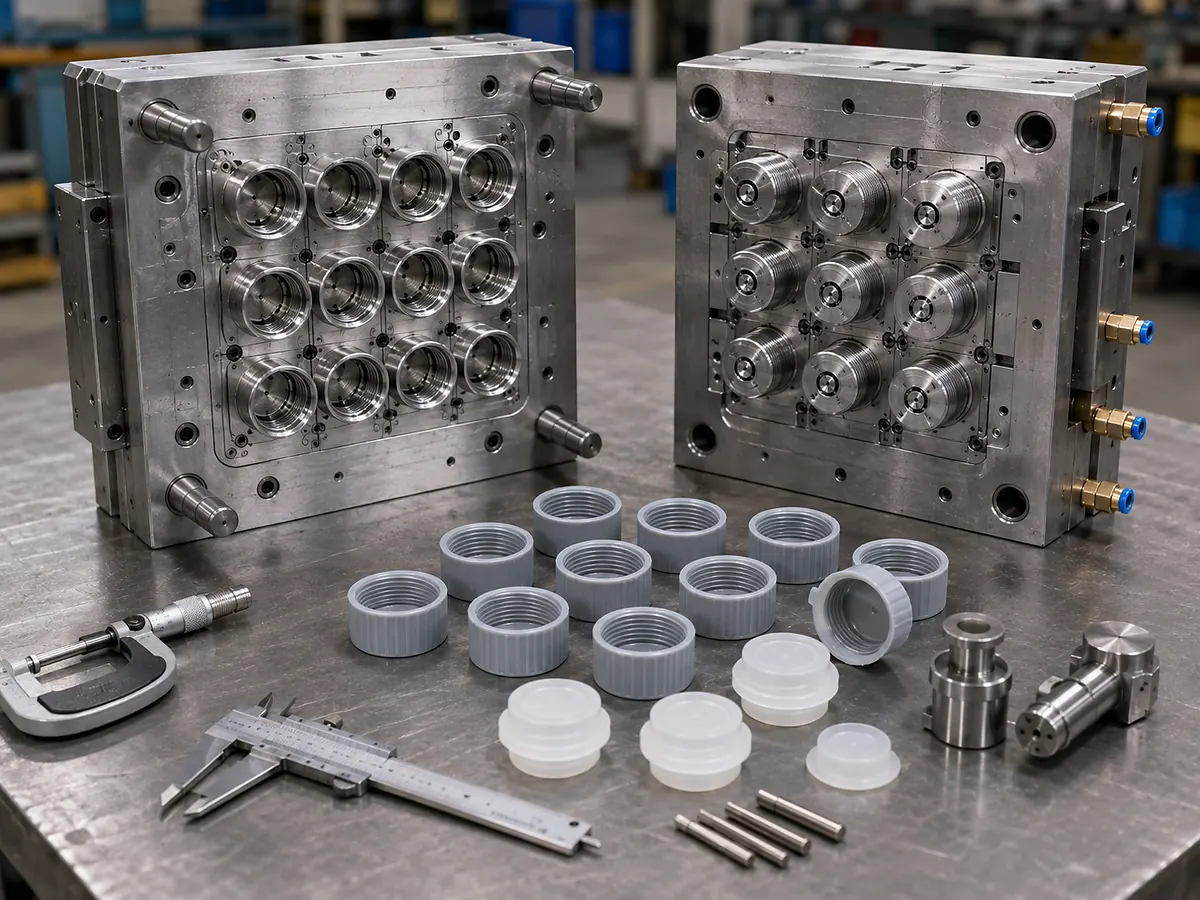
Multi-Cavity Unscrewing Mold
For volume production where cycle stability, gear balance and cavity consistency matter.
Rack & Pinion Unscrewing Mold
For mechanically synchronized mold opening and core rotation.
Hydraulic Unscrewing Mold
For larger thread diameter, higher torque demand and industrial parts.

Servo-Driven Unscrewing Mold
For cleaner, more controlled rotation in medical, cleanroom or precision applications.
How Do We Prevent Thread Stripping in Unscrewing Molds?
Syncing Gear Rotation with Ejection
If the core rotation outpaces or lags behind the ejection stroke, internal threads get stripped. We match the gear ratio and rack stroke to the thread pitch, ensuring the molded part is safely unscrewed without sheer stress.
Cooling the Rotating Cores
Rotating cores trap heat, which slows down your cycle time. By machining conformal cooling channels directly inside the rotating shafts, we pull heat away from the threaded sections faster, helping the plastic set quickly.
Reducing Friction on Moving Parts
Unscrewing mechanisms involve heavy metal-to-metal contact. We apply specialized anti-galling surface treatments to the gears, racks, and bearings. This reduces friction, prevents seizing, and cuts down on maintenance downtime.
Pre-Delivery Dry-Cycle Testing
Before shipping, we run the mold through thousands of dry cycles on our presses. This confirms the hydraulic or servo-driven unscrewing

±0.002mm
Manufacturing Precision
Your One-Stop Partner
For Unscrewing Molds & Complex Tooling
We specialize in precision injection mold design, manufacturing, and custom molding services under one roof. We handle the hard stuff—from complex geometries to tight tolerances—so you don't have to manage multiple vendors or middlemen.
-
Advanced Tooling Expertise: We build high-end molds including 2-Shot, Insert, Stack, Unscrewing, Connector, and Hot Runner molds.
-
True One-Stop Service: From 24H DFM and mold cutting to full-scale injection molding production and assembly.
-
Certified & Tested: ISO9001/TS16949 certified operations with a rapid turnaround (T1 in as fast as 15 days).
Direct Line
+86 13632611848Which Molding Process Fits Your Part Design?
Whether you need straightforward housings or complex multi-material parts, we engineer the molds and run the production in the same facility. This eliminates the headache of vendor-juggling and ensures tight tolerances from the first shot to the millionth.
The Core Molding Processes
Standard Injection Molding
This process handles straightforward, high-volume production of identical rigid parts. It ensures consistent dimensions and reliable cycle times for standard housings and structural components.
2-Shot (Overmolding)
We mechanically bond two different resins, like a rigid base and a soft TPE grip, in a single machine cycle. This saves you manual assembly costs and prevents the materials from peeling under stress.

Insert Molding
We mold plastic directly around metal inserts, such as threaded nuts or electrical pins, during the cycle. This creates parts with superior pull-out strength that plain plastic alone cannot achieve.
Specialized Tooling Solutions
Stack Molds
(For High Volume)
This setup doubles your production output without requiring larger, more expensive injection machines. It significantly lowers the piece price when you are running massive volumes.

Unscrewing Molds
(For Threads)
We build internal gear mechanisms to mechanically rotate cores out of threaded parts like caps or fittings. This prevents thread stripping during ejection and maintains tight dimensional control.
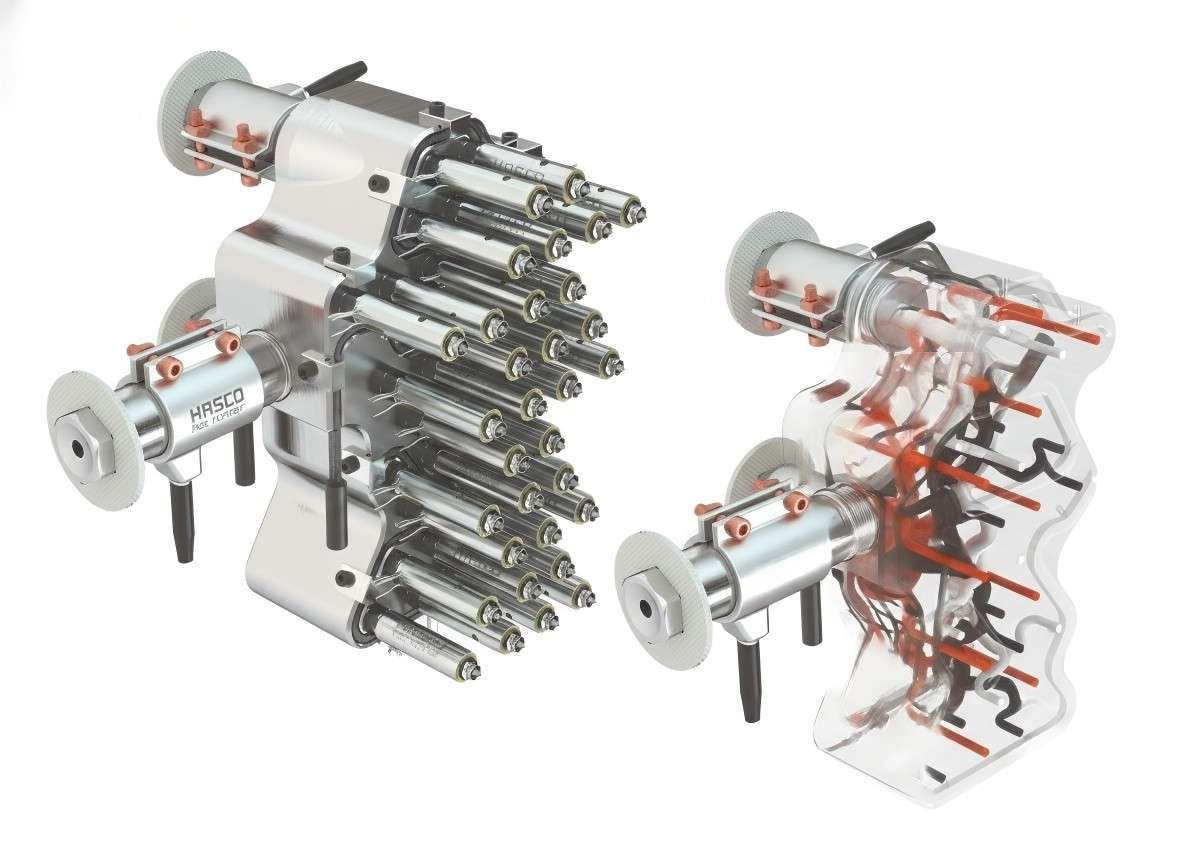
Hot Runner Molds
(To Save Material)
This system uses heated manifolds to keep plastic molten right up to the cavity. It eliminates cold runners, reduces material waste, and speeds up cycle times for large runs.
Connector Molds
(For Tiny Details)
Small electronic or automotive connectors require micro-tolerances to function correctly. We rely on ultra-precise CNC machining to ensure every pin hole aligns exactly to your print.
Comparing Thread Demolding Methods: When to Use an Unscrewing Mold
Figuring out how to mold internal threads usually comes down to three hard constraints: your tooling budget, the stiffness of your plastic, and your target production volume. There is no single correct answer, there are the trade-offs for the three most common approaches we use on the shop floor.
Automatic Unscrewing
Pros
- • Maintains strict dimensional tolerances for complex thread profiles.
- • Suited for stiff, engineering-grade resins like PC, POM, or glass-filled materials.
- • Supports fully automated, continuous production runs.
Cons
- • Requires a higher upfront tooling budget due to complex moving parts like racks, gears, and hydraulic motors.
- • Demands strict preventative maintenance to avoid flash and gear wear.
Collapsible Cores
Pros
- • Effective when part geometry prevents standard rotational unscrewing.
- • Takes up a smaller footprint inside the mold base compared to bulky unscrewing mechanisms.
Cons
- • Internal moving segments are prone to faster mechanical wear over hundreds of thousands of cycles.
- • Not viable for very small thread diameters due to physical space limits for the collapsing mechanism.
- • Replacement components are expensive because they require highly precise wire EDM and grinding.
Forced Ejection (Bump Off)
Pros
- • Keeps your tooling budget low by eliminating complex moving mechanisms.
- • Reduces mold maintenance and allows for faster cycle times.
Cons
- • Strictly limited to flexible materials like PE, PP, or TPE.
- • Only works for shallow, rounded thread profiles.
- • Using this on rigid plastics will strip the threads or permanently deform the part during ejection.
Need an engineer to review your thread design?
Send over your 3D model. We'll evaluate your thread geometry and material to give you practical advice on the most cost-effective way to mold your parts.
Types of Unscrewing Mold Mechanisms: Hydraulic, Rack & Pinion, Servo and Helical Drive
Picking the right motor or cylinder upfront prevents maintenance headaches down the line. We look at your specific factory setup, cycle times, and clean-room requirements to match the drive system to the physical realities of your production.
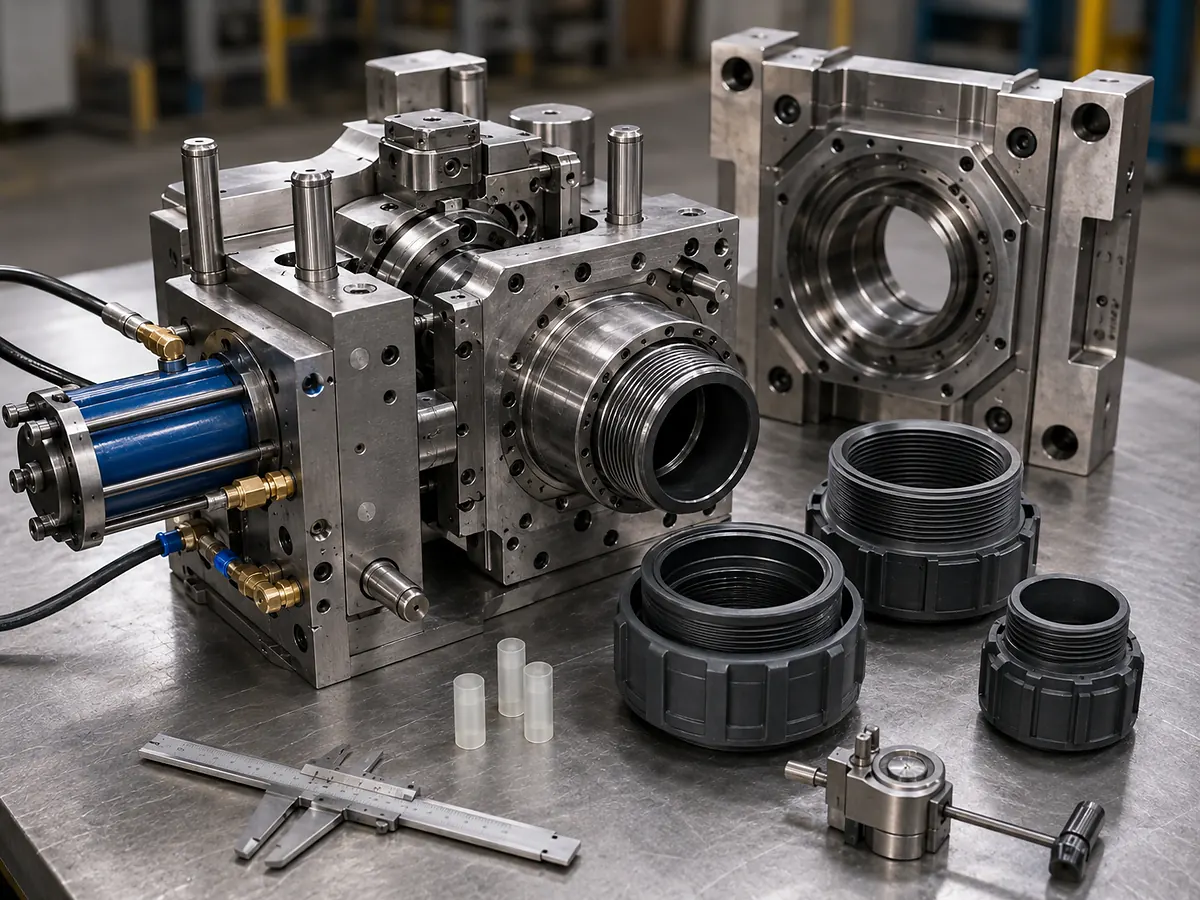
Hydraulic System
When you are dealing with large-diameter threads or heavy-duty molds, you need raw torque. This traditional setup uses oil pressure to deliver the consistent power required to break the seal on larger molded parts, making it a robust choice for industrial applications.

Rack & Pinion
This setup mechanically syncs the unscrewing action directly with the mold opening stroke. Because it doesn't rely on external controls, it provides reliable, repeatable movements that make sense for standard, high-cavitation production runs.
Servo Motor
If you are running medical-grade parts in a cleanroom environment, oil leaks are a dealbreaker. Servo motors run clean and give us exact control over rotation speed and positioning, helping to shave seconds off cycle times while keeping the molding area spotless.
Mechanism Selection Guide
| Mechanism | Best Application | Design Check | Buyer Benefit |
|---|---|---|---|
| Rack & Pinion | Multi-cavity caps, standard internal threads | Gear ratio, rack stroke, thread pitch | Stable and repeatable mechanical motion |
| Hydraulic Unscrewing | Larger parts, higher torque thread release | Cylinder force, oil circuit, sealing space | Strong torque for industrial components |
| Servo Unscrewing | Medical, cleanroom, precise thread control | Position control, rotation speed, controller compatibility | Cleaner and more controllable process |
| Helical Spindle | Compact structure, mold-opening-driven unscrewing | Thread lead, spindle angle, stroke distance | Can reduce external drive complexity |
| Collapsible Core | Parts where rotation is difficult | Core segment wear, thread depth, space limit | Works for certain internal thread geometries |
Trusted by industry leaders worldwide
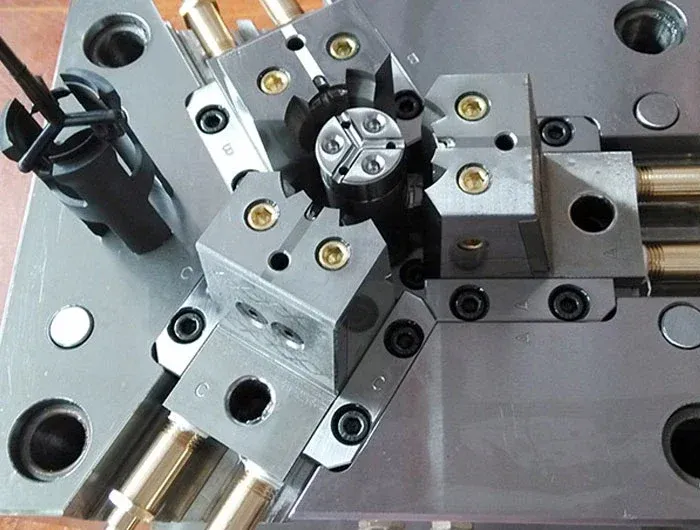
How We Engineer Unscrewing Molds to Protect Your Internal Threads
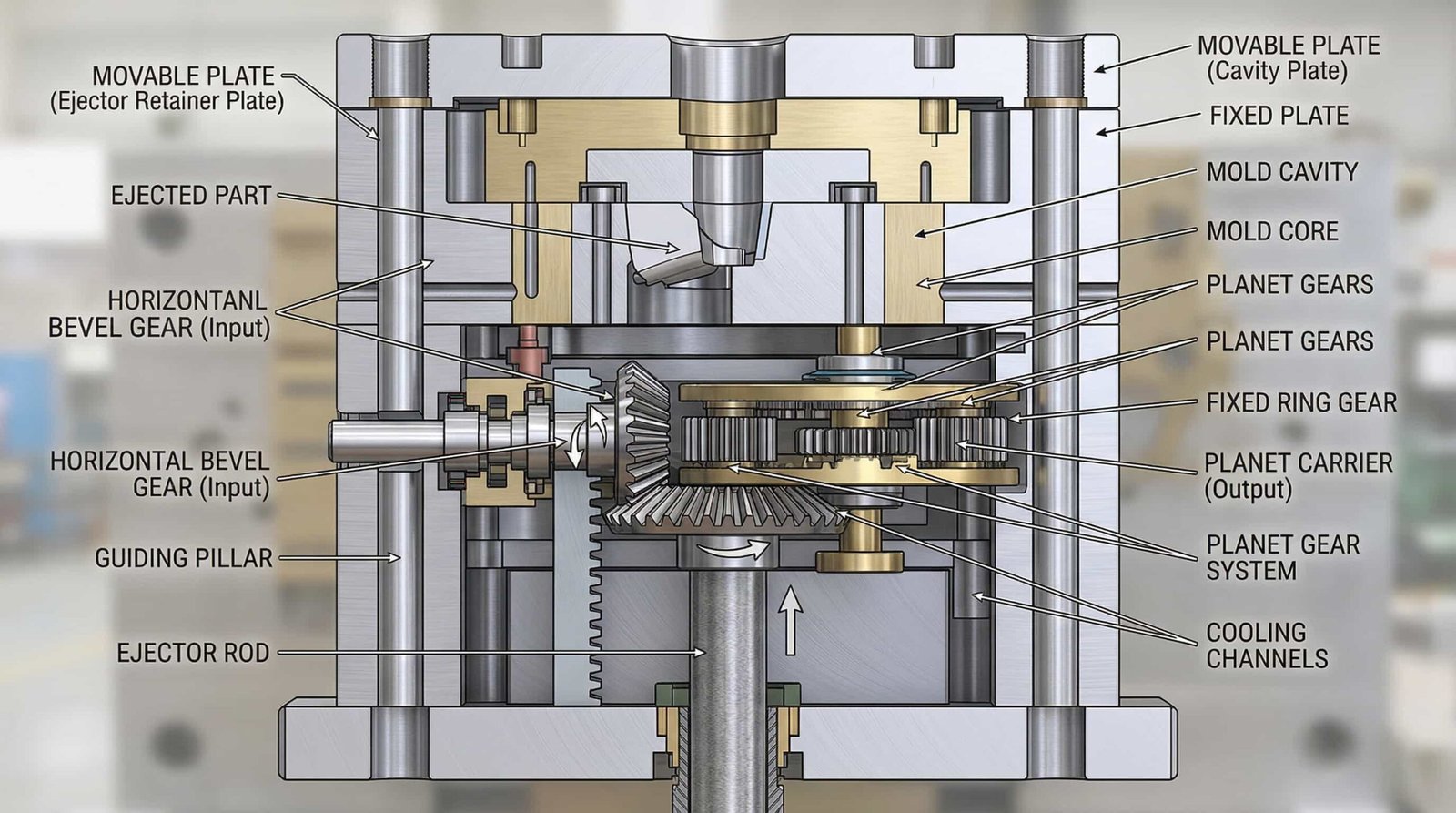
When you mold a part with internal threads, you can't just push it off the core—that would strip the threads right off. To get the part out in one piece, we build unscrewing molds that mechanically rotate the core out of the plastic before or during ejection.
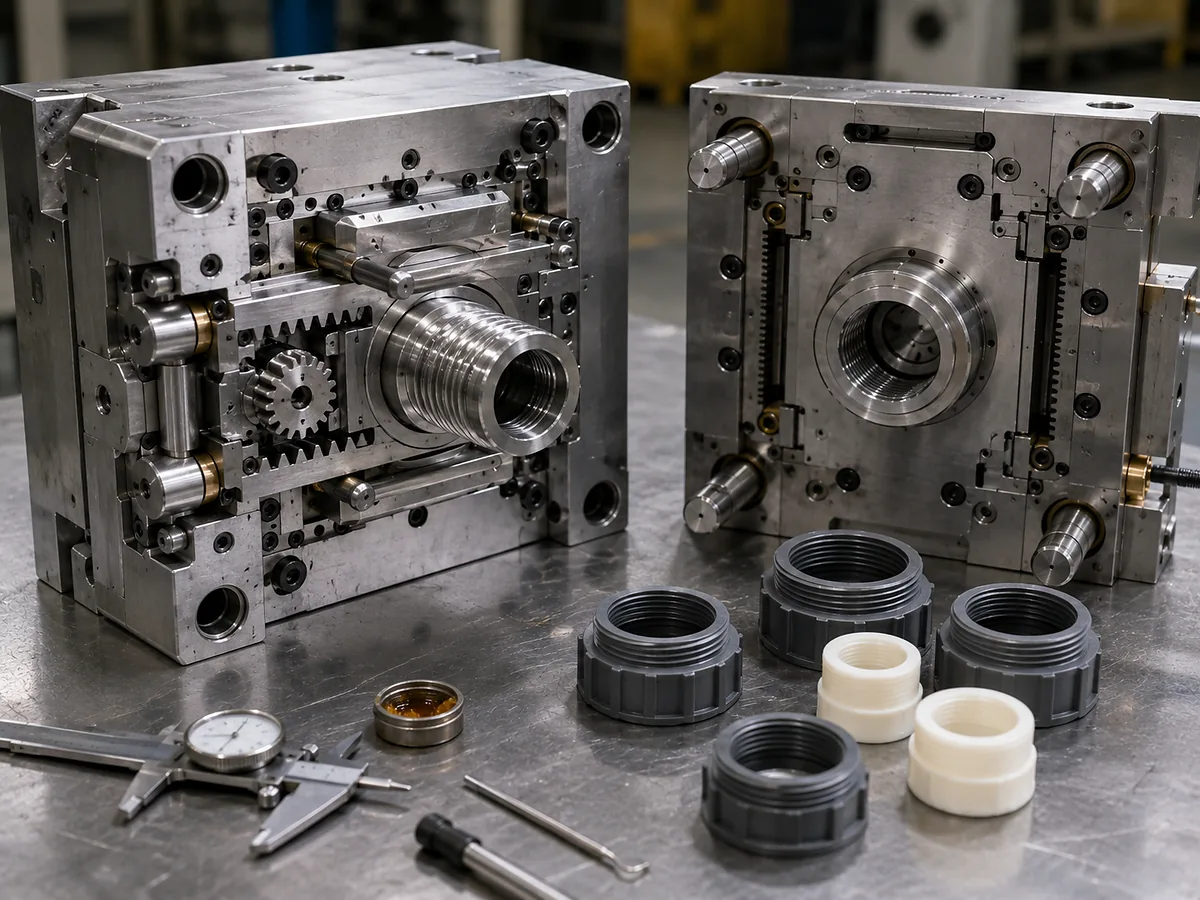
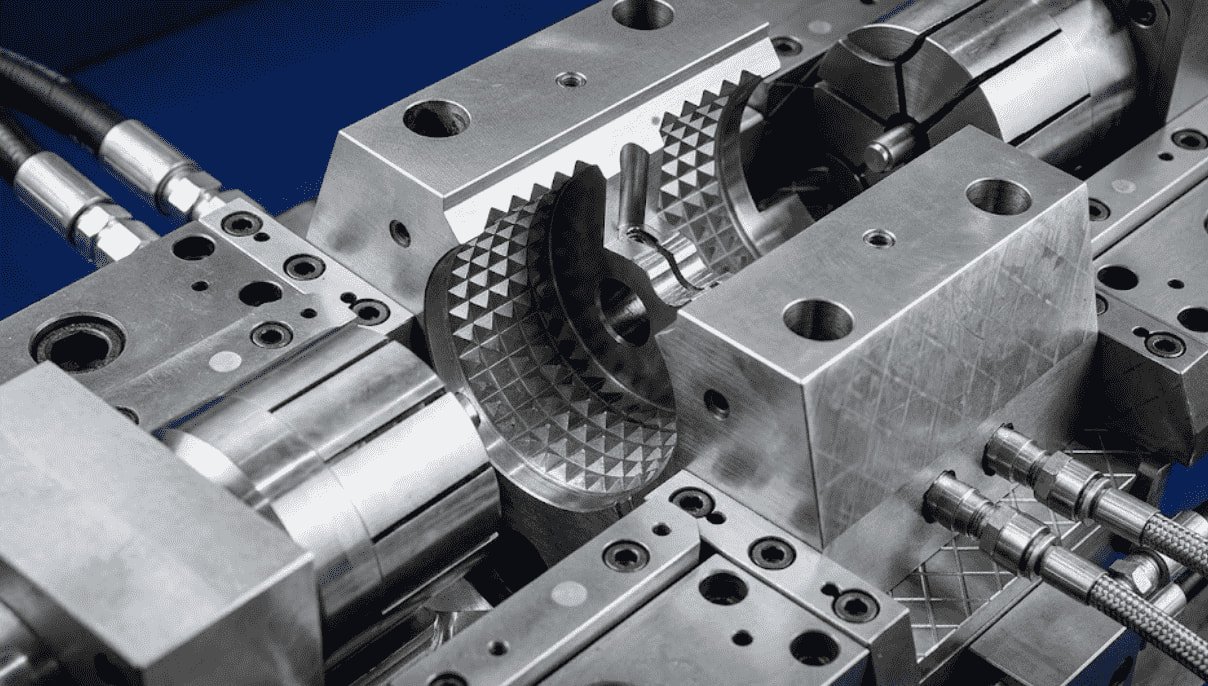
The Core Rotation Mechanism
Whether we drive the rotation with a hydraulic cylinder, a rack and pinion, or a servo motor, the mechanics have to line up exactly. The rotation speed of the core has to mechanically sync with the linear ejection speed—matching the exact pitch of your thread. If those speeds don't match, the plastic will cross-thread or strip as it comes off the mold.
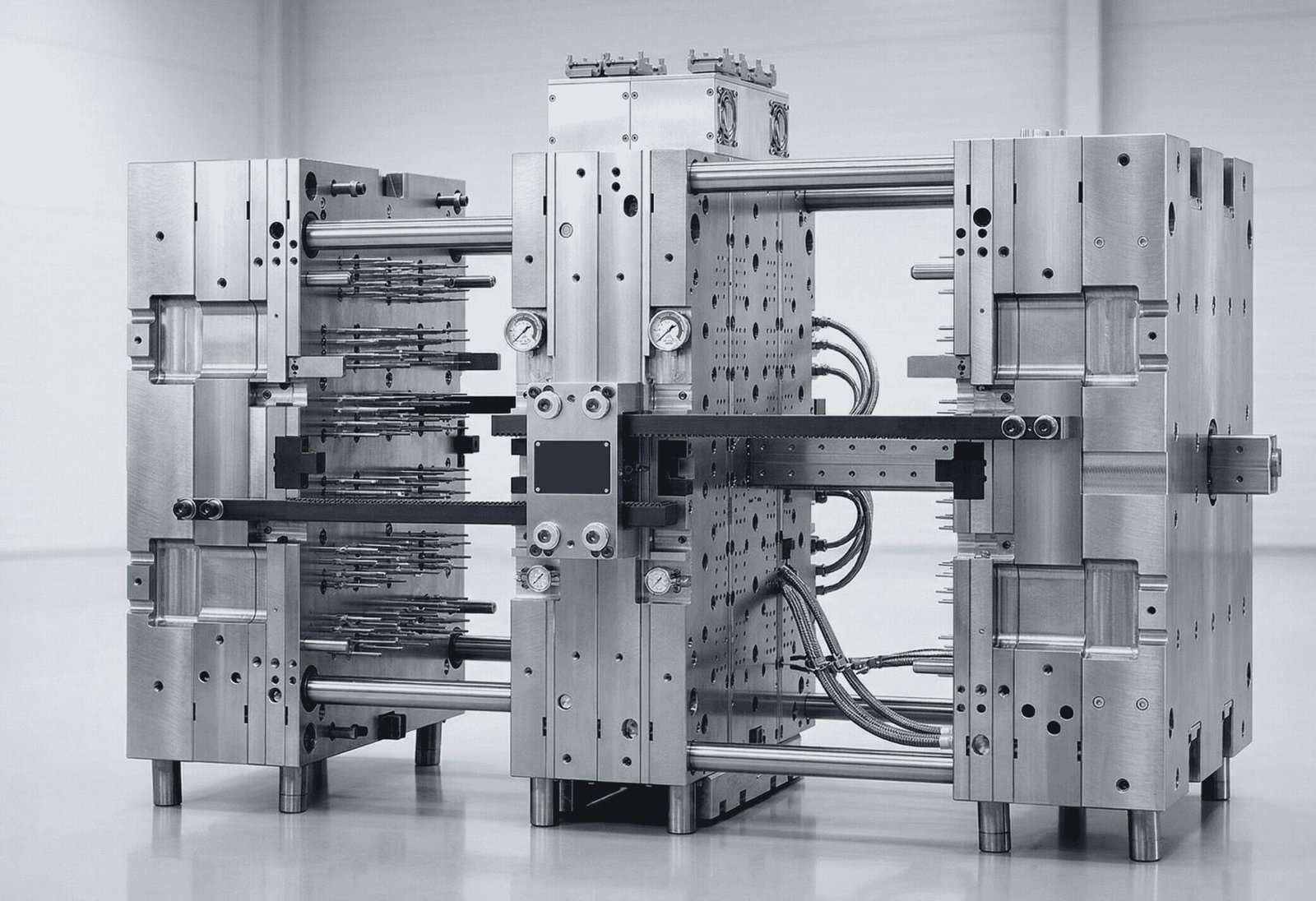
Built for 1 Million+ Shots
Running high-volume production means we have to aggressively manage heat and friction inside the tool.
-
Thrust Bearings: Rotating cores have to withstand massive injection pressure without backing up. We install heavy-duty thrust bearings to handle that axial load and keep the cores from shifting during injection.
-
Targeted Core Cooling: We run cooling channels deep inside the rotating cores to pull heat out of the plastic fast. This stops the threads from warping as they shrink and significantly cuts down your cycle time.
-
Hardened Tool Steels: We machine the cores and drive gears out of hardened tool steels like H13 or S136. Because gears grind against each other every cycle, we apply anti-wear treatments to reduce friction and prevent the components from seizing up over time.
Discuss Your Project
Get a DFM analysis in 24 hours.
DFM Review for Threaded Plastic Parts Before Unscrewing Mold Manufacturing
Putting threads on plastic parts can be tricky. If the design isn't quite right, you end up with parts that don't fit and molds that need expensive rework. Here is what we check before we ever start cutting steel, making sure your parts come out right the first time.
Thread Pitch & Lead Review
Check whether core rotation, rack stroke and ejection movement can match the thread lead.
Internal Thread Depth
Deep threads usually require automatic unscrewing instead of bump-off ejection.
Material Shrinkage
PP, POM, PC, PA+GF and PPS shrink differently, so thread dimensions must be adjusted before tool cutting.
Draft and Non-Threaded Release Area
Non-thread areas still need release angles to reduce scratches and sticking.
Core Cooling Around Thread Area
Thick threaded bosses hold heat, so core cooling affects cycle time and thread stability.
Thread Gauge and Assembly Fit
T1 samples should be checked with matching parts, thread gauges or CMM inspection.
Struggling with a threaded part?
Send over your 3D CAD files. We will take a look at the geometry and catch any potential molding headaches early, saving you time and tooling costs.
China Unscrewing Mold Manufacturer for US and European Buyers
GBM supports overseas buyers who need custom unscrewing molds manufactured in China and delivered for local production in North America or Europe.
Before mold cutting, we confirm thread structure, DFM details, mold base standard, drive system and sample approval plan. During manufacturing, we provide machining photos, trial videos, T1 samples, inspection feedback, spare parts list and export packing details.
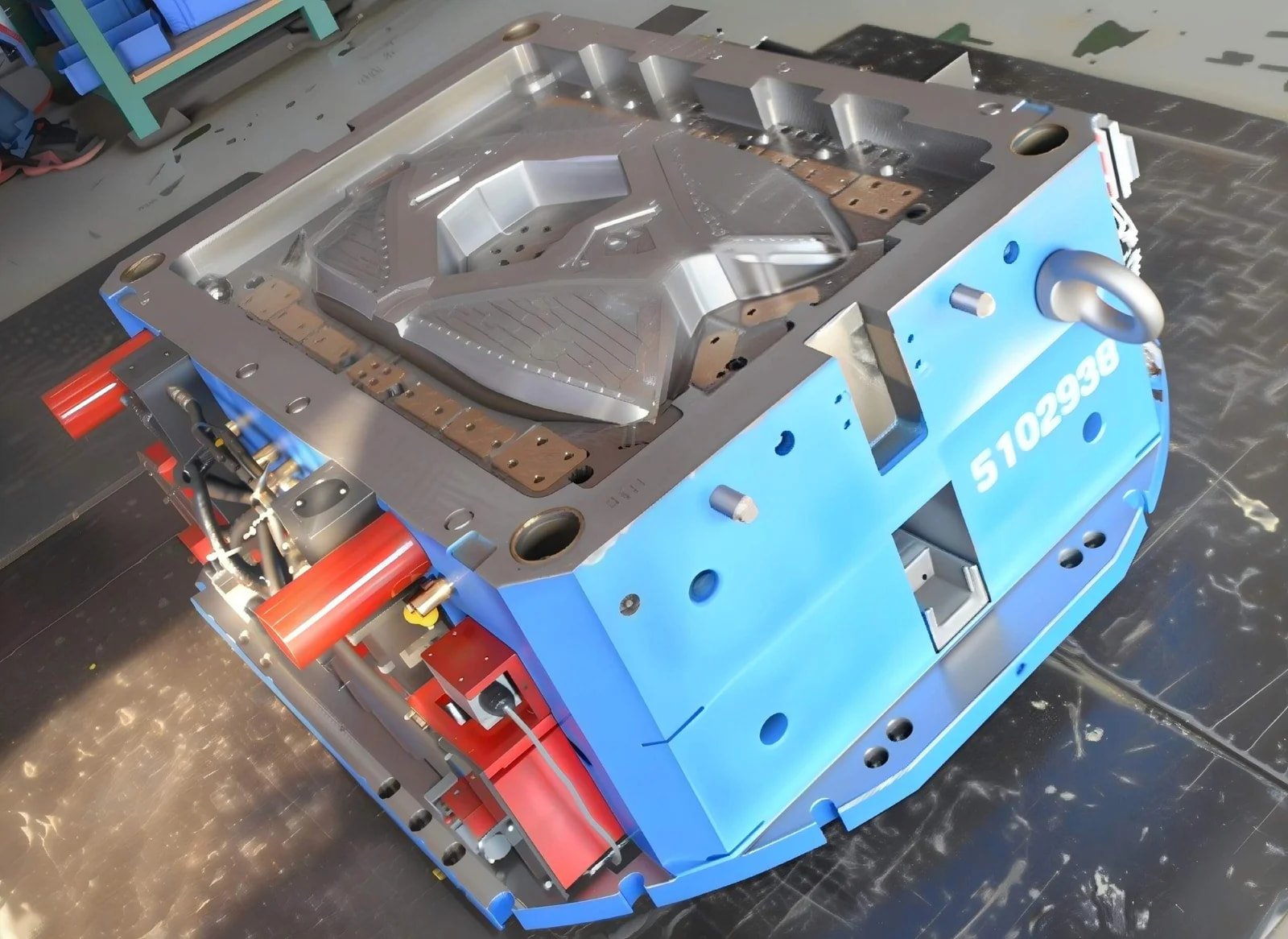
DME / HASCO Compatible Mold Base
Built strictly to local standards for seamless integration with your injection molding machines in North America and Europe.
Weekly Machining Photos & Videos
Transparent progress updates. We provide clear visual documentation of the machining process and full trial videos.
T1 Samples Before Final Approval
Physical samples are express-shipped for your engineering team's rigorous testing and dimensional verification.
Spare Parts List & Cooling Diagram
Comprehensive technical documentation supplied with every tool to ensure easy maintenance and troubleshooting.
Export Wooden Case Packing
Secure, fumigation-free, and moisture-proof packaging ensuring safe transit via ocean or air freight.
WhatsApp / Email Engineering Support
Fast, barrier-free communication directly with our technical sales team for immediate project assistance.
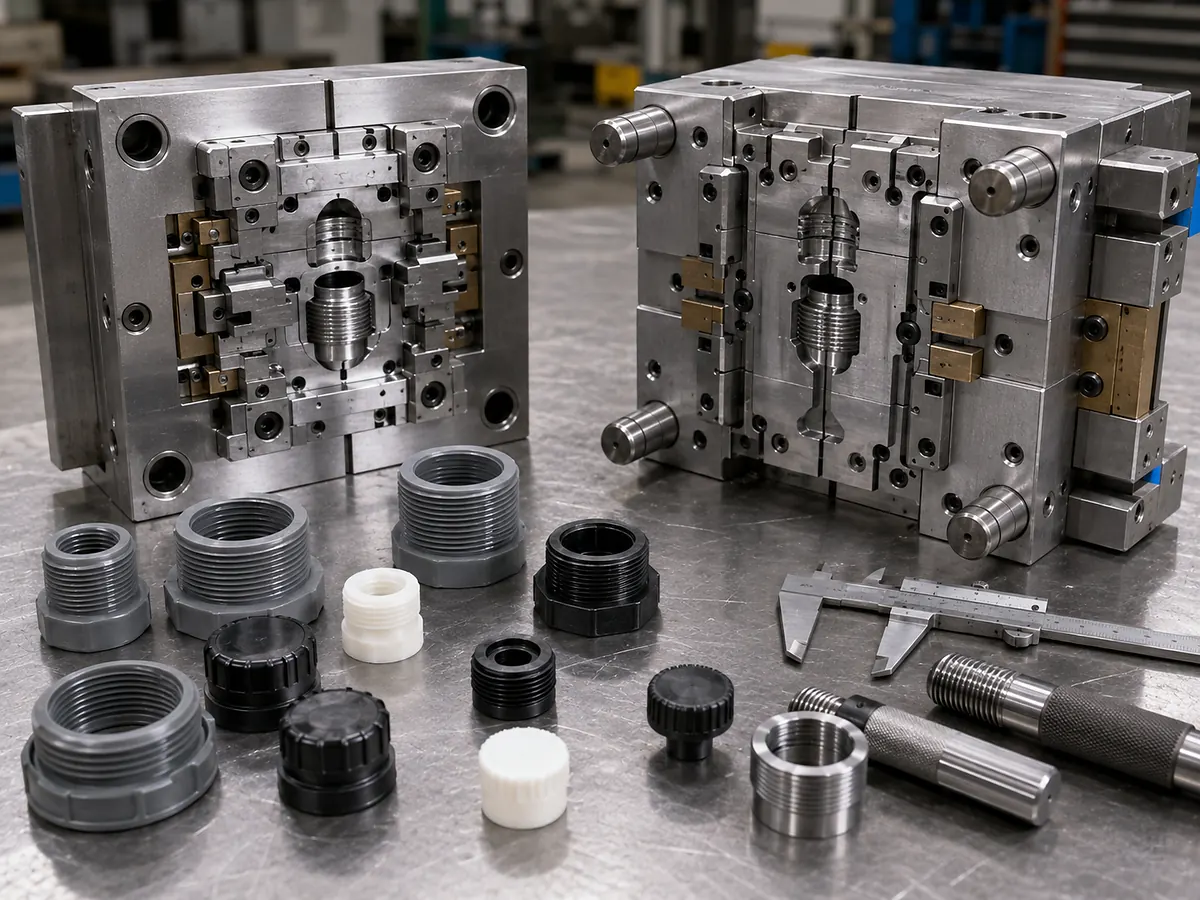
Typical Threaded Plastic Parts Made with Unscrewing Molds

Threaded Caps and Closures
For cosmetic caps, bottle caps, flip-top closures and packaging lids requiring clean thread finish.

Pipe Fittings and Plumbing Connectors
For PP, PVC, PPR or engineering plastic fittings with internal sealing threads.

Medical Luer and Diagnostic Parts
For small threaded medical components that need clean release and stable dimensional control.

Automotive Threaded Components
For reservoirs, fluid connectors, threaded housings and functional under-hood plastic parts.
Industrial Connector Housings
For threaded electrical, sensor and equipment connector shells.
Threaded Plastic Nuts and Fasteners
For plastic nuts, adjustment parts, mounting components and assembly parts.
Which Tooling Steel is Right for Your Unscrewing Mold?
Selecting the right tooling steel isn't just about budget; it's about matching the resin characteristics to the metal. Whether a plastic is corrosive or abrasive, picking the correct steel prevents early tool failure and maintains your mold lifespan.
| Resin Material | Material Characteristics | Recommended Tooling Steel | Expected Lifespan (Shots) |
|---|---|---|---|
| PP (Polypropylene) | Low wear and high flow; easy on the mold steel. | P20 / 718H (Pre-hardened) | 300,000 - 500,000 |
| PC (Polycarbonate) | High viscosity, requires a high-gloss surface finish. | S136 (Hardened to 48-52 HRC) | 500,000 - 1,000,000 |
| POM (Polyacetal) | Releases corrosive gases during the molding process that can pit standard steel. | S136 / STAVAX (High Chrome, Corrosion Resistant) |
500,000 - 1,000,000 |
| PA66 + 30% GF (Glass-Filled Nylon) |
The glass fibers act like sandpaper, causing heavy wear on threaded cores. | H13 (50-52 HRC) + Core Surface Treatment |
300,000 - 500,000+ |
Handling Abrasive Resins like PA+GF
When you run abrasive materials like glass-filled nylon (PA+GF), standard hardened steel cores wear down fast, which ruins your thread dimensions. To stop this wear, we apply a Titanium Nitride (TiN) coating to the unscrewing cores.
This golden coating hardens the core surface and reduces friction against the glass fibers. It keeps the mold running smoothly and ensures your threads stay accurate for a much longer mold lifespan.
How Do We Keep Your Overseas Unscrewing Mold Project on Track?
We eliminate the guesswork of offshore production with strict scheduling and clear communication. Our cross-border tooling management ensures your project moves forward predictably, from design to delivery.
No Black Box Manufacturing
Distance shouldn't mean you are left in the dark. You will receive weekly progress reports straight to your inbox, complete with high-resolution photos and actual machining videos from the shop floor. You always know exactly what is happening with your build.

Week 1-2: DFM & Design Approval
Every reliable mold begins with solid engineering. We conduct a rigorous Design for Manufacturability (DFM) analysis first. We refine part geometry and optimize gating, but we don't cut any steel until you approve the 2D/3D drawings. This prevents costly rework later.
Week 3-6: Machining & Tooling
Once the design is locked in, we begin the physical CNC and EDM work. We hold tight tolerances throughout the manufacturing process and apply the necessary surface treatments and custom coatings based on your specific resin requirements.

Week 7: T1 Trial & Samples
We conduct the T1 mold trial on our in-house injection machines. After inspecting the parts for dimensions and visual defects, we express-ship the first physical samples directly to your desk for your hands-on review and feedback.

Week 8-10: Logistics to NA & EU
After your final approval, we pack the mold securely in custom, moisture-proof wooden crates. We handle the freight logistics—whether you need fast air transit or cost-effective ocean shipping—so your tooling arrives safely in North America or Europe, ready to run.

Will Your New Unscrewing Mold Actually Run in Your Facility?
A precision mold is useless if it doesn't fit your local machines or if replacement parts take weeks to arrive. We build tools specifically engineered to drop straight into your existing production lines without modification.
DME & HASCO Compliant
We strictly engineer your components using DME standards for North America and HASCO standards for Europe. If a gear or ejector pin wears out in three years, your local maintenance crew can buy the exact piece down the street and swap it instantly. No custom machining, and absolutely no waiting weeks for an international courier.
Realistic Freight Schedules
We give you the hard facts: standard air freight to North America takes 5-7 days, while ocean freight averages 25-30 days. Our logistics team handles the complex clearance paperwork so your tool doesn't get held up at borders.
+86 13632611848
Watch How an Automatic Unscrewing Mold Releases Threaded Plastic Parts
This video shows the unscrewing mechanism, rotating core movement, mold opening sequence, T1 sample release and thread inspection process for threaded plastic parts.




Unscrewing Mold Maintenance Checklist
Moving parts mean friction and wear. If you run unscrewing molds, strict, regular maintenance is the only way to avoid unexpected downtime and keep your thread dimensions accurate.
01. Gear Transmission Lubrication
You must clean out the old, contaminated grease first before applying new high-temp synthetic grease. If you just add new grease on top of the old, it turns into an abrasive sludge that wears down the gear teeth.
02. Conformal Cooling Descaling
Water scale traps heat inside the tool and slows down cycle times. Flush the cooling channels regularly to remove buildup, and always blow them completely dry with compressed air before storage to stop internal rust.
03. Slider & Core Precision Check
Inspect the rotating cores for galling or wear every 100,000 cycles. Catching friction early is critical to prevent the threads from stripping during production and ruining your part quality.
Frequently Asked Questions
Clear your doubts about our unscrewing mold technology, maintenance, and production guarantees.
What is an unscrewing injection mold?
How does an unscrewing mold work in production?
When do threaded plastic parts need an unscrewing mold?
What is the difference between an unscrewing mold and a bump-off cap mould?
Can an unscrewing mold produce both internal and external threads?
What plastic parts are suitable for unscrewing molds?
What types of unscrewing mold mechanisms are available?
How do I choose between hydraulic, rack and pinion, and servo unscrewing?
What design factors should be checked before building an unscrewing mold?
What materials can be used for threaded plastic parts?
How do you prevent thread stripping during ejection?
Can unscrewing molds support multi-cavity and high-volume production?
How much does a custom unscrewing mold cost?
What information is needed for an unscrewing mold quotation?
Do you provide DFM review, T1 samples and trial videos?
Can GBM ship unscrewing molds to the US or Europe?
What maintenance is required for an unscrewing mold?
Start Your Unscrewing Mold Project with GBM
Send us your threaded plastic part drawings for DFM review. Our engineers will check thread structure, demolding method, material shrinkage, core rotation, drive system and mold feasibility before quotation.
Please provide:
- 2D / 3D CAD drawings
- Thread type: internal or external
- Part material and annual volume
- Thread pitch, depth or mating part if available
- Export mold or injection molding production requirement
Phone / WhatsApp
Address
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City
