Insert molding is a highly efficient manufacturing process that combines metal or non-plastic components with molten plastic to create a single, robust final part. By integrating threaded nuts, electrical contacts, or structural reinforcements directly during the injection phase, this technique eliminates post-molding assembly steps. It is widely utilized across the automotive, medical, and consumer electronics industries to enhance product strength, reduce weight, and streamline production workflows.

What is insert molding?
Insert molding is an advanced injection molding process where a pre-formed component, typically metal, is placed into a mold cavity before molten plastic is injected around it. As the plastic cools and solidifies, it encapsulates the insert, resulting in a single, strongly bonded, and highly durable composite part.
Core Concepts of Insert Encapsulation
The fundamental principle of this manufacturing method relies on the mechanical and thermal bonding between the injected thermoplastic and the pre-placed insert. Unlike traditional assembly methods where parts are glued or screwed together after production, this process creates an integrated unit right out of the press.
Common inserts used in this process include:
- Threaded Fasteners: Brass or stainless steel nuts that provide durable threading for plastic parts.
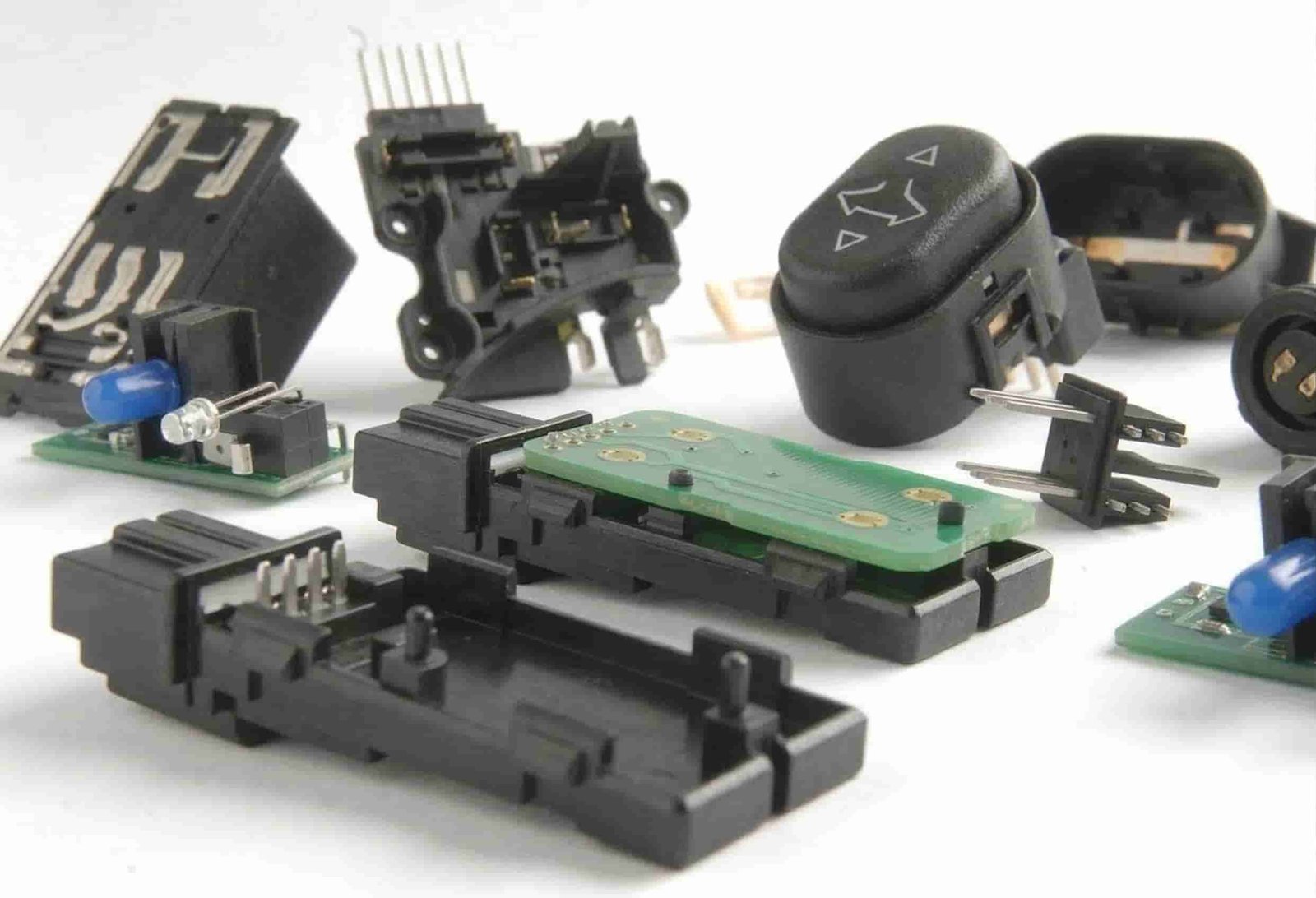
- Electrical Contacts: Copper or brass pins encapsulated in insulating plastic for connectors and switches.
- Structural Reinforcements: Steel plates or rods used to stiffen a plastic component.
- Filters and Meshes: Fine metal screens molded into fluid filtration devices.
GBM Thermal Engineering Insight: Always ensure your metal inserts are pre-heated before placing them into the mold. This minimizes thermal shock to the surrounding plastic during injection and prevents stress cracking in the final part.
How Does insert molding Work?
The insert molding process begins with loading a pre-manufactured insert into the mold cavity, either manually or via robotics. The mold closes, and molten thermoplastic is injected under high pressure, flowing around the insert. After a controlled cooling phase, the mold opens to eject the finished, integrated component.
Step-by-Step Manufacturing Process
Achieving a flawless molded part requires precise timing, temperature control, and accurate placement. A minor deviation in any step can lead to flashed parts, damaged molds, or weak mechanical bonds.
- Insert Preparation: Inserts are cleaned, sometimes coated with adhesion promoters, and pre-heated.
- Loading: The insert is placed onto locating pins or held by magnets within the open mold cavity.
- Clamping: The mold halves close with high tonnage to prevent plastic from escaping (flashing).
- Injection: Molten resin is injected, completely surrounding the exposed areas of the insert.
- Cooling & Ejection: The plastic solidifies, shrinking slightly to grip the insert tightly, before the ejector pins push the final part out.
GBM Design Optimization Tip: Incorporate knurling, undercuts, or grooves into your metal inserts. These features provide a mechanical interlock, dramatically increasing the pull-out and torque-out strength of the molded part.
What are the benefits of insert molding?
Insert molding significantly reduces assembly time and labor costs by eliminating the need for secondary installation processes. It enhances part strength and reliability through superior mechanical bonding, reduces overall component weight, and allows for highly complex, multi-material designs in a single manufacturing step.
Strategic Advantages in Production
Transitioning from traditional assembly to an integrated molding approach offers cascading benefits throughout the product lifecycle. It not only streamlines the factory floor but also improves the end-user experience by delivering a more robust product.
- Reduced Assembly Costs: Eliminates the need for ultrasonic welding, gluing, or manual screwing.
- Enhanced Reliability: Parts are locked in place by the plastic shrinking around them, preventing loosening over time.
- Size and Weight Reduction: Allows engineers to design thinner plastic walls reinforced by strong metal inserts, saving space and weight.
- Improved Design Flexibility: Enables the combination of conductive and insulating materials in complex geometries, ideal for modern electronics.
GBM Structural Engineering Advice: By replacing heavy solid metal parts with plastic parts reinforced by strategic metal inserts, you can achieve up to a 50% weight reduction without compromising structural integrity.
Routine Maintenance for Insert Molds
Maintaining an insert molding operation requires rigorous upkeep of both the mold tooling and the injection machinery. Regular cleaning of the mold cavities to remove plastic residue, inspecting insert loading mechanisms for precision, and ensuring proper lubrication of moving parts are essential to prevent defects.
Routine Maintenance Protocols for Tooling
Because inserts are constantly loaded into the mold, the tooling undergoes unique wear and tear compared to standard injection molds. Metal-on-metal contact during loading can quickly degrade locating pins or magnets if not properly monitored.
- Daily Cleaning: Wipe down the cavity and core surfaces to remove off-gassing residue and micro-debris.
- Locating Pin Inspection: Check pins and magnets for wear; a worn pin will cause the insert to shift during injection.
- Robotic Calibration: If using automation, verify the end-of-arm tooling (EOAT) alignment weekly to ensure perfect insert placement.
- Cooling Channel Flushing: Descale the water lines periodically to maintain consistent cooling rates around the encapsulated insert.
GBM Automation & Maintenance Alert: Implement a strict inspection schedule for your robotic end-of-arm tooling (EOAT). A misaligned robotic grip can improperly place an insert, leading to catastrophic mold damage and costly downtime.
What is the price of insert molding?
The cost of insert molding varies based on mold complexity, part volume, and the type of inserts and resins used. While initial tooling costs are higher than standard molding due to the precision required to hold inserts, the elimination of secondary assembly labor typically results in a lower overall cost per part.
Breakdown of Manufacturing Costs
Understanding the financial structure of this process is crucial for accurate project budgeting. While the upfront investment in tooling and automation is significant, the return on investment is realized through rapid, labor-free production cycles.
To help you budget accurately, here is a breakdown of the primary cost drivers:
| Cost Factor | Description | Estimated Impact |
|---|---|---|
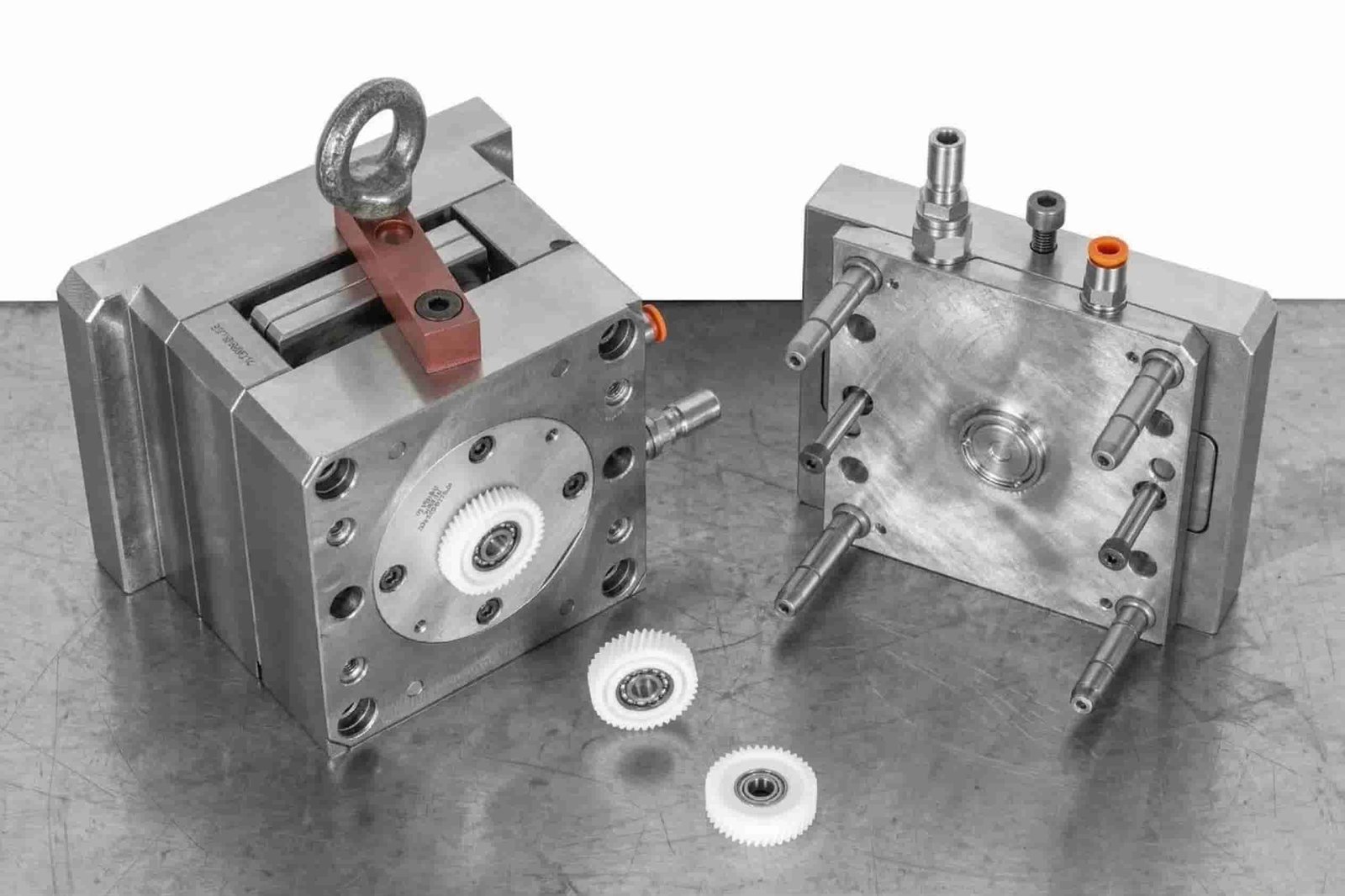
| Tooling / Mold Design | Molds require specialized locating features and robust steel to withstand insert loading. | High (Upfront) |
| Automation | Robotic arms for loading inserts increase initial setup costs but drastically reduce cycle times. | Medium to High |
| Inserts | The unit cost of the metal components (e.g., machined brass threads). | Low to Medium |
| Labor | Reduced need for post-molding assembly and secondary operations. | Very Low (Ongoing) |
GBM Cost-Reduction Strategy: To optimize costs, design your inserts to be symmetrical whenever possible. This reduces orientation errors during loading and simplifies the automation process, lowering both tooling and production expenses.
Key Features & Comparison
Insert molding is often compared to traditional assembly and overmolding techniques. Its key defining feature is the encapsulation of a rigid, non-plastic substrate—usually metal—within a primary plastic shell, offering unparalleled mechanical strength and a seamless, integrated finish compared to post-molding insertion.

Insert Molding vs. Traditional Assembly
Choosing the right manufacturing method depends on your volume, budget, and performance requirements. The table below highlights why integrating the insert during the molding phase often outperforms secondary installation methods like heat staking or ultrasonic welding.
Here is a direct comparison of how in-mold encapsulation stacks up against traditional secondary assembly methods:
| Feature | Insert Molding | Secondary Assembly (Heat Staking) |
|---|---|---|
| Pull-Out Strength | Exceptional (Plastic shrinks around the insert) | Moderate (Depends on localized melting) |
| Production Speed | High (Completed in one cycle) | Slower (Requires an extra step) |
| Tooling Cost | Higher (Complex mold design) | Lower (Standard mold + simple staking tool) |
| Part Consistency | Very High (Machine controlled) | Variable (Subject to assembly tolerances) |
GBM Application Engineering Tip: When choosing between insert molding and ultrasonic welding for threaded inserts, remember that molded-in inserts provide significantly higher torque resistance, making them ideal for high-stress applications.
Cost & Buying Factors
When investing in an insert molding project, critical buying factors include tool design expertise, automation capabilities, and material compatibility. Evaluating a manufacturer’s ability to handle precise insert tolerances and their experience with specific resin-to-metal bonding will determine the success and cost-efficiency of your production run.
Critical Sourcing Considerations
Selecting the right manufacturing partner is just as important as the part design itself. You need a facility equipped to handle the unique challenges of placing foreign objects into a high-pressure mold cavity.
- Automation Infrastructure: Does the manufacturer use collaborative robots for precise, repeatable insert loading?
- Vertical vs. Horizontal Presses: Vertical injection molding machines use gravity to keep inserts securely in place, making them ideal for this process.
- Tolerance Management: Ensure the supplier can tightly control the dimensional tolerances of the raw metal inserts to prevent mold damage.
- Material Expertise: The manufacturer must understand the shrinkage rates of the chosen polymer to ensure it grips the insert securely without cracking.
GBM Tooling & DFM Recommendation: Always request a mold flow analysis before finalizing your tool design. This simulation helps predict how the plastic will flow around the insert, allowing you to avoid weld lines and air traps in the final product.
Why Trust GBM for Your Insert Molding & Tooling Needs?
In insert molding, the plastic injection machine only does half the work; the ultimate success of your project hinges on the precision of the injection mold itself. If the tool fails to secure the metal insert perfectly, high-pressure molten plastic will cause flash, or worse, the insert will dislodge and catastrophically damage the steel mold. At GBM, our core authority lies in designing and fabricating the flawless, high-precision tooling required for these complex multi-material assemblies.
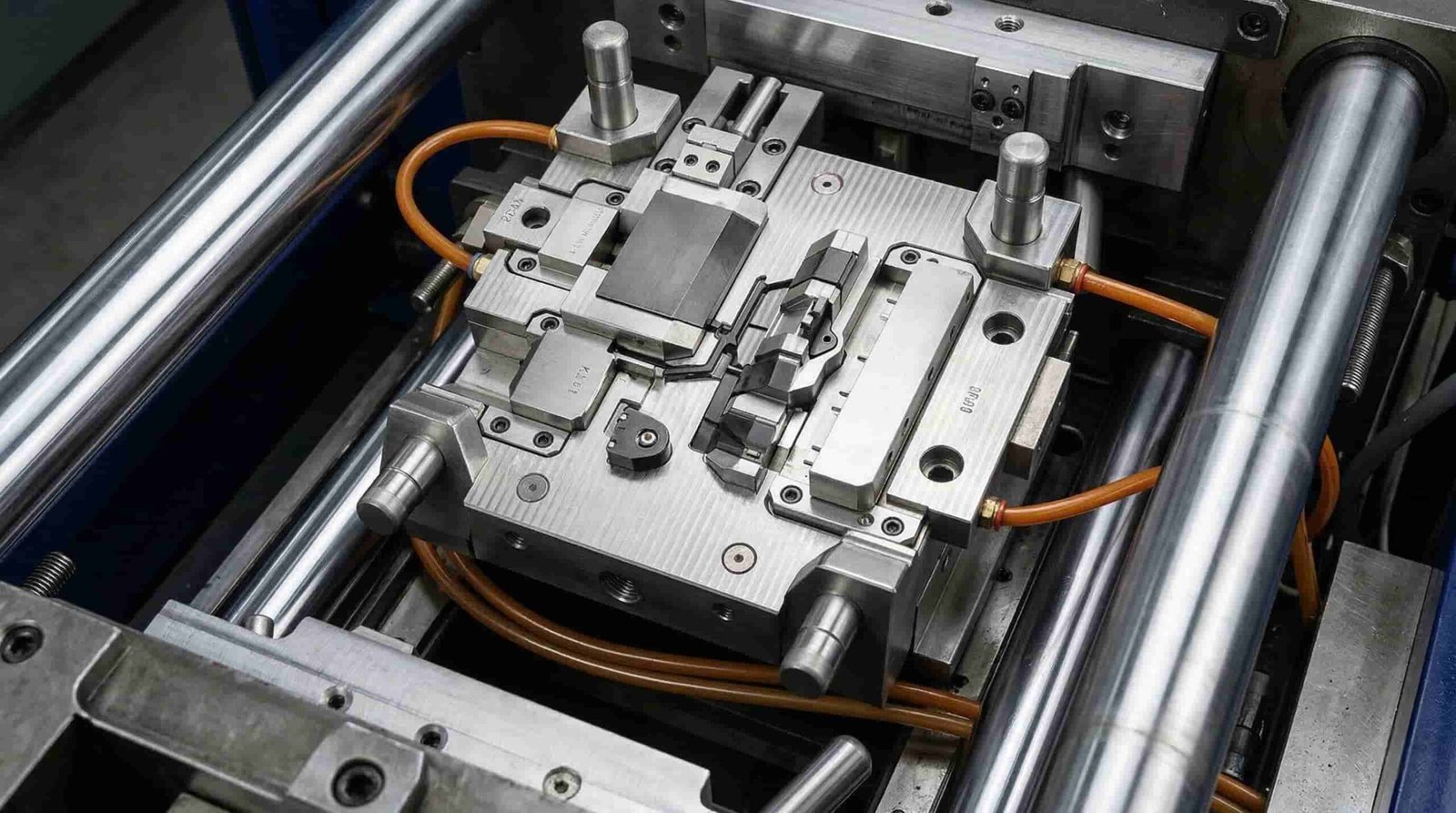
- In-House Tooling Mastery: We don’t just inject plastic; we engineer the steel. Our custom-machined molds feature advanced retention systems—including crush ribs, magnetic pins, and sliding cores—designed specifically to hold brass, steel, or aluminum inserts perfectly in place under immense injection pressures.
- Mastering Thermal Dynamics: Because metal and plastic absorb heat at completely different rates, residual stress is the enemy of insert molding. GBM’s engineers utilize advanced Moldflow® simulations before cutting any steel. By designing optimized cooling channels around the insert area, we ensure uniform shrinkage and eliminate radial cracking in the final part.
- Engineered for Global Export Standards: We understand the stringent quality, tolerance, and regulatory requirements of international B2B procurement. Whether your supply chain requires rugged automotive sensors for North America (USA and Mexico) or high-tolerance industrial and medical housings for European markets (including Germany and Eastern Europe), our insert molded components are rigorously inspected and export-ready.
- From Prototyping to Scalable Automation: Whether you need cost-effective, hand-loaded molds for initial low-volume runs, or fully automated, robotic-loaded hardened steel tools (capable of vertical press integration) for producing millions of units annually, GBM scales our tooling solutions to maximize your ROI.
Don’t risk your multi-material project on subpar tooling. Contact GBM’s engineering team today for a comprehensive Design for Manufacturability (DFM) analysis and discover how our precision mold-making can elevate your next product launch.
Conclusion
Insert molding represents a highly efficient synergy between diverse materials, allowing engineers to combine the tensile strength and conductivity of metals with the lightweight, complex geometries of plastics. While the initial tooling and automation setup require careful planning and capital, the long-term benefits of eliminated assembly steps, reduced part weight, and enhanced structural integrity make it an invaluable process for high-volume manufacturing. By understanding the core mechanics, maintenance needs, and cost drivers outlined in this guide, you can confidently leverage this technology for your next production project.

