Insert molding is an advanced manufacturing process that combines metal or plastic components into a single, cohesive part by injecting molten thermoplastic around a pre-placed insert. This highly efficient technique eliminates the need for secondary assembly, significantly reduces part weight, and enhances the overall structural integrity of the final product. It is widely utilized across the automotive, medical, and consumer electronics industries to create durable, multi-material components.
🎥 Watch the Integration: See a complete visual breakdown of how insert molding eliminates secondary assembly by seamlessly encapsulating metal components within high-strength thermoplastics.
What is Insert Molding?
Insert molding is a specialized injection molding process where a pre-formed component, typically a metal part like a threaded brass nut, is placed into a mold cavity before plastic is injected around it. The plastic cools and solidifies, encapsulating the insert to create a single, strongly bonded multi-material assembly.
🎥 Process Mechanics Explained: Dive into the fundamental mechanics of the process, showcasing how the molten resin flows into the knurls and undercuts of the metal insert to create a permanent mechanical lock.
The Mechanics of Encapsulation
The core principle of this technology relies on the mechanical bond formed between the shrinking plastic and the physical features of the insert. Unlike chemical adhesion, the molten resin flows into the microscopic or macroscopic crevices of the metal part. To achieve optimal encapsulation, engineers must consider several critical design elements:
- Undercuts and Knurling: Inserts must feature aggressive surface textures (like diamond knurls) to prevent rotation and pull-out once the plastic shrinks around them.
- Thermal Compatibility: The plastic and the metal insert absorb and dissipate heat at different rates, requiring precise temperature control to prevent part warpage.
- Resin Flow: The mold must be designed with appropriate gate locations to ensure the high-pressure plastic flow does not dislodge the insert before it solidifies.
GBM Pro Tip: Always ensure that your metal inserts are pre-heated before the molding cycle begins. This minimizes thermal shock, improves resin flow around the metal, and drastically reduces residual stress in the surrounding plastic.
How Does Insert Molding Work?
The process works by first securing a pre-fabricated insert into an open mold cavity using gravity, magnets, or robotic arms. Once closed, molten thermoplastic is injected under high pressure into the mold, flowing around the insert’s knurling or undercuts to form a permanent mechanical lock as it cools.
Step-by-Step Manufacturing Process
Achieving a flawless molded part requires a highly synchronized sequence of events. The integration of the insert into the molding cycle adds an extra layer of complexity compared to standard injection molding. The standard operational flow includes:
- Insert Loading: The operator or a robotic end-of-arm tool (EOAT) precisely places the insert onto retaining pins or magnetic blocks within the mold cavity.
- Mold Closure: The two halves of the mold clamp shut under immense pressure, securing the insert firmly in its designated position.
- Plastic Injection: Molten thermoplastic resin is shot into the cavity, filling the empty space and completely enveloping the exposed sections of the insert.
- Cooling and Ejection: The mold is cooled, causing the plastic to shrink tightly around the insert. The mold opens, and the finished multi-material part is ejected.
GBM Pro Tip: Design your inserts with deep grooves and aggressive knurling; this maximizes the surface area for the plastic to grip, ensuring superior pull-out and torque-out resistance in the final application.
What is an insert in molding?
An insert in molding is a distinct, pre-manufactured component placed inside a mold to be encapsulated by plastic. While threaded metal fasteners are the most common, inserts can also be electrical contacts, magnets, stamped metal plates, printed films, or even other rigid plastic parts.
Common Insert Materials and Variations
While brass is the industry standard for threaded inserts due to its excellent machinability and thermal conductivity, modern manufacturing utilizes a vast array of insert types to achieve different functional goals.
- Threaded Fasteners: Usually made of brass, stainless steel, or aluminum, providing strong, reusable threads in soft plastic parts.
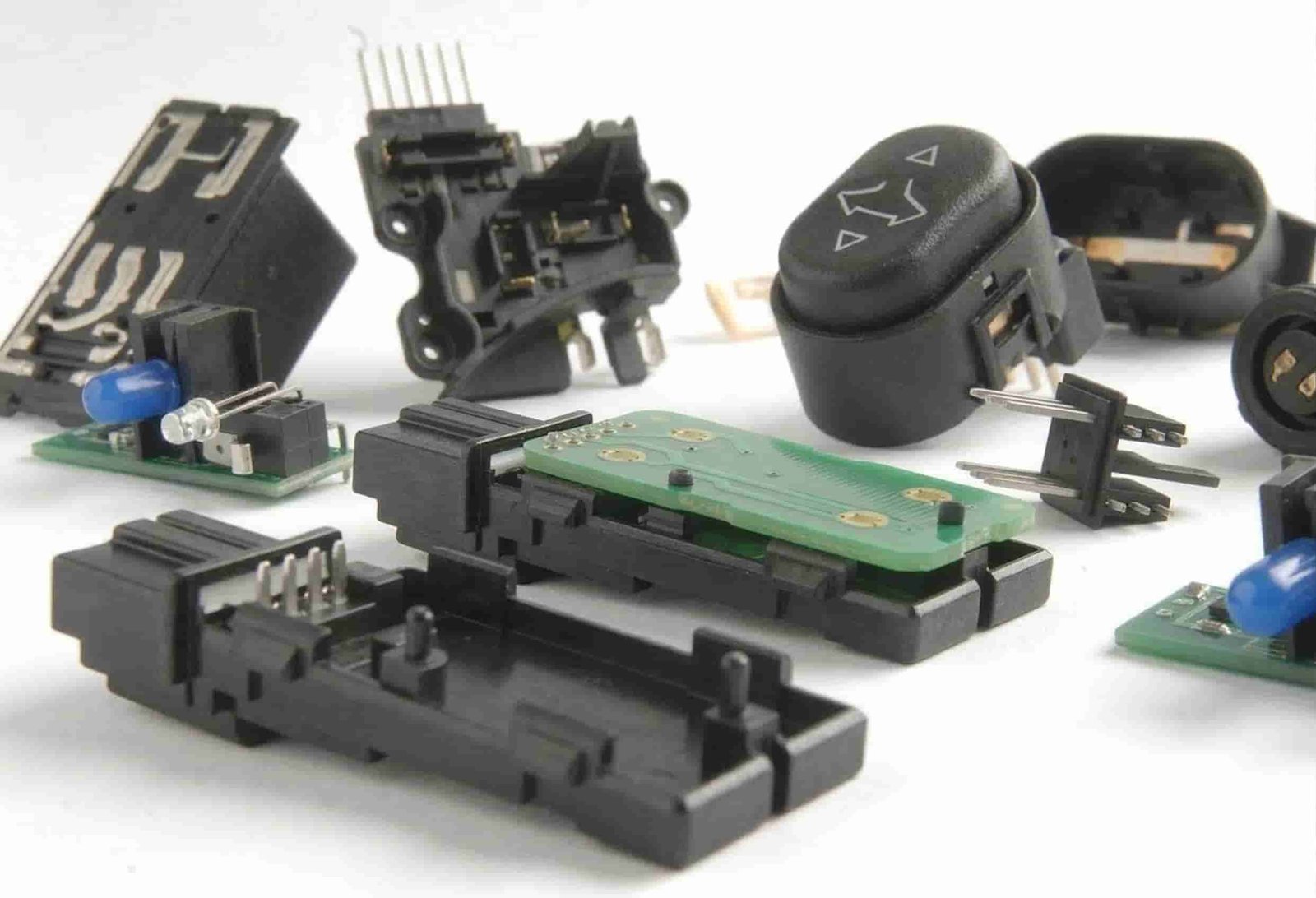
- Electrical Components: Copper pins, stamped lead frames, and wiring harnesses encapsulated to create waterproof electronic connectors.
- Structural Reinforcements: Steel plates or rods embedded within plastic handles or housings to drastically increase the part’s load-bearing capacity.
- Decorative Films: Pre-printed polycarbonate or acrylic films placed in the mold to create durable, scratch-resistant graphics (In-Mold Decoration).
GBM Pro Tip: When selecting an insert material, try to match its coefficient of thermal expansion as closely as possible to the encapsulating resin to prevent micro-cracking during the cooling phase.
What are the 4 types of molding?
The four primary types of plastic molding are injection molding, blow molding, compression molding, and rotational molding. Injection molding, which encompasses sub-processes like insert molding and overmolding, is the most versatile and widely used method for mass-producing complex, high-precision solid plastic parts.

Core Molding Technologies Explained
Understanding the different molding technologies is crucial for selecting the right manufacturing process for your specific product requirements. Each method is tailored to different part geometries and production volumes:
- Injection Molding: Molten plastic is forced into a closed metal cavity. Ideal for high-volume, highly detailed solid parts (includes insert molding).
- Blow Molding: A heated plastic tube is inflated inside a mold until it takes the mold’s shape. Used primarily for hollow objects like bottles and tanks.
- Compression Molding: Heated plastic material is placed into an open mold, which is then closed and compressed. Commonly used for thermosetting plastics and large automotive panels.
- Rotational Molding: Powdered plastic is placed in a heated, rotating hollow mold. Perfect for creating large, seamless hollow parts like kayaks and storage bins.
GBM Pro Tip: While blow molding is perfect for hollow containers, insert injection molding is your go-to technology when you need to embed structural mounting points or threaded fasteners into solid enclosures.
What is molded in inserts?
Products molded with inserts range from automotive dashboard panels with embedded electronic circuits to medical devices featuring integrated surgical steel blades. Common everyday items include power tool housings with metal grip plates, threaded knobs, electrical plugs, and aerospace components requiring lightweight plastic with high-strength metal fastening points.

Industry-Specific Applications
The versatility of this process allows engineers to solve complex design challenges across virtually every manufacturing sector. By combining the conductivity or strength of metal with the insulating properties and lightweight nature of plastic, unique products are born.
- Automotive: Sensors, ignition coils, and battery casings where metal electrical contacts must be completely sealed against moisture and vibration.
- Medical: Surgical instruments, pacemakers, and dental tools where stainless steel functional ends must be seamlessly bonded to ergonomic, sterilizable plastic handles.
- Consumer Electronics: Smartphone housings, ruggedized laptop cases, and wearable devices that require tiny, robust threaded inserts for micro-screws.
GBM Pro Tip: For electrical applications, ensure your molded-in pins or contacts are thoroughly cleaned and free of any machining oils to guarantee optimal conductivity and prevent resin contamination.
Key Features & Comparison
Insert molding is characterized by its ability to merge different materials into a single part, eliminating secondary assembly steps and reducing overall part weight. Compared to traditional assembly or standard overmolding, it offers superior pull-out strength, greater design flexibility, and enhanced long-term reliability for load-bearing components.

Insert Molding vs. Post-Molding Assembly
Here is a direct comparison of how in-mold encapsulation stacks up against traditional secondary assembly methods:
| Feature | Insert Molding | Post-Molding Installation (e.g., Heat Staking) |
|---|---|---|
| Pull-Out Strength | Very High (Plastic flows into deep knurls) | Moderate (Relies on localized plastic melting) |
| Production Speed | High (Completed in one cycle) | Lower (Requires secondary machinery/labor) |
| Part Weight | Optimized (Thinner wall sections possible) | Heavier (Requires thicker bosses for insertion) |
| Initial Tooling Cost | Higher (Requires precise insert holding mechanisms) | Lower (Standard mold design) |
| Per-Part Cost (High Volume) | Lower (Eliminates secondary labor) | Higher (Secondary labor and equipment costs) |
GBM Pro Tip: Choose insert molding over post-molding installation (like ultrasonic welding) when your part will face high torque or vibration, as the molded-in mechanical bond is significantly stronger and less prone to failure.
Cost & Buying Factors
The cost of insert molding is influenced by mold complexity, the type of resin, insert material costs, and automation levels. While initial tooling and robotic loading systems require higher upfront capital, the elimination of secondary manual assembly operations drastically lowers the per-part cost in high-volume production runs.
Breakdown of Production Expenses
When budgeting for an insert molded project, procurement teams must look beyond the simple unit price. The total cost of ownership is heavily weighted toward upfront engineering, but yields massive savings at scale.
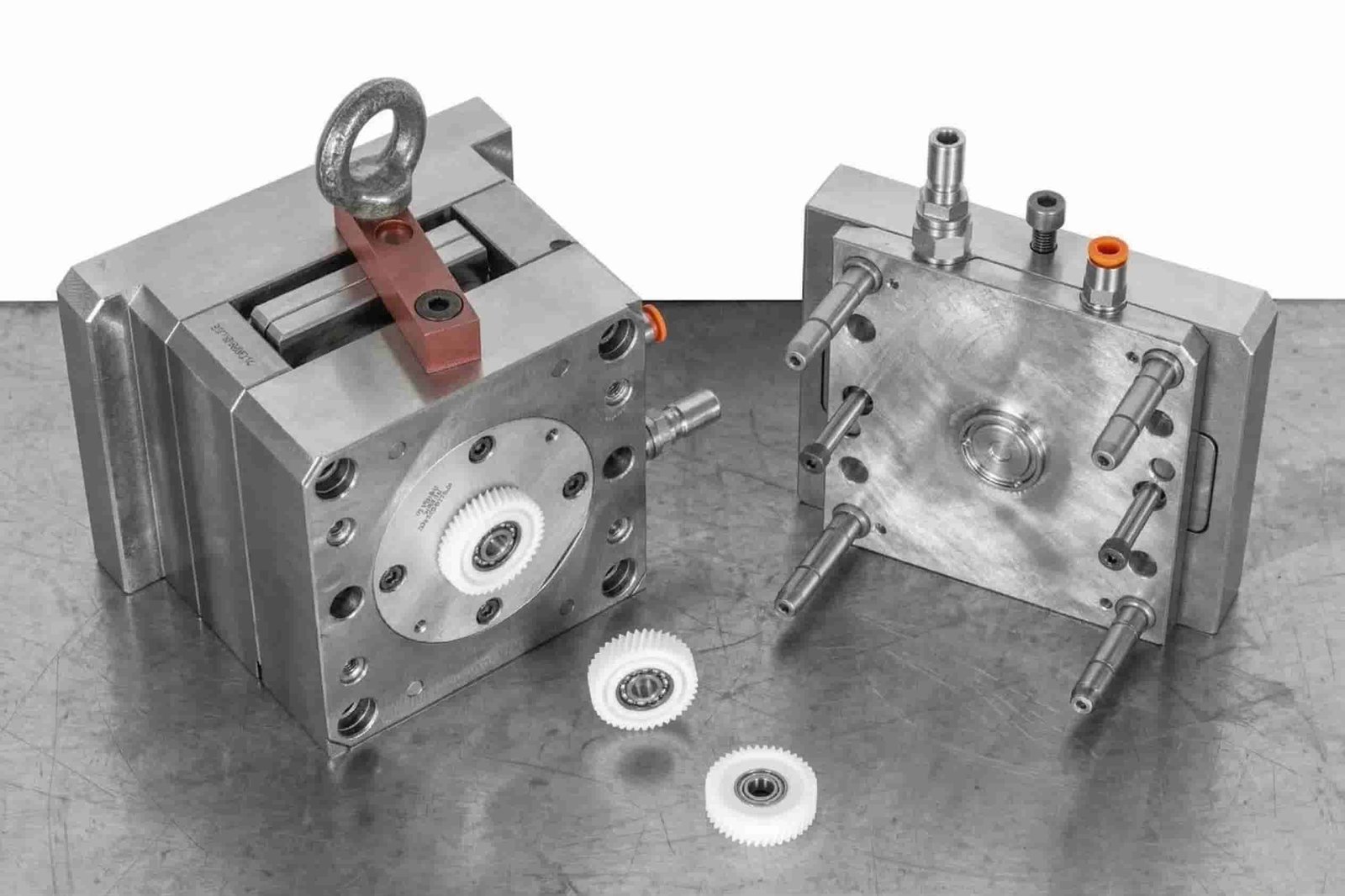
- Tooling Costs: Molds require tighter tolerances and specialized features (like magnetic pins or slides) to hold inserts securely against high injection pressures, increasing initial CNC machining costs.
- Automation Investment: Hand-loading inserts increases cycle time and labor costs. Six-axis robots reduce cycle times but require a substantial initial capital expenditure.
- Insert Procurement: The cost of the raw inserts (especially custom-machined brass or stainless steel) must be factored into the raw material budget alongside the plastic resin.
- Quality Control: Advanced vision systems are often required to ensure the insert is present and correctly oriented before the mold closes, preventing catastrophic tool damage.
GBM Pro Tip: To optimize costs on low-volume runs, utilize manual insert loading by human operators. Reserve fully automated robotic loading for production volumes exceeding 50,000 units annually to justify the automation investment.
Why Trust GBM for Your Insert Molding & Tooling Needs?
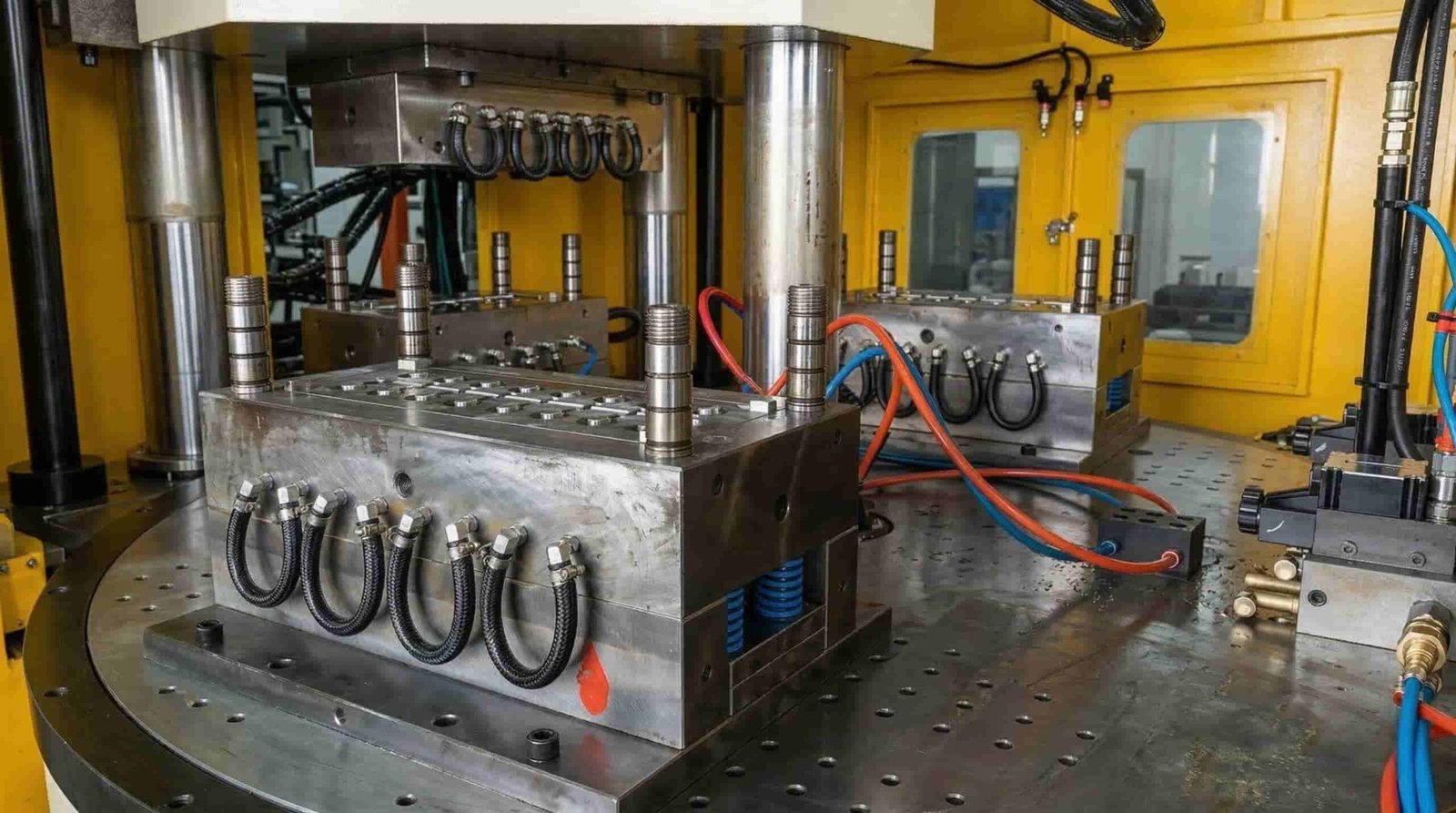
Insert molding is an unforgiving process. If the injection mold does not secure the metal insert with absolute, microscopic precision, high-pressure molten plastic will cause flash over the threads or, worse, dislodge the insert and destroy the tool. At GBM, our core strength lies in designing and fabricating the flawless tooling required for these complex multi-material assemblies.
🎥 Inside the GBM Tooling Facility: Watch how precision-engineered retention systems—like magnetic pins and crush ribs—secure metal inserts against high-pressure injection to deliver flawless components every time.
- Precision In-House Tooling: We don’t just inject plastic; we engineer the steel. Our custom-machined molds feature advanced retention systems—including crush ribs, magnetic pins, and sliding cores—designed specifically to hold brass, steel, or aluminum inserts perfectly in place under immense injection pressures.
- Mastering Thermal Dynamics: Because metal and plastic absorb heat differently, residual stress is the enemy of insert molding. GBM’s engineers utilize Moldflow® simulations to design optimized cooling channels around the insert area, ensuring uniform shrinkage and eliminating radial cracking in the final part.
- Built for Global Export Standards: We understand the stringent quality and dimensional requirements of our B2B partners. Whether you are producing rugged automotive sensors for North America (USA and Mexico) or high-tolerance medical device housings for Europe (including Germany and Eastern Europe), our insert molded components are rigorously inspected and export-ready.
- From Prototyping to Automation: Whether you need cost-effective hand-loaded molds for initial low-volume runs, or fully automated, robotic-loaded hardened steel tools for producing over 50,000 units annually, GBM scales our tooling solutions to maximize your ROI.
Don’t risk your insert molding project on subpar tooling. Contact GBM’s engineering team today for a comprehensive DFM analysis and discover how our precision mold-making can elevate your next product.
Conclusion
Insert molding represents a highly efficient, cost-effective manufacturing solution for creating robust, multi-material components. By seamlessly integrating metal strength with plastic versatility, it streamlines production, reduces weight, and ensures superior product performance across demanding industrial and consumer applications.
Final Thoughts on Manufacturing Strategy
Successfully implementing this technology requires a holistic approach to product design and supply chain management. If you are considering this process for your next project, follow these strategic steps:
- Evaluate Assembly Steps: Identify any parts in your current product line that require manual screw insertion, gluing, or welding. These are prime candidates for consolidation.
- Conduct DFM Early: Work with your manufacturing partner to ensure your part geometry allows for proper resin flow around the insert without creating sink marks or voids.
- Prototype with Intent: Use 3D printed molds or soft tooling to test the mechanical bond of your chosen insert and resin combination before committing to hardened steel production molds.
GBM Pro Tip: Partner with an experienced injection molder early in the design phase. DFM (Design for Manufacturability) analysis is critical for insert molding to prevent costly tooling modifications and ensure long-term production stability.

