Stack molding is an advanced plastic injection molding technique designed to double or even quadruple production output without increasing the clamping force required from the injection molding machine. By utilizing multiple parting lines or mold faces stacked parallel to each other, manufacturers can significantly enhance efficiency, reduce part costs, and maximize the operational footprint of their existing equipment.
Video Guide: A comprehensive overview of stack molding technology in an active production environment.
What is Stack Mold?
A stack mold is a specialized injection mold featuring two or more mold parting surfaces, effectively stacking multiple standard molds together. This configuration allows a single injection molding cycle to produce double the number of parts compared to a conventional single-face mold, utilizing the same machine tonnage.
Video Guide: An educational breakdown explaining the fundamental concepts of a stack mold.
Core Architecture of a Stack Mold
To understand a stack mold, you must look at its internal construction, which differs significantly from a standard two-plate mold.
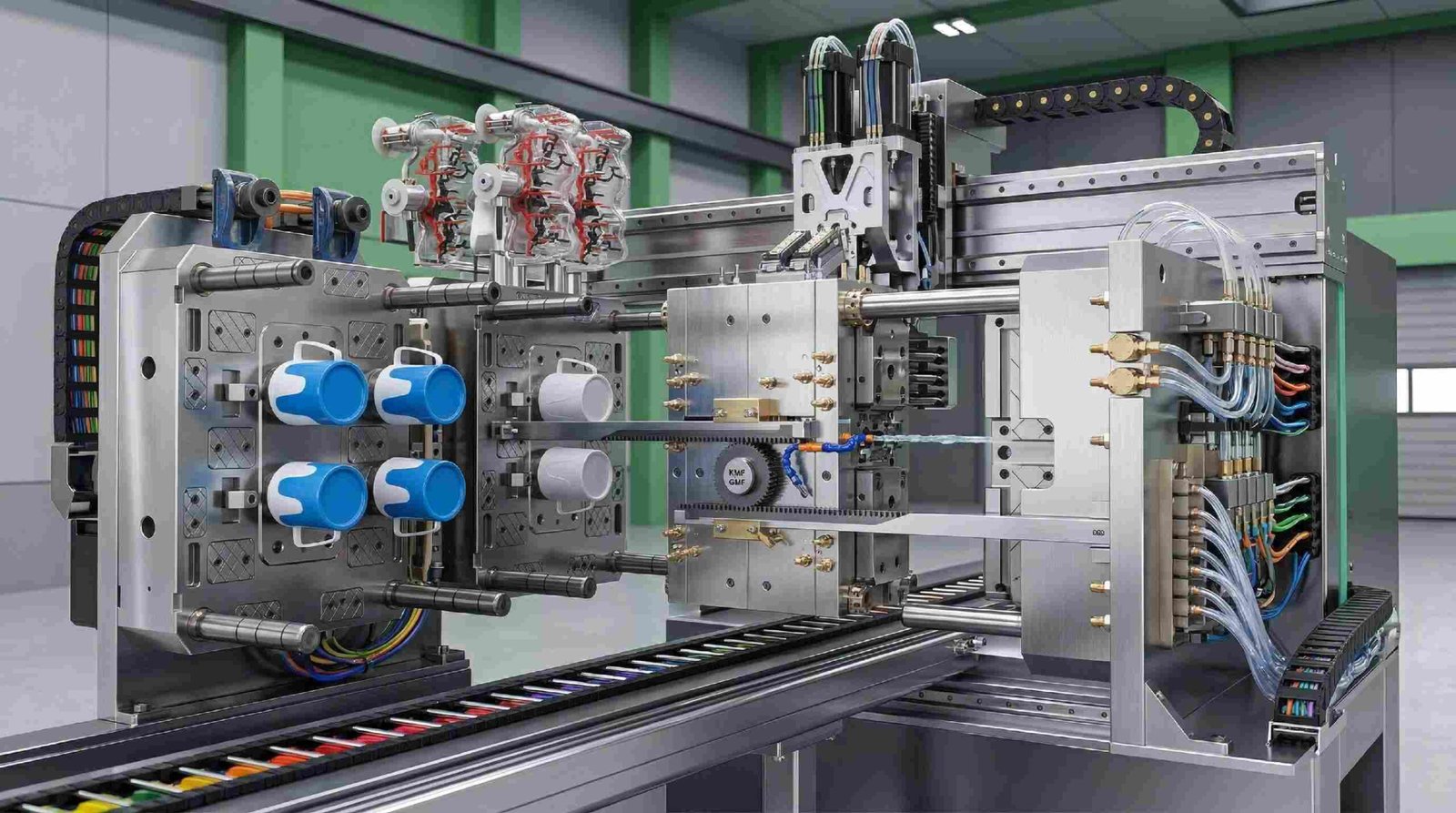
- Stationary Platen: The fixed half of the mold where plastic is initially injected from the machine nozzle.
- Center Section (Carrier): A movable block between the two parting lines, housing the hot runner system that distributes molten plastic to both mold faces simultaneously.
- Moving Platen: The rear half of the mold that opens to eject the parts.
- Linkage System: Mechanical arms, or rack and pinion gears, that ensure the mold opens symmetrically and evenly.
GBM Pro Tip: When designing a stack mold, ensure your machine has sufficient daylight (opening stroke) to accommodate the increased mold height and allow parts to drop clear during ejection.
How Does Stack Mold Work?
A stack mold works by injecting molten plastic through a specialized hot runner system in the center block, filling multiple parting lines simultaneously. During the cooling and ejection phases, mechanical linkages open all parting lines equally, allowing all molded parts to be ejected in a single machine cycle.
Video Guide: A visual demonstration of a 2×24 cavity injection stack mold producing round lids.
The Injection Cycle Process
The operation of a stack mold relies on perfect synchronization.
- Mold Closing: The injection molding machine clamps the mold shut, securing both parting lines under high pressure.
- Simultaneous Injection: Molten polymer travels from the machine nozzle through the sprue bar and into the center block’s hot runner, which splits the flow to fill cavities on both sides simultaneously.
- Cooling Phase: Integrated water channels cool the plastic in all cavities at an even rate to prevent warpage.
- Synchronized Opening: Rack and pinion or harmonic linkage systems open both parting lines exactly at the same time and distance.
- Ejection: Ejector pins push the finished parts out of both parting lines simultaneously, readying the machine for the next cycle.
GBM Pro Tip: Balancing the hot runner system is critical. We always recommend performing detailed mold flow analysis to ensure equal pressure drops across both parting lines, preventing flash or short shots.
What is a molding stack?
In the context of injection molding, a molding stack refers to the physical assembly of mold plates, hot runners, and central carrier blocks that make up the multiple parting lines. It is the core mechanism that allows the mold to physically “stack” production capacity within a single machine.
Video Guide: A detailed look at a modular stack mold system and its internal components.
Components of a Molding Stack Assembly
The physical stack is a marvel of mechanical engineering, requiring robust components to handle extreme injection pressures.
- Hot Half/Cold Half: The standard cavity and core halves of the mold that dictate the exterior and interior shape of the part.
- Center Block: The heavy-duty carrier plate that holds the secondary cavities and the central hot runner manifold.
- Sprue Bar: A specialized component that transfers plastic from the stationary machine nozzle, through the first parting line, and into the center block.
- Centering Mechanisms: Guide pins and interlocking taper features that keep the massive stack perfectly aligned during the high-pressure clamping phase.
GBM Pro Tip: The sprue bar is the most vulnerable part of a molding stack. Regular maintenance and inspecting for wear or drool at the sprue bar interface will prevent costly downtime and material degradation.
What are the 4 types of moulding?
While stack molding is a highly specialized technique, it exists within the broader plastic manufacturing industry. The four primary types of plastic molding processes are injection molding, blow molding, compression molding, and rotational molding, each suited for different product geometries, materials, and production volumes.
Video Guide: A showcase of stack molding as a prime example of advanced injection molding processes.
Primary Plastic Molding Processes
Understanding where stack molding fits requires a look at the broader manufacturing landscape.
- Injection Molding: Forcing molten plastic into a rigid cavity (includes Stack Molding, Two-Shot, and Insert Molding). Best for high-volume, highly precise parts like medical devices and packaging.
- Blow Molding: Inflating a heated plastic tube inside a mold until it forms the desired shape. Primarily used for hollow objects like bottles and containers.
- Compression Molding: Pressing a heated plastic mass into a mold shape using high pressure. Ideal for large, strong, and highly durable components like automotive panels.
- Rotational Molding: Heating and rotating a hollow mold filled with plastic powder to coat the interior evenly. Perfect for large, seamless hollow items like water tanks and playground equipment.
GBM Pro Tip: If your product requires high precision, intricate details, and millions of units per year, injection molding—specifically utilizing a stack mold configuration—will consistently yield the lowest cost per part.
How much does it cost to have an injection mold made?
The cost of an injection mold ranges from $3,000 for a simple, single-cavity prototype mold to over $250,000 for a high-cavitation, multi-level stack mold. The final price is heavily dictated by part complexity, the number of cavities, mold material, and the required hot runner technology.
Injection Mold Cost Breakdown
Tooling costs vary wildly based on the intended lifespan and production output of the mold.
Based on our internal data and market analysis, here is the breakdown:
| Mold Type | Estimated Cost Range | Best Use Case |
|---|---|---|
| Prototype / Single Cavity | $3,000 – $10,000 | Low volume, testing, simple parts |
| Production (Single Face) | $20,000 – $80,000 | Medium to high volume, standard parts |
| Multi-Cavity (High Polish) | $80,000 – $150,000 | High volume, medical or optical clear parts |
| Stack Mold (2 or more levels) | $120,000 – $300,000+ | Ultra-high volume, thin-wall packaging, caps |
GBM Pro Tip: While a stack mold requires a higher initial capital investment, the ROI is often realized within the first year of production due to the massive reduction in machine time and energy costs per part.
Key Features & Comparison
Stack molds are defined by their ability to multiply output without requiring larger injection molding machines. When comparing a stack mold to a traditional single-face mold, the advantages in production density, operational footprint, and cost-efficiency become immediately apparent for high-volume manufacturing.
Stack Mold vs. Single-Face Mold
Evaluating the mechanical and operational differences helps determine if a stack mold is right for your project.
Based on our internal data and market analysis, here is the breakdown:
| Feature | Standard Single-Face Mold | Stack Mold (2-Level) |
|---|---|---|
| Parting Lines | 1 | 2 (or more) |
| Production Output | Baseline (1x) | Double (2x) |
| Required Clamping Tonnage | Baseline | Roughly the same as baseline |
| Mold Height/Thickness | Standard | Significantly thicker |
| Machine Requirements | Standard opening stroke | Extended daylight/opening stroke required |
| Tooling Investment | Moderate | High |
GBM Pro Tip: Always verify your injection molding machine’s maximum daylight and injection capacity (shot size). A stack mold doubles the material required per shot; your machine’s barrel must be able to handle this volume without degrading the resin.
Cost & Buying Factors
Investing in a stack mold requires careful consideration of both upfront costs and long-term production savings. Buyers must evaluate their annual production volume, machine compatibility, and the specific maintenance requirements of complex hot runner and linkage systems before committing to a stack mold.
Critical Factors for Stack Mold Investment
Before upgrading to stack mold technology, ensure your production environment is prepared for the transition.
- Annual Volume: Stack molds are only cost-effective for extremely high-volume production runs (typically millions of parts per year).
- Machine Compatibility: Ensure your presses have the necessary tie-bar spacing, clamp stroke, and shot capacity to handle the massive tool.
- Maintenance Capabilities: Stack molds require skilled technicians for maintenance, particularly for the center block’s hot runner system and the sprue bar alignment.
- Material Selection: Fast-flowing materials like Polypropylene (PP), Polyethylene (PE), and Polystyrene (PS) are ideal for stack molds, especially in thin-wall packaging applications.
GBM Pro Tip: Partner with an experienced toolmaker from the very beginning. The mechanical linkages (rack and pinion vs. harmonic) must be custom-engineered to match the exact opening dynamics of your specific injection machines.
Conclusion
Stack molding represents the pinnacle of injection molding efficiency, allowing manufacturers to drastically increase their output without expanding their machine fleet. By leveraging multiple parting lines and advanced hot runners, you can achieve unmatched scalability for high-volume plastic components.
Maximizing Your Production Potential
Taking the next step in advanced manufacturing requires strategic planning.
- Evaluate: Assess your current high-volume parts to see if they are candidates for stack molding.
- Consult: Work with GBM’s engineering team to conduct a comprehensive mold flow and ROI analysis.
- Execute: Upgrade your tooling strategy to lower your overall cost per part and increase your competitive edge in the market.
GBM Pro Tip: Don’t let the upfront cost deter you. In the packaging and medical device sectors, transitioning to stack molding is often the single most effective way to protect your profit margins against rising resin and energy costs.

