Modern injection molding relies heavily on advanced thermal management to maximize efficiency and reduce material waste. At the heart of this optimization is the hot runner system, a sophisticated assembly designed to keep molten plastic at precise temperatures as it travels from the machine nozzle into the mold cavities. By eliminating the need to eject solid runners, manufacturers can drastically improve cycle times, enhance part quality, and achieve sustainable, high-volume production.
Video Guide: A comprehensive introduction to the fundamental differences between hot and cold runner systems in injection molding.
What is Hot Runner Mold?
A hot runner mold is an advanced injection molding tool equipped with a heated manifold and nozzle system. This internal heating mechanism ensures that the thermoplastic material remains in a molten state throughout the delivery channels, eliminating the creation of solid plastic scrap typically associated with traditional cold runner systems.
Video Guide: An overview explaining the core concepts of hot runner systems and their primary manufacturing advantages.
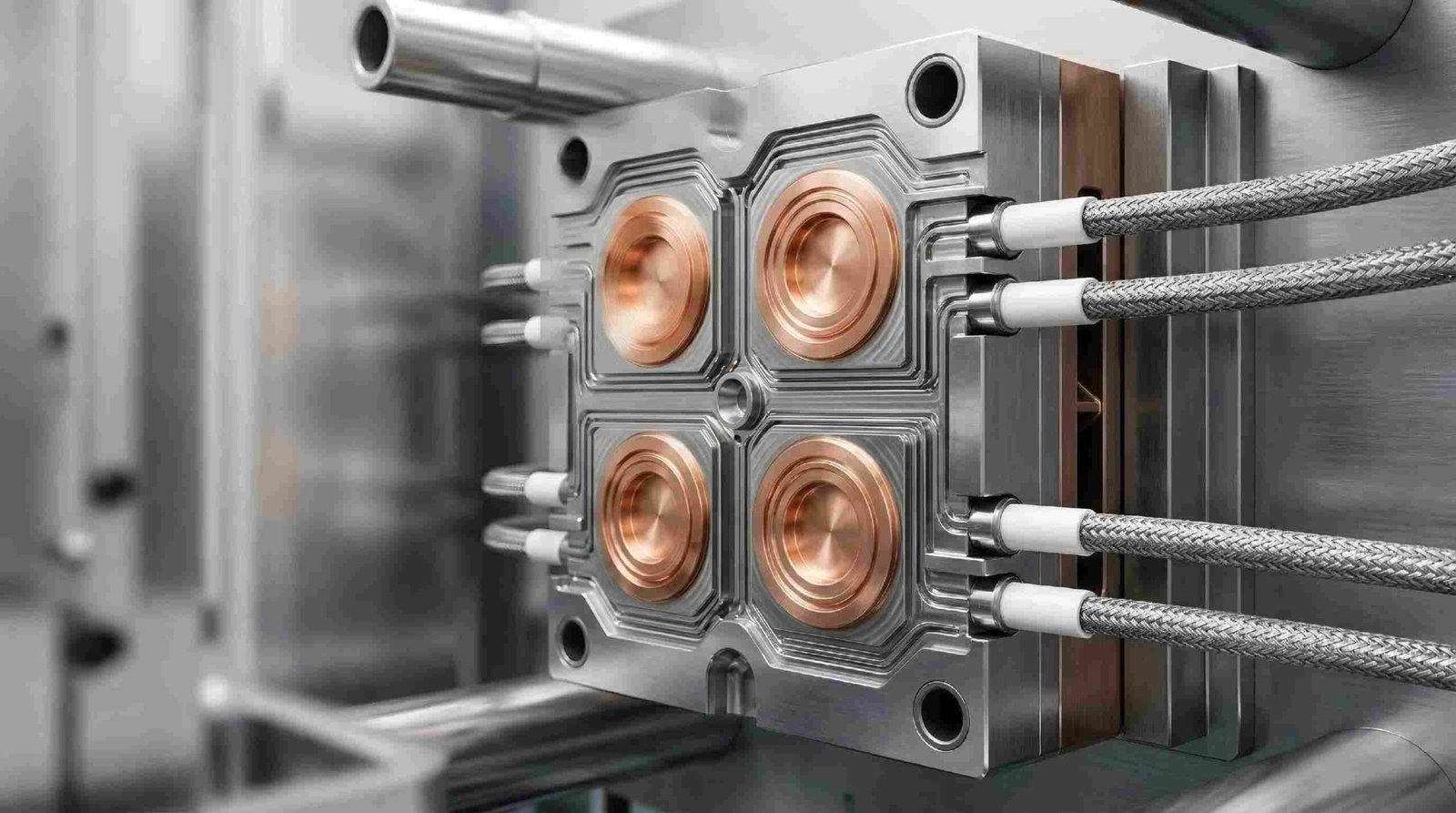
Core Components of the System
To fully understand a hot runner mold, it is essential to break down its primary structural components. Each part plays a critical role in maintaining thermal equilibrium:
- Locating Ring & Sprue Bushing: The entry point where the injection machine’s nozzle connects to the mold, transferring the initial molten plastic.
- Heated Manifold: The central distribution block that splits the flow of plastic into multiple channels while maintaining a precise, uniform temperature.
- Hot Nozzles: Engineered delivery tips that inject the molten plastic directly into the individual mold cavities.
- Temperature Controllers: External electronic units that constantly monitor and adjust the heat output of the manifold and nozzles via embedded thermocouples.
GBM Pro Tip: When selecting a hot runner mold, always ensure the manifold design matches your specific resin’s thermal degradation limits to prevent material burning during unexpected cycle interruptions.
How Does Hot Runner Mold Work?
The hot runner mold works by utilizing temperature controllers to heat a manifold and individual nozzles. As the injection molding machine injects molten plastic, the heated channels maintain the precise melt temperature, allowing the plastic to flow seamlessly directly into the mold cavities without cooling or solidifying in the pathways.
Video Guide: A visual demonstration of a hot runner system operating within an active injection mold.
The Melt Delivery Process
The operation of a hot runner system is a delicate balance of thermodynamics and fluid mechanics. The process follows a specific sequence to ensure flawless part creation:
- Injection Phase: The molding machine forces molten resin through the sprue bushing and into the heated manifold.
- Thermal Maintenance: Internal or external tubular heaters within the manifold keep the plastic precisely at its melt temperature, preventing premature curing.
- Distribution: The manifold evenly distributes the pressurized plastic to the various hot nozzles located above each cavity.
- Gating and Filling: The plastic flows through the nozzle tips (via thermal gating or mechanical valve gating) directly into the mold cavity.
- Cooling Phase: Only the plastic inside the actual cavity is cooled and solidified, while the plastic inside the runner system remains perfectly molten for the next cycle.
GBM Pro Tip: Implement closed-loop temperature control systems to monitor each nozzle independently; this guarantees uniform filling and significantly reduces the risk of short shots in multi-cavity molds.
Why use hot runner for injection molding?
Using a hot runner system drastically improves production efficiency by eliminating runner scrap, reducing material costs, and shortening cycle times. It also enhances the cosmetic quality of the final part by lowering injection pressures and minimizing weld lines, making it ideal for high-volume, precision manufacturing.
Video Guide: An academic deep dive into hot runner basics, technology overviews, and why manufacturers choose them.
Primary Manufacturing Advantages
The shift from cold runners to hot runners is driven by several compelling production benefits that directly impact the bottom line:
- Zero Material Waste: Eliminates the need to trim, discard, or regrind solid plastic runners, saving significant raw material costs.
- Faster Cycle Times: Because there is no thick runner system to cool down, the mold can open and eject parts much faster.
- Lower Injection Pressure: The molten state of the plastic reduces pressure drops, requiring less force from the injection machine and reducing wear on the mold.
- Improved Part Cosmetics: Hot runners offer better control over the gate vestige (the mark left where the plastic enters the part), resulting in cleaner, more professional finishes.
GBM Pro Tip: For high-volume production runs exceeding 500,000 units, the initial investment in a hot runner system is typically recovered within months purely through raw material savings.
What are the disadvantages of the hot runner system?
The primary disadvantages of a hot runner system include significantly higher initial tooling costs and complex maintenance requirements. Additionally, they are highly sensitive to thermal degradation, making them unsuitable for certain heat-sensitive polymers, and require skilled technicians for color changes and troubleshooting.
Video Guide: An industrial breakdown of hot runner systems, highlighting both their capabilities and operational challenges.
Operational Challenges and Limitations
While highly efficient, hot runner systems introduce specific challenges that must be evaluated before integration.
Based on our internal data and market analysis, here is the breakdown:
| Disadvantage | Description | Impact Level |
|---|---|---|
| High Capital Cost | The addition of manifolds, heaters, and controllers increases mold costs by 20% to 50%. | High |
| Maintenance Complexity | Replacing a burned-out heater or clogged nozzle requires mold disassembly and downtime. | Medium to High |
| Color Change Difficulty | Purging old colors from a complex manifold takes longer and wastes specialized purging compounds. | Medium |
| Thermal Sensitivity | Heat-sensitive resins (like PVC or POM) can degrade, burn, or release corrosive gases if delayed in the manifold. | High |
GBM Pro Tip: To mitigate color change delays, purge the hot runner system with a specialized high-viscosity purging compound before dropping the temperature, which helps clear out residual pigments effectively.
What is the purpose of a runner in an injection mold?
The runner in an injection mold serves as the critical delivery channel that transports molten plastic from the machine’s sprue to the individual gates of the mold cavities. Its primary purpose is to ensure balanced, uniform flow and pressure distribution so that all cavities fill simultaneously.
Video Guide: A technical masterclass on how to properly balance flow within a hot runner system.
The Mechanics of Flow Balancing
Whether hot or cold, the runner system is the circulatory system of the mold. Its design dictates the success or failure of the injection process:
- Pressure Management: Runners are sized to maintain adequate pressure from the nozzle to the cavity, ensuring the plastic does not freeze prematurely.
- Geometrical Balancing: In multi-cavity molds, runners are designed symmetrically (naturally balanced) so that the plastic travels the exact same distance to reach every cavity, ensuring uniform part weight and dimensions.
- Shear Heating: As plastic flows through the runner, friction generates shear heat, which lowers the viscosity of the material and assists in filling thin-walled sections of the part.
GBM Pro Tip: Utilizing rheological simulation software during the mold design phase is crucial to achieving a naturally balanced runner system, which prevents overpacking in inner cavities and underfilling in outer ones.
Key Features & Comparison
Comparing hot runner molds to traditional cold runners reveals stark contrasts in efficiency, material usage, and upfront investment. While cold runners are simpler and cheaper to build, hot runners excel in automated, high-volume environments by eliminating regrind processes and delivering superior part consistency.
Video Guide: A direct comparison analyzing the performance, cost, and efficiency of hot versus cold runner systems.
Hot Runner vs. Cold Runner Systems
Choosing between these two technologies dictates the entire trajectory of your manufacturing process.
Based on our internal data and market analysis, here is the breakdown:
| Feature | Hot Runner Mold | Cold Runner Mold |
|---|---|---|
| Material Waste | Virtually zero (no solid runner produced). | High (produces a solid runner every cycle). |
| Cycle Time | Fast (only the part needs to cool). | Slower (requires cooling time for the thick runner). |
| Tooling Cost | High (requires heaters, manifolds, controllers). | Low (simple machined channels). |
| Maintenance | Complex (requires specialized electronic troubleshooting). | Simple (basic mechanical cleaning). |
| Best Suited For | High-volume production, multi-cavity molds, automated lines. | Low-volume runs, frequent color changes, abrasive resins. |
GBM Pro Tip: If your product requires complex gating locations, such as internal surfaces or tight spaces, valve-gated hot runners offer the ultimate control over gate vestige and cosmetic appearance.
Cost & Buying Factors
Investing in a hot runner mold requires evaluating production volume, resin type, and part complexity. While the upfront cost can be 20% to 50% higher than cold runner molds, the long-term ROI is justified through reduced cycle times, zero runner waste, and lower labor costs for part separation.
Video Guide: A detailed guide on weighing the financial and operational factors when choosing between runner technologies.
Crucial Investment Considerations
Procuring a hot runner system is a significant capital expenditure. Buyers must analyze several critical factors to ensure a positive return on investment:
- Production Volume: Hot runners are generally only cost-effective for production runs exceeding hundreds of thousands of parts, where material savings outpace tooling costs.
- Gate Type Selection: Choose between thermal gating (cheaper, leaves a small nub) and valve gating (more expensive, uses a mechanical pin for a perfectly flush finish).
- Resin Characteristics: Highly abrasive materials (like glass-filled nylon) will wear out hot runner tips quickly, while heat-sensitive materials require highly advanced thermal profiling.
- Vendor Support: Ensure your hot runner supplier offers rapid replacement parts and local technical support, as downtime on a hot runner mold can halt entire production lines.
GBM Pro Tip: Always factor in the cost of spare heaters, thermocouples, and specialized maintenance tools when calculating the total cost of ownership for your new hot runner system.
Conclusion
A hot runner mold is a transformative investment for modern injection molding, offering unmatched efficiency, material savings, and part quality. By understanding the mechanics, benefits, and maintenance requirements, manufacturers can optimize their production lines for maximum profitability and long-term operational success.
Maximizing Your Molding Efficiency
To truly leverage the power of hot runner technology, continuous optimization and strict maintenance protocols must be established:
- Preventative Maintenance: Schedule regular inspections of wiring, thermocouple integrity, and nozzle tip wear to prevent catastrophic in-mold failures.
- Operator Training: Ensure that injection molding technicians are thoroughly trained in hot runner temperature profiling and safe purging procedures.
- Data Tracking: Utilize smart temperature controllers that log historical heating data to predict heater degradation before it causes a production stoppage.
GBM Pro Tip: Partner with an experienced mold maker early in the design phase to determine if a hot runner system is the right fit for your specific application and production goals.

