Maximizing production efficiency while minimizing physical footprint is a constant challenge in plastic manufacturing. Implementing a stack mold system fundamentally changes this equation by effectively doubling or quadrupling output without requiring larger injection molding machines. By leveraging multiple parting lines, manufacturers can drastically reduce part costs, optimize cycle times, and scale high-volume production with unparalleled precision.
Video Guide: An excellent visual introduction to how stack molding operates in a real-world production environment.
What is Stack Mold?
A stack mold is a highly efficient plastic injection molding tool featuring two or more mold parting lines stacked parallel to each other. Unlike standard single-face molds, this configuration allows manufacturers to produce double the number of parts per cycle using the exact same machine clamping force.
Video Guide: A clear breakdown defining the core concept and structure of stack molding.
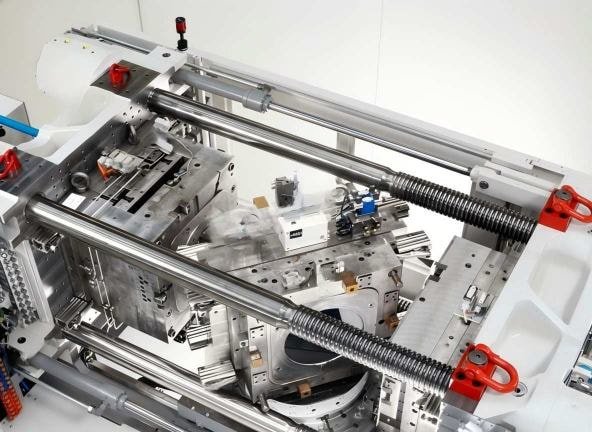
Structural Configuration
The architecture of these molds is what sets them apart in high-volume manufacturing.
- Stationary Platen: The fixed side where plastic is initially injected from the machine nozzle.
- Center Block: The moving middle section that contains cavities on both sides and houses a specialized hot runner system.
- Moving Platen: The closing side that completes the second parting line.
- Linkage System: Mechanical arms, racks, or gear mechanisms that ensure both parting lines open simultaneously and equally.
GBM Pro Tip: Always ensure your injection molding machine has sufficient opening stroke; stack molds require roughly twice the opening distance of standard single-face molds to safely eject parts from all parting lines.
How Does Stack Mold Work?
A stack mold works by utilizing a specialized hot runner system to distribute molten plastic through a center block into multiple parting lines simultaneously. During the cooling phase, mechanical linkages ensure all mold faces open at the exact same time, allowing synchronized part ejection across all levels.
Video Guide: A detailed animation showing the internal mechanics and flow of a stack mold.
The Injection and Ejection Process
The operational sequence of a stack mold requires precise synchronization to maintain cycle efficiency.
- Clamping: The machine closes, sealing both parting lines against the center block.
- Injection: The machine nozzle feeds resin into the main sprue, which travels through the hot runner manifold in the center block to fill all cavities evenly.
- Cooling: Water lines in all mold plates cool the plastic simultaneously across both parting lines.
- Opening: Rack-and-pinion or harmonic linkage systems pull the mold open, ensuring both parting lines split at identical distances.
- Ejection: Ejector pins deploy on both faces simultaneously to drop the finished parts.
GBM Pro Tip: Proper balancing of the hot runner system is critical. If the melt temperature or pressure varies between the front and back parting lines, you will experience inconsistent part weights and dimensional variations.
What are the advantages of plastic injection molding?
Plastic injection molding offers unparalleled advantages in mass production, including high efficiency, exceptional repeatability, and the ability to create complex geometries with tight tolerances. It supports a vast array of material types and significantly reduces post-production labor through automated, near-net-shape manufacturing.
Video Guide: An overview of mass production capabilities using advanced injection molding techniques.
Core Benefits of Injection Molding
Understanding the baseline advantages of injection molding helps contextualize why advanced techniques like stack molding are so valuable.
- High Output Rates: Capable of producing thousands of identical parts per hour.
- Material Versatility: Compatible with a massive range of thermoplastics, thermosets, and elastomers.
- Low Waste: Runners and sprues can often be reground and recycled directly back into the process.
- Labor Efficiency: Highly automated processes require minimal human intervention per cycle.
GBM Pro Tip: To maximize your ROI in injection molding, invest heavily in upfront Design for Manufacturability (DFM). Eliminating undercuts and optimizing wall thickness early saves thousands of dollars in tooling modifications later.
What are the advantages of 3 plate mould?
A three-plate mold provides the distinct advantage of automatically separating the runner system from the molded part during the ejection phase. This eliminates the need for manual gate trimming, allows for highly flexible gate positioning, and facilitates fully automated part handling and packaging.
Video Guide: A demonstration of advanced multi-plate mold systems improving part ejection and runner separation.
Three-Plate Mold Capabilities
The three-plate configuration introduces an additional runner plate, changing the dynamics of material flow and ejection.
Based on our internal data and market analysis, here is the breakdown:
| Feature | 2-Plate Mold | 3-Plate Mold |
|---|---|---|
| Runner Separation | Manual or robot required | Automatic upon opening |
| Gate Location | Edge gating typical | Center/pinpoint gating possible |
| Tooling Cost | Lower | Moderate to High |
| Cycle Time | Standard | Slightly longer due to extended stroke |
GBM Pro Tip: While three-plate molds offer great gating flexibility, they do generate more regrind material due to the larger runner system. Consider transitioning to a hot runner system if material costs become a primary concern.
Who is the largest injection molding company in the world?
While the industry is highly fragmented, Berry Global and Flex are consistently ranked among the largest plastic injection molding companies in the world. They dominate the global market through massive scale, serving diverse industries from packaging and healthcare to automotive and consumer electronics.
Video Guide: A look at the type of high-cavitation, large-scale stack molds used by global manufacturing leaders.
Global Manufacturing Leaders
The largest players in the injection molding sector rely heavily on advanced tooling, including stack molds, to maintain their competitive edge and production volumes.
- Berry Global: A titan in packaging and non-woven specialty materials, utilizing thousands of machines globally.
- Flex (Flextronics): A massive contract manufacturer producing complex plastic components for electronics and medical devices.
- Jabil: Renowned for precision manufacturing and advanced materials science in injection molding.
- Amcor: A global leader in rigid and flexible plastic packaging solutions.
GBM Pro Tip: You don’t need to be a global giant to achieve world-class efficiency. By upgrading a standard single-face tool to a stack mold, smaller manufacturers can compete on cost-per-part with industry leaders.
Key Features & Comparison
Stack molds stand out by doubling production capacity without increasing the necessary machine tonnage. Compared to standard single-face molds, they require specialized hot runners, robust mechanical linkages, and longer machine strokes, making them a premium but highly lucrative investment for mass production.
Video Guide: Comparing extreme thin-wall production using stack mold compression technology.
Stack Mold vs. Standard Single-Face Mold
Evaluating the technical differences between these tooling types is essential for capital equipment planning.
Based on our internal data and market analysis, here is the breakdown:
| Specification | Standard Single-Face Mold | Stack Mold (2-Level) |
|---|---|---|
| Output per Cycle | 1x (Baseline) | 2x |
| Required Tonnage | Baseline | Baseline (No increase needed) |
| Machine Stroke | Standard | ~2x Standard Stroke |
| Tooling Complexity | Low to Medium | High (Requires linkages & center manifold) |
| Ideal Application | Low to High Volume | Ultra-High Volume (Packaging, Caps) |
GBM Pro Tip: When calculating the ROI of a stack mold, factor in the massive savings of not having to purchase, power, and staff a second injection molding machine to achieve the same output.
Cost & Buying Factors
Investing in a stack mold requires a higher initial capital expenditure, typically costing 40% to 60% more than a comparable single-face mold. However, buyers must evaluate the long-term cost-per-part reduction, machine hourly rate savings, and the specific stroke capabilities of their existing equipment.
Video Guide: A showcase of a high-cavity 4×16 stack mold, demonstrating the scale of these investments.
Critical Procurement Considerations
Before committing to a stack mold system, manufacturers should assess several mechanical and financial variables.
- Machine Compatibility: Verify the maximum daylight opening and clamp stroke of your injection press to ensure it can accommodate the dual parting lines.
- Hot Runner Selection: Choose a highly reliable hot runner provider, as center-block maintenance is complex and downtime is costly.
- Part Ejection: Ensure your automation or free-drop setup can handle parts falling from two separate vertical planes simultaneously.
- Production Volume: Stack molds are best suited for projects requiring millions of parts annually, such as cutlery, caps, and thin-wall containers.
GBM Pro Tip: Partner with a tooling manufacturer that specializes specifically in stack molds. The precision required for the center block support and linkage mechanisms leaves no room for error in machining tolerances.
Conclusion
Stack molding represents a transformative approach to plastic injection, offering the unique ability to double production output without increasing machine footprint or clamping force. By mastering this technology, manufacturers can significantly lower their unit costs and gain a massive competitive advantage in high-volume markets.
Maximizing Your Manufacturing Potential
Transitioning to stack mold technology is a strategic move that pays dividends in operational efficiency. While the initial tooling costs are higher and the engineering is more complex, the long-term benefits of doubled capacity and optimized machine utilization are undeniable.
- Assess current machine capacities for stroke and daylight.
- Identify high-volume product lines ideal for stack conversion.
- Consult with experienced stack mold engineers for DFM.
- Implement rigorous maintenance schedules for hot runners and linkages.
GBM Pro Tip: Ready to scale your production? Start by auditing your highest-volume single-face molds; these are your prime candidates for a stack mold upgrade that will instantly free up press time.

