Transitioning to a hot runner system is one of the most impactful upgrades a manufacturer can make in high-volume plastic injection molding. By maintaining the plastic in a molten state throughout the runner system, these advanced molds eliminate material waste, reduce cycle times, and significantly improve part quality. Understanding the mechanics, costs, and advantages of this technology is critical for optimizing production efficiency and scaling manufacturing operations effectively.
Video Guide: A comprehensive overview of how hot runner systems function within the injection molding process.
What is Hot Runner Mold?
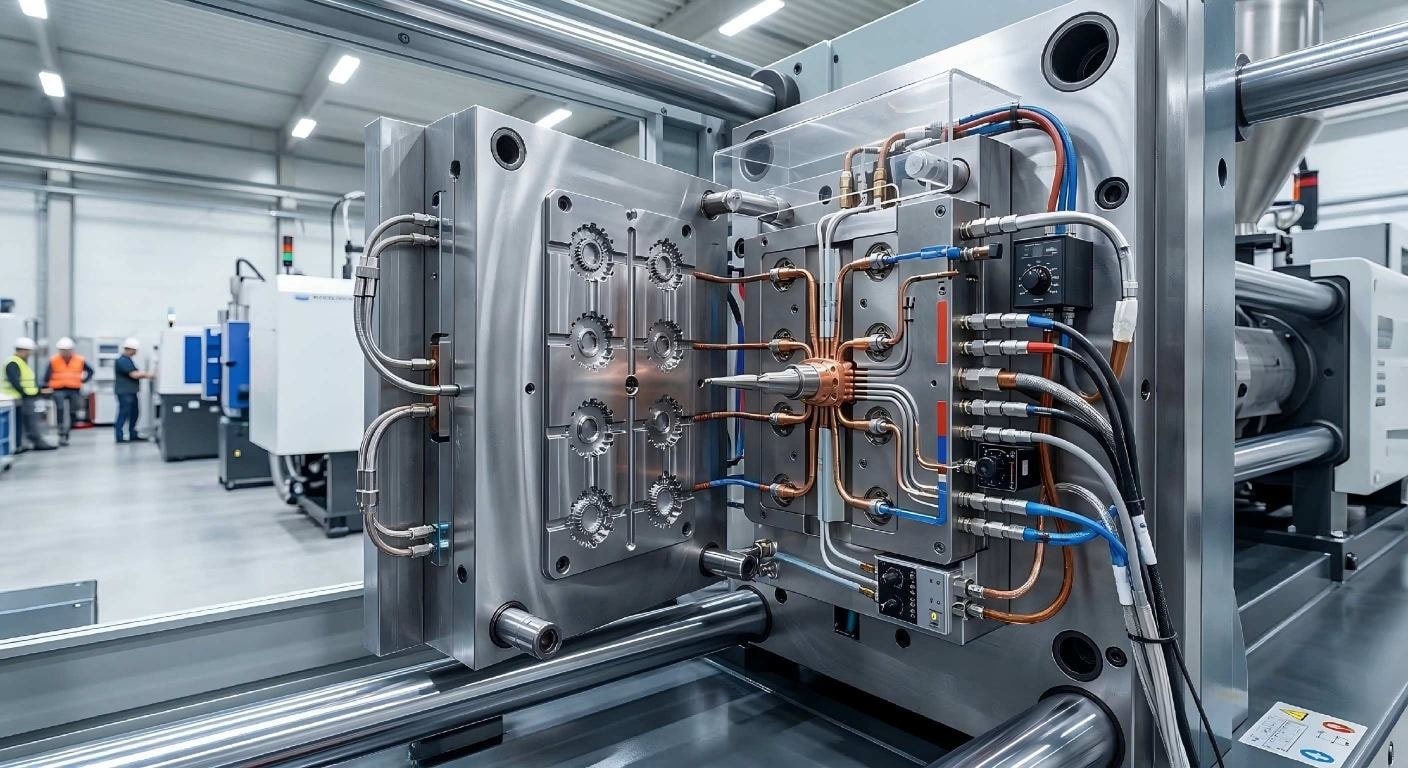
A hot runner mold is an advanced injection molding tool equipped with a heated manifold system that keeps the plastic resin in a molten state continuously. Unlike traditional cold runners, this system injects the liquid plastic directly into the mold cavities without creating solid runner waste, maximizing material efficiency.
Video Guide: An educational breakdown defining the hot runner system and its primary manufacturing advantages.
Core Components of the System
To fully grasp what a hot runner mold is, it is helpful to understand the distinct components that work together to manage thermal dynamics and fluid flow.
- Heated Manifold: The central distribution block that splits the flow of molten plastic from the machine barrel to the individual nozzles.
- Hot Runner Nozzles: Specialized delivery channels that inject the molten plastic directly into the mold cavities.
- Heating Elements: Internal cartridge heaters or external band heaters that provide the necessary thermal energy to keep the plastic fluid.
- Thermocouples: Precision sensors embedded in the manifold and nozzles to monitor and report temperatures back to the control unit.
GBM Pro Tip: Always ensure your hot runner’s thermal profile matches the specific resin you are using; even minor temperature fluctuations can cause degradation in heat-sensitive plastics like PVC or POM.
How Does Hot Runner Mold Work?
The hot runner mold works by transferring molten plastic from the injection machine’s barrel through a heated manifold and specialized nozzles directly into the mold cavity. Internal or external heating elements maintain precise thermal control, preventing the plastic from solidifying before it forms the final part.
Video Guide: A deep dive into the technology and operational basics of hot runner systems.
The Injection Process Step-by-Step
The operation of a hot runner mold requires precise synchronization between the injection molding machine and the mold’s internal thermal controls.
- Plastication and Injection: The injection molding machine melts the resin and pushes it through the sprue into the hot runner manifold.
- Thermal Distribution: The heated manifold splits the plastic flow, maintaining it at a precise melt temperature as it travels toward the cavities.
- Cavity Filling: The plastic flows through the heated nozzles directly into the mold cavities. Valve gates or thermal gates control the flow to prevent drooling.
- Cooling and Ejection: While the plastic inside the cavity cools and solidifies into the final part, the plastic inside the runner remains molten for the next cycle.
GBM Pro Tip: Proper insulation between the heated manifold block and the cold mold plates is crucial. We recommend using high-quality titanium or ceramic standoff pads to prevent heat loss and ensure consistent flow.
Why use hot runner for injection molding?
Manufacturers use hot runner systems to eliminate material waste, dramatically reduce cycle times, and improve overall part quality. By removing the need to cool and eject a solid runner, production speeds increase, automation becomes easier, and cosmetic defects like sink marks and weld lines are minimized.
Video Guide: A detailed comparison demonstrating why manufacturers choose hot runners over cold runners.
Production Efficiency Gains
Based on our internal data and market analysis, here is the breakdown:
| Metric | Hot Runner System | Cold Runner System | Impact on Production |
|---|---|---|---|
| Material Waste | Near 0% | Up to 40% per cycle | Massive cost savings on expensive resins |
| Cycle Time | Very Fast | Slower | Higher hourly part yield |
| Automation | Highly Compatible | Requires sprue picking | Reduces labor costs and downtime |
| Part Quality | Excellent (Lower pressure drop) | Good (Higher pressure drop) | Fewer cosmetic defects and stress marks |
GBM Pro Tip: If you are molding high-volume parts or using expensive engineering resins, the return on investment for a hot runner system is typically realized within the first few months through material savings alone.
What is the purpose of a runner in an injection mold?
The primary purpose of a runner in an injection mold is to act as a delivery channel, guiding molten plastic from the machine’s sprue to the individual mold cavities. It ensures balanced flow, uniform pressure distribution, and consistent filling across multiple parts within a single cycle.
Video Guide: An introduction to the foundational purpose of runners in the injection molding process.
Functional Roles of the Runner System
Whether hot or cold, the runner system is the circulatory system of the injection mold. Its design dictates the success or failure of the molding process.
- Flow Distribution: It splits the main stream of plastic into multiple paths to feed multi-cavity molds.
- Pressure Maintenance: It must be sized correctly to minimize pressure drops, ensuring enough packing pressure reaches the cavity to prevent sink marks.
- Thermal Management: In hot runners, it maintains heat; in cold runners, it relies on shear friction to keep the plastic flowing before it freezes.
- Cavity Balancing: A properly designed runner ensures that all cavities fill simultaneously, which is critical for dimensional consistency.
GBM Pro Tip: Achieving a naturally balanced runner design is essential for multi-cavity molds. Every cavity must fill at the exact same time and pressure to prevent flash on some parts and short shots on others.
What are the disadvantages of the hot runner system?
The main disadvantages of a hot runner system include higher initial tooling costs, complex maintenance requirements, and the need for specialized temperature controllers. Additionally, they are not always suitable for thermally sensitive materials or frequent color changes due to the risk of material degradation and cross-contamination.
Video Guide: An objective look at the pros and cons, highlighting the limitations of hot runner systems.
Primary Challenges and Limitations
While the benefits are substantial, manufacturers must weigh these inherent challenges before committing to a hot runner system.
- High Upfront Investment: The addition of manifolds, nozzles, and wiring significantly increases the initial cost of the mold.
- Maintenance Complexity: Repairing a clogged nozzle or a burnt-out heater band often requires removing the mold from the press, leading to downtime.
- Color Change Difficulties: Molten plastic can hang up in the “dead spots” of the manifold, making it difficult and time-consuming to flush out old colors.
- Thermal Sensitivity: Resins that degrade easily under prolonged heat can burn inside the manifold if the cycle is interrupted or temperatures are poorly controlled.
GBM Pro Tip: To mitigate color change issues, implement a strict purging procedure and design the manifold with highly polished, streamlined flow channels that eliminate dead spots where old resin can hide.
Key Features & Comparison
Hot runner molds stand out for their precision engineering, integrating thermal controls directly into the tool. When compared to traditional cold runner systems, they offer superior automation capabilities and long-term cost efficiency for high-volume manufacturing environments.
Video Guide: A direct feature comparison to help determine which runner system is best for your application.
Hot Runner vs. Cold Runner Systems
Based on our internal data and market analysis, here is the breakdown:
| Feature | Hot Runner Mold | Cold Runner Mold |
|---|---|---|
| Initial Tooling Cost | High ($$$) | Low to Moderate ($) |
| Material Scrap | None (Plastic stays molten) | High (Solid runner is ejected) |
| Cycle Speed | Fast (No runner cooling required) | Slower (Must wait for runner to freeze) |
| Maintenance Needs | High (Heaters, wiring, controllers) | Low (Simple mechanical structure) |
| Ideal Application | High-volume, multi-cavity, expensive resins | Low-volume, frequent color changes |
GBM Pro Tip: When deciding between the two systems, calculate your total cost of ownership over a 3-year period. The upfront cost of a hot runner is easily offset by zero scrap and faster cycles in high-volume runs.
Cost & Buying Factors
Investing in a hot runner mold requires evaluating production volume, material type, and part geometry. While initial costs can range from $3,000 to over $20,000 for the manifold system alone, the long-term savings in resin and cycle time justify the expense for large-scale operations.
Video Guide: Understanding the importance of temperature control systems when purchasing a hot runner.
Critical Evaluation Criteria
Before purchasing a hot runner system, you must conduct a thorough cost-benefit analysis based on your specific production parameters.
- Production Volume: Hot runners are best suited for runs of hundreds of thousands or millions of parts where cycle time fractions matter.
- Resin Characteristics: Evaluate if your material is thermally stable enough to sit in a heated manifold without degrading.
- Gating Requirements: Choose between thermal gates (cheaper, leaves a small vestige) and valve gates (more expensive, leaves a perfectly clean surface).
- Temperature Control Systems: Factor in the cost of the external PID temperature controller required to run the mold safely.
GBM Pro Tip: Never skimp on the temperature controller. A high-quality PID controller is essential to prevent hot spots and ensure the longevity of both the manifold heaters and the molded parts.
Conclusion
Implementing a hot runner mold is a strategic decision that transforms injection molding efficiency. By eliminating waste, improving part consistency, and accelerating cycle times, manufacturers gain a significant competitive edge in the high-volume plastics market.
Video Guide: A final look at a complete hot runner system integrated into an injection mold.
Final Takeaways
To ensure success with your hot runner investment, keep these final strategic points in mind.
- Maximize ROI: Reserve hot runner systems for high-volume projects where material savings and cycle time reductions will quickly pay off the initial tooling investment.
- Partner with Experts: Work closely with specialized hot runner manufacturers during the mold design phase to ensure proper flow analysis and thermal balancing.
- Prioritize Maintenance: Treat your hot runner as a precision instrument; proper care is non-negotiable for long-term reliability.
GBM Pro Tip: Regular preventative maintenance is the secret to hot runner longevity. Schedule routine checks for heater bands, thermocouples, and nozzle tips to avoid unexpected downtime.

