A hot running injection molding system represents a critical advancement in modern plastics manufacturing, designed to keep molten plastic at an optimal temperature from the machine nozzle directly into the mold cavity. By eliminating the need for cold runners, this technology significantly reduces material waste, accelerates cycle times, and improves the overall quality of the final molded part for high-volume production environments.
Video Guide: This comprehensive overview covers the fundamental basics and technological advancements of hot runner systems.
What is Hot Runner Mold?
A hot runner mold is an advanced injection molding tool equipped with a heated manifold and nozzle system. This internal heating mechanism ensures that the thermoplastic material remains in a molten state throughout the runner system, allowing it to flow seamlessly into the mold cavities without solidifying.
Video Guide: Watch this introduction to understand the core differences between hot and cold runner configurations in injection molding.
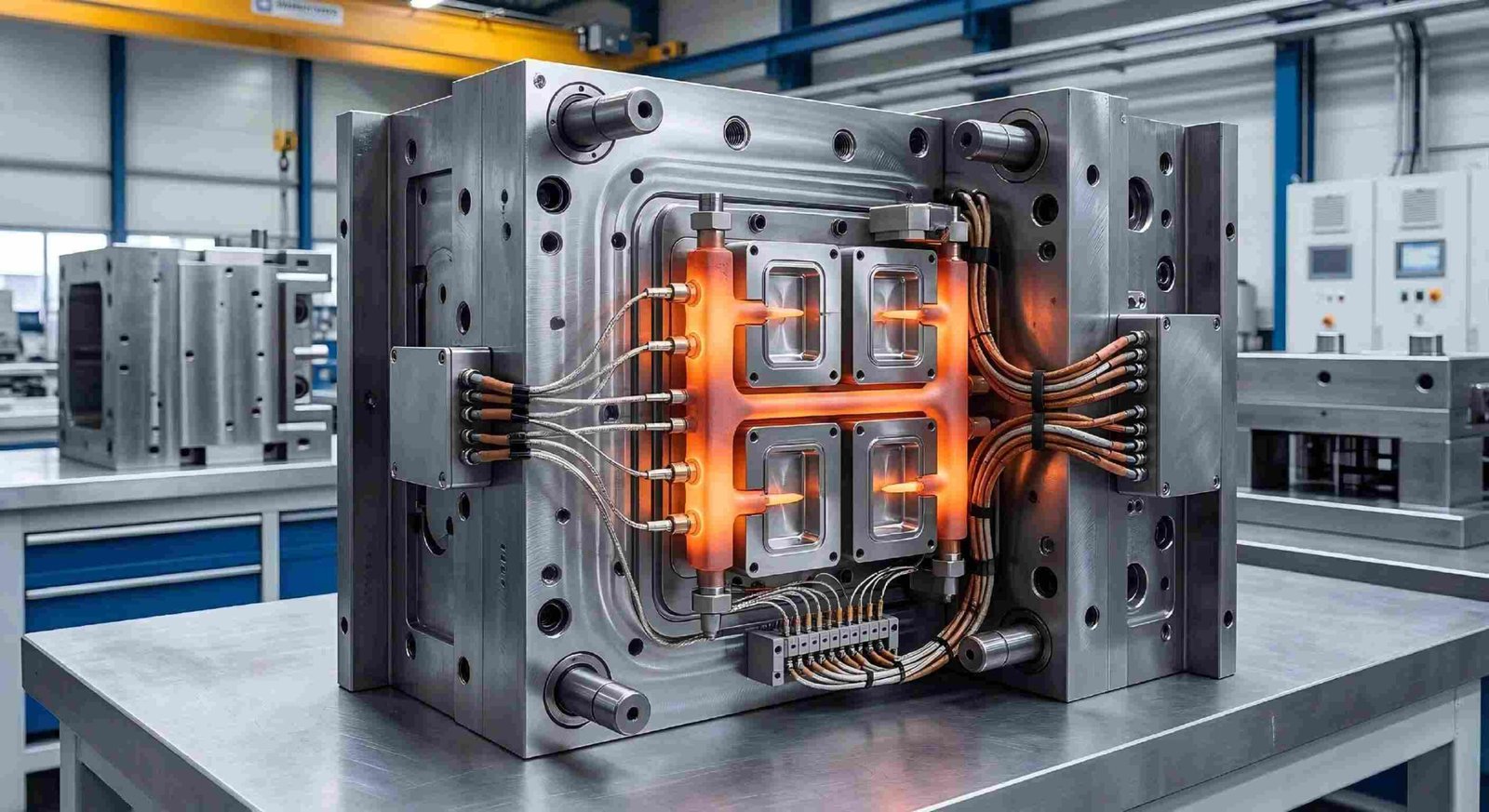
Core Components of the System
A typical hot runner mold consists of several highly engineered components working in unison to manage temperature and material flow. Precision engineering is required to ensure that the plastic does not degrade from excessive heat or freeze from insufficient temperature control.
- Manifold: The central distribution block that receives plastic from the machine and splits it into multiple paths.
- Heated Nozzles: The injection points that deliver the molten plastic directly into the individual mold cavities.
- Thermocouples: Sensors placed throughout the manifold and nozzles to monitor precise temperature levels.
- Temperature Controller: An external unit that regulates the power sent to the heaters based on thermocouple feedback.
- Valve Gates (Optional): Mechanical pins inside the nozzles that open and close to physically shut off the plastic flow.
GBM Pro Tip: Always match the hot runner nozzle tip style to the specific resin you are molding; crystalline materials often require different thermal gating than amorphous plastics to prevent stringing or drooling.
How Does Hot Runner Mold Work?
The system works by injecting molten plastic from the molding machine into a heated manifold, which distributes the material to various heated nozzles. These nozzles maintain precise thermal control, injecting the liquid plastic directly into the mold cavities where it cools and solidifies into the final part.
Video Guide: This visual demonstration showcases the internal material flow within a hot runner system during the molding cycle.
The Injection and Heating Process
The efficiency of a hot runner mold relies heavily on its ability to perfectly balance thermal dynamics and fluid mechanics. The process follows a highly controlled sequence to ensure uniform part creation.
- Plastication: The injection molding machine melts the raw resin pellets and pushes the molten plastic forward.
- Manifold Distribution: The plastic enters the heated manifold, which splits the flow equally to ensure all cavities fill at the exact same time and pressure.
- Nozzle Injection: The plastic travels down the heated nozzles, passing through either a thermal gate or a mechanical valve gate into the cavity.
- Cavity Cooling: The mold cavity is cooled by a separate water circuit, solidifying the part while the plastic inside the runner remains hot for the next cycle.
- Ejection: The mold opens, and the finished part is ejected cleanly without any attached runner system.
GBM Pro Tip: Proper thermal balancing is just as critical as rheological (flow) balancing. Ensure your manifold layout provides symmetrical heat distribution to avoid uneven filling across multiple cavities.
What are the benefits of Hot Runner Mold?
Hot runner molds drastically reduce material waste by eliminating solid runners, lower cycle times through faster injection, and improve part quality by minimizing weld lines and sink marks. They are especially beneficial for high-volume production and complex, multi-cavity molding applications.
Video Guide: Discover the primary advantages and production benefits of integrating a hot runner system into your manufacturing process.
Production Efficiency and Cost Savings
While the initial investment for a hot runner system is higher than a traditional cold runner mold, the long-term operational advantages are substantial for manufacturers looking to scale.
Based on our internal data and market analysis, here is the breakdown:
| Benefit Category | Hot Runner Mold | Cold Runner Mold |
|---|---|---|
| Material Waste | Near zero (runner stays molten) | High (solid runner must be discarded/recycled) |
| Cycle Time | Faster (no runner cooling required) | Slower (must wait for thick runner to cool) |
| Automation | Fully automated, parts drop ready | Requires robotics to separate runner from parts |
| Injection Pressure | Lower pressure drop across system | Higher pressure required to push cold material |
GBM Pro Tip: If you are running high-volume, continuous production, the scrap reduction alone from a hot runner mold can often yield a full return on investment within the first 6 to 8 months of operation.
How to maintain a Hot Runner Mold?
Maintaining a hot runner mold requires regular inspection of heaters and thermocouples, routine cleaning of the manifold and nozzles, and careful purging of degraded resins. Preventive maintenance ensures consistent temperature control, prevents material leakage, and extends the lifespan of the molding system.
Video Guide: Learn the essential setup and maintenance procedures required to keep your hot runner system operating efficiently.
Preventive Maintenance Protocol
A structured maintenance routine is vital to prevent costly downtime, material degradation, and catastrophic leaks within the manifold pocket.
- Daily Checks: Verify that all temperature zones are heating evenly and check for any signs of plastic weeping around the nozzle tips.
- Purging: Properly purge the system with a dedicated purging compound before shutting down the machine to prevent resin carbonization.
- Electrical Inspection: Regularly test thermocouples and heater bands for continuity and resistance to ensure accurate thermal feedback.
- Seal Replacement: Inspect and replace crush rings and manifold seals during annual teardowns to prevent high-pressure plastic leaks.
GBM Pro Tip: Never use abrasive tools or hardened steel to clean nozzle tips or valve gate pins. Always use soft brass or copper tools to remove plastic residue, preserving the critical sealing surfaces.
What is the price of Hot Runner Mold?
The price of a hot runner mold typically ranges from $5,000 to over $50,000, depending on the system’s complexity, the number of cavities, and the actuation method. Custom manifolds, high-cavitation setups, and advanced valve gate technologies will significantly increase the overall tooling cost.
Video Guide: Explore the fundamental cost drivers and product benefits that justify the investment in hot runner technology.
Cost Breakdown by System Type
Understanding the pricing structure helps in budgeting for your next tooling project. Costs scale linearly with the number of injection points (drops) and the level of control required.
Based on our internal data and market analysis, here is the breakdown:
| System Type | Estimated Cost per Drop | Best Application |
|---|---|---|
| Standard Thermal Gate | $800 – $1,500 | Commodity plastics, standard multi-cavity parts |
| Hot Tip / Sprue Gate | $1,000 – $2,000 | Single cavity large parts, rapid prototyping |
| Pneumatic Valve Gate | $2,000 – $3,500 | Cosmetic parts, engineering resins, strict gate control |
| Hydraulic/Servo Valve Gate | $3,500 – $5,000+ | High-precision medical parts, sequential filling |
GBM Pro Tip: When budgeting for a new mold, do not forget to factor in the cost of a high-quality hot runner temperature controller, as precision control is absolutely essential for protecting your manifold investment.
Key Features & Comparison
Choosing the right gating style within a hot runner system dictates the cosmetic finish of the part and the processing window of the resin. The two primary categories are thermal gating and valve gating.
Based on our internal data and market analysis, here is the breakdown:
| Feature | Thermal Gate Hot Runner | Valve Gate Hot Runner |
|---|---|---|
| Gate Vestige (Blemish) | Leaves a small nub or string | Leaves a nearly invisible, flush ring |
| Mechanism | Relies on temperature to freeze/melt gate | Uses a mechanical pin to shut off flow |
| Cost | More economical | Higher initial investment |
| Maintenance | Simpler, fewer moving parts | Complex, requires pin and seal maintenance |
| Resin Suitability | Best for commodity resins (PP, PE) | Excellent for engineering resins (PC, Nylon) |
Cost & Buying Factors
When investing in a hot runner mold, several buying factors must be evaluated to ensure you select the right system for your production needs:
- Resin Characteristics: Highly heat-sensitive materials (like PVC or POM) require specialized manifold designs with smooth flow channels to prevent degradation.
- Production Volume: High-volume runs justify the cost of premium valve gate systems, whereas short runs might be better suited for thermal gates or even cold runners.
- Part Cosmetics: If the part requires a flawless surface finish with no visible gate mark, a valve gate system is mandatory.
- Maintenance Capabilities: Valve gate systems require skilled technicians for upkeep. Ensure your facility has the expertise to maintain pneumatic or hydraulic actuation systems.
Conclusion
A hot running injection molding system is an indispensable technology for modern manufacturers aiming to maximize efficiency, reduce scrap, and produce high-quality plastic parts consistently. While the initial investment and maintenance requirements are higher than traditional methods, the long-term gains in cycle time reduction and material savings make it a highly profitable choice. For expert guidance on designing, sourcing, or maintaining your next hot runner mold, contact GBM’s engineering team to optimize your injection molding operations today.

