Unscrewing molds are specialized injection molding tools designed to manufacture plastic parts with internal threads, such as bottle caps, nuts, and medical fittings. Unlike standard molds that rely on simple ejection, these molds incorporate complex rotational mechanisms to unscrew the threaded cores from the molded part before or during ejection. This automated process eliminates the need for manual unscrewing, significantly increasing production speed and ensuring precise thread geometry for high-volume manufacturing.
Video Guide: An overview of 8 different methods and types of unscrewing molds used in manufacturing.
What is Unscrewing Mold?
An unscrewing mold is a high-precision injection mold engineered specifically to produce plastic components featuring internal threads or undercuts that cannot be forced off the core. It utilizes a mechanical, hydraulic, or electric drive system to rotate the threaded cores, effectively unscrewing them from the solidified plastic part, allowing for damage-free ejection in automated cycles.
Video Guide: An animation demonstrating 19 types of screw thread injection molding mechanisms.
Core Components and Functionality
The defining characteristic of an unscrewing mold is its ability to facilitate the automatic removal of threaded parts without manual intervention. These molds are essential for mass production where thread integrity is paramount.
Based on our internal data and market analysis, here is the breakdown of common applications:
- Packaging Industry: Soda bottle caps, cosmetic jar lids, and pump dispensers.
- Medical Devices: Luer locks, syringe components, and threaded fluid connectors.
- Automotive: Threaded fasteners, knobs, and fluid reservoir caps.
- Plumbing/Hardware: PVC fittings, irrigation nozzles, and wing nuts.
GBM Pro Tip: When designing an unscrewing mold, always account for plastic shrinkage in your thread calculations. Standard shrinkage rates apply to the diameter, but the pitch often remains stable. Miscalculating this can lead to threads that bind during the unscrewing phase.
How Does Unscrewing Mold Work?
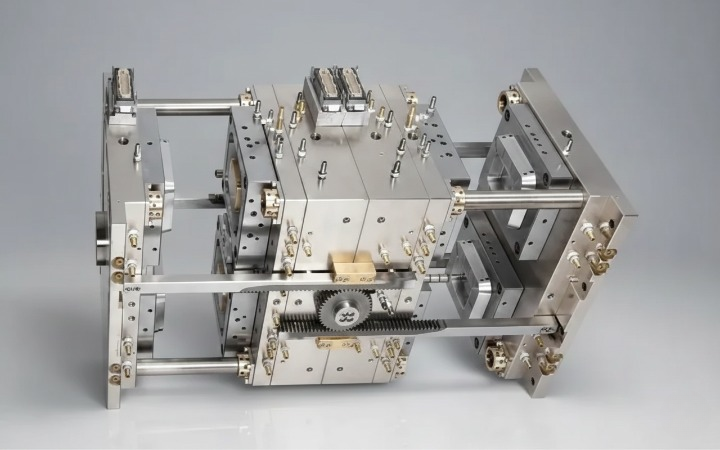
Unscrewing molds work by converting linear motion (from the press opening) or rotational force (from an external motor) into the rotation of the threaded cores. As the mold opens or the ejection cycle begins, a drive system—such as a rack and pinion, hydraulic motor, or servo motor—spins the cores, unscrewing them from the plastic part while a stripper plate pushes the part off the mold.
Video Guide: A detailed review of injection mold unscrewing mechanisms and design considerations.
Drive Mechanisms Explained
The choice of drive mechanism dictates the speed, torque, and precision of the unscrewing process. The synchronization between the mold opening and the core rotation is critical to prevent thread stripping.
Based on our internal data and market analysis, here is the breakdown of drive systems:
- Hydraulic Drive: Uses a hydraulic rack to turn a pinion gear. It offers high torque and is suitable for large, multi-cavity molds but can be slower and prone to oil leaks.
- Electric/Servo Drive: Provides the highest precision and speed control. It is clean, energy-efficient, and allows for programmable profiles, making it ideal for cleanroom medical molding.
- Mechanical (Rack & Pinion): Utilizes the opening motion of the mold press to drive a rack gear. This is cost-effective and strictly synchronized with the mold cycle but requires a long mold opening stroke.
- Collapsible Cores: A specialized alternative where the core physically collapses inward to release the threads, bypassing rotation entirely. This is faster but mechanically complex and maintenance-heavy.
GBM Pro Tip: For high-cavitation molds (32 cavities or more), we strongly recommend servo-electric drive systems. They provide consistent torque across all cavities and eliminate the risk of hydraulic fluid contamination on your molded parts.
What are the 5 types of moulding?
The five primary types of plastic molding processes are Injection Molding, Blow Molding, Compression Molding, Rotational Molding, and Extrusion Molding. While unscrewing molds are a specific subset of injection molding, understanding the broader landscape helps in selecting the correct manufacturing method for specific part geometries and volumes.
Video Guide: A detailed explanation of the different types of injection molding processes available.
Manufacturing Process Overview
Each molding type serves a distinct purpose based on the product’s shape and material requirements.
Based on our internal data and market analysis, here is the breakdown:
- Injection Molding: High-volume production of solid parts (e.g., LEGO bricks, bottle caps). This is where unscrewing molds are used.
- Blow Molding: Creating hollow plastic parts (e.g., water bottles, fuel tanks).
- Compression Molding: Used for thermoset materials and rubber (e.g., car tires, silicone seals).
- Rotational Molding: Ideal for large, hollow, stress-free parts (e.g., kayaks, storage tanks).
- Extrusion Molding: Continuous profile production (e.g., PVC pipes, window frames).
GBM Pro Tip: Do not confuse unscrewing injection molding with blow molding for bottle caps. While some caps are compression molded, high-precision threaded caps are almost exclusively made using unscrewing injection molds due to the superior dimensional control.
What are the three types of mold?
In the context of injection molding configurations, the three main types are the Two-Plate Mold, the Three-Plate Mold, and the Hot Runner Mold. Each configuration influences how the plastic is fed into the cavity (gating), how the runner system is managed, and how the unscrewing mechanism can be integrated into the tool design.
Video Guide: An explanation of the types of injection molds and their specific applications.
Mold Configuration Breakdown
The architecture of the mold base determines the cycle efficiency and material waste.
Based on our internal data and market analysis, here is the breakdown:
- Two-Plate Mold: The simplest and most common type. The mold splits into two halves. It requires the runner to be ejected with the part or manually separated. Unscrewing mechanisms are easily integrated here.
- Three-Plate Mold: Adds a third plate to separate the runner from the part automatically upon opening. This allows for center gating on multi-cavity unscrewing molds but adds mechanical complexity.
- Hot Runner Mold: Maintains the plastic in the runner system in a molten state, eliminating runner waste entirely. This is the standard for high-volume unscrewing molds (like bottle caps) to reduce cycle time and material costs.
GBM Pro Tip: For unscrewing molds, a Hot Runner system is often the best investment. Since threaded parts are usually small and produced in high volume, eliminating the cold runner drastically reduces cycle time and material regrind requirements.
What is a sprue puller in mold?
A sprue puller is a critical undercut feature, typically a Z-shaped pin or a reverse-tapered hole, located directly opposite the sprue bushing on the movable side of the mold. Its function is to “pull” the solid sprue out of the stationary bushing when the mold opens, ensuring the runner system stays on the ejection side for proper removal.
Functionality in Automated Systems
In unscrewing molds, reliable sprue and runner removal is vital because the cycle is fully automated. If a sprue sticks in the stationary side, it can crash the mold on the next cycle.
Based on our internal data and market analysis, here is the breakdown of sprue puller types:
- Z-Puller: A simple Z-shaped cut into the ejector pin. Very common and effective.
- Sucker Pin: A tapered pin that uses friction to hold the runner.
- Reverse Taper: A conical undercut machined into the cold well.
- Grooved Pin: Ring grooves machined onto a standard pin to grip the plastic.
GBM Pro Tip: Ensure your sprue puller has an associated ejector mechanism. Once the puller drags the sprue to the moving side, it must be positively ejected off the puller pin to clear the mold for the next shot.
Key Features & Comparison
Different drive systems for unscrewing molds offer varying levels of precision and cost. Selecting the right one depends on your specific production needs.
Based on our internal data and market analysis, here is the breakdown:
| Feature | Hydraulic Drive | Servo Electric Drive | Mechanical (Rack & Pinion) |
|---|---|---|---|
| Precision | Medium | High | High (Fixed to Mold Open) |
| Speed | Medium | Very High | Variable (Dependent on Press) |
| Cleanliness | Low (Risk of Leaks) | High (Cleanroom Safe) | High (Requires Grease) |
| Cost | Moderate | High | Low to Moderate |
| Setup Complexity | High | Moderate | Moderate |
| Best Application | Large threads, heavy torque | Medical, high-cavity caps | Standard closures, low budget |
Cost & Buying Factors
When budgeting for an unscrewing mold, buyers must realize that these tools are significantly more expensive than standard open-shut molds due to the moving internal components and drive systems.
Primary Cost Drivers:
- Cavitation: A 64-cavity cap mold requires complex gearing and balancing, costing exponentially more than a 4-cavity prototype.
- Drive System: Servo systems add upfront cost but save money long-term through energy efficiency and reduced cycle times.
- Thread Geometry: Multi-start threads or very fine pitches require higher precision machining (EDM/Grinding), increasing tooling costs.
- Mold Steel: Hardened steels (like H13 or Stavax) are non-negotiable for the moving cores to prevent wear and galling over millions of cycles.
GBM Pro Tip: Don’t cut corners on the cooling design. Unscrewing cores are difficult to cool because they rotate. Investing in sophisticated cooling (like rotating unions or conductive copper alloys) will pay for itself by shaving seconds off every cycle.
Conclusion
Unscrewing molds are the industry standard for manufacturing high-volume threaded plastic parts. Whether utilizing a mechanical rack-and-pinion system for cost savings or a high-speed servo drive for medical precision, the technology allows for the automation of complex geometries that were once labor-intensive. By understanding the types of unscrewing mechanisms—and how they integrate with broader molding classifications—manufacturers can optimize their production lines for speed, accuracy, and longevity. At GBM, we recommend analyzing your thread pitch and volume requirements early to select the most efficient drive system for your project.

