Custom Multi-Cavity Molds for Consistent High-Volume Plastic Parts
GBM designs and builds multi-cavity injection molds for customers who need higher output, lower piece-part cost, and stable part quality across every cavity. Good Better Best, never let it rest.
- Balanced runner and gate design for consistent filling
- DFM, Moldflow and CMM support before production
- Mold design, mold making and injection molding in one workflow
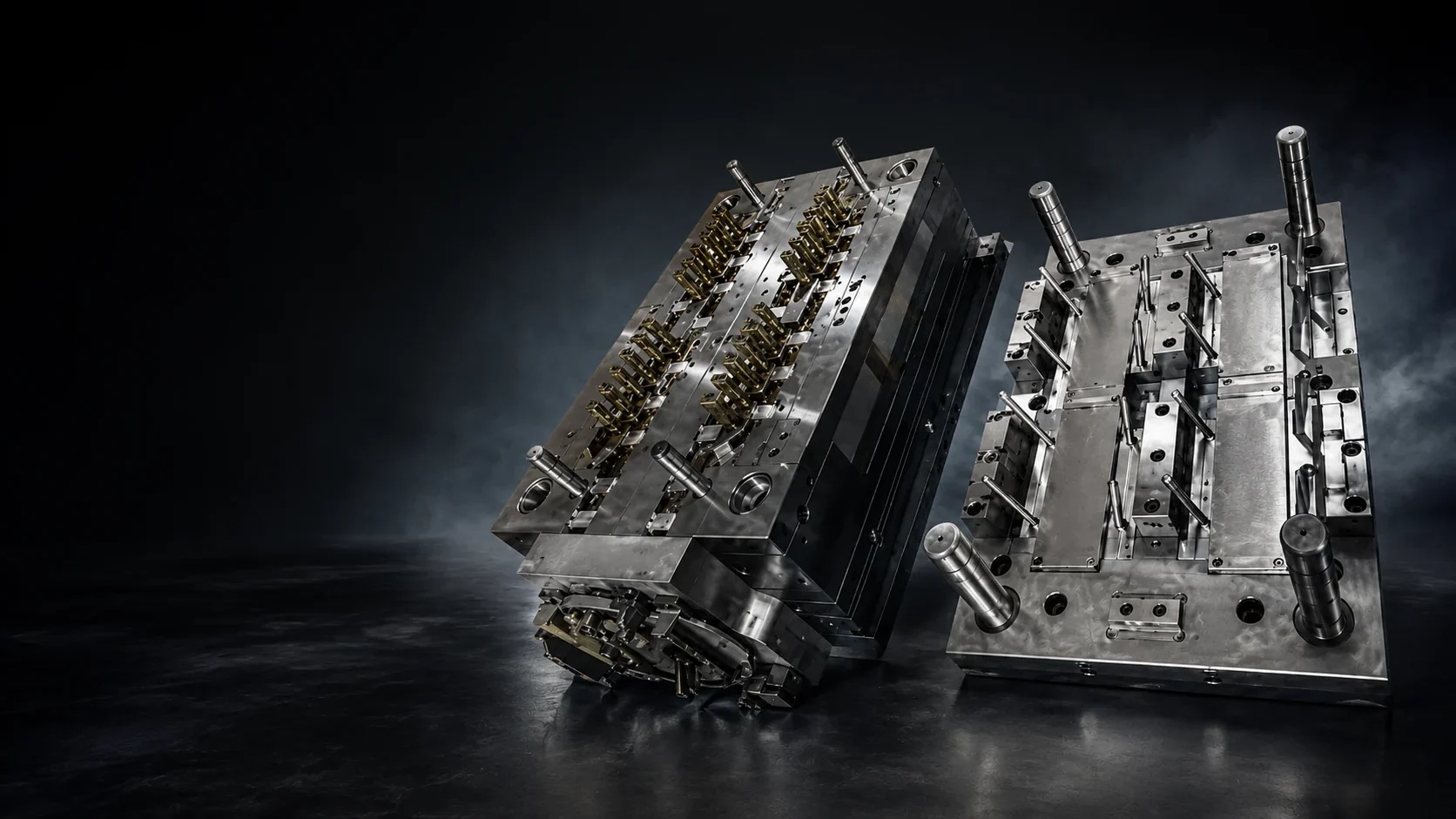
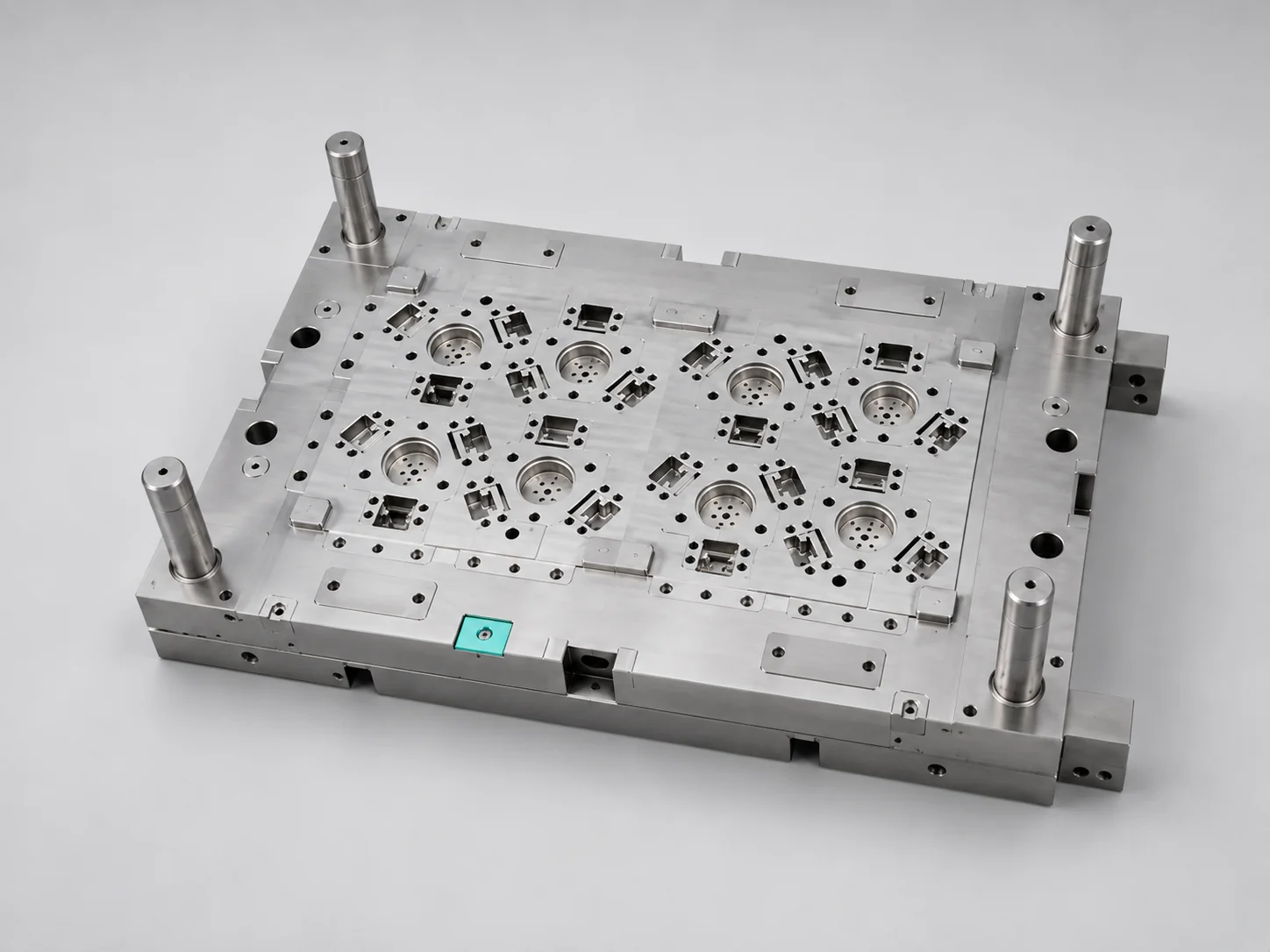
What Is a Multi-Cavity Mold?
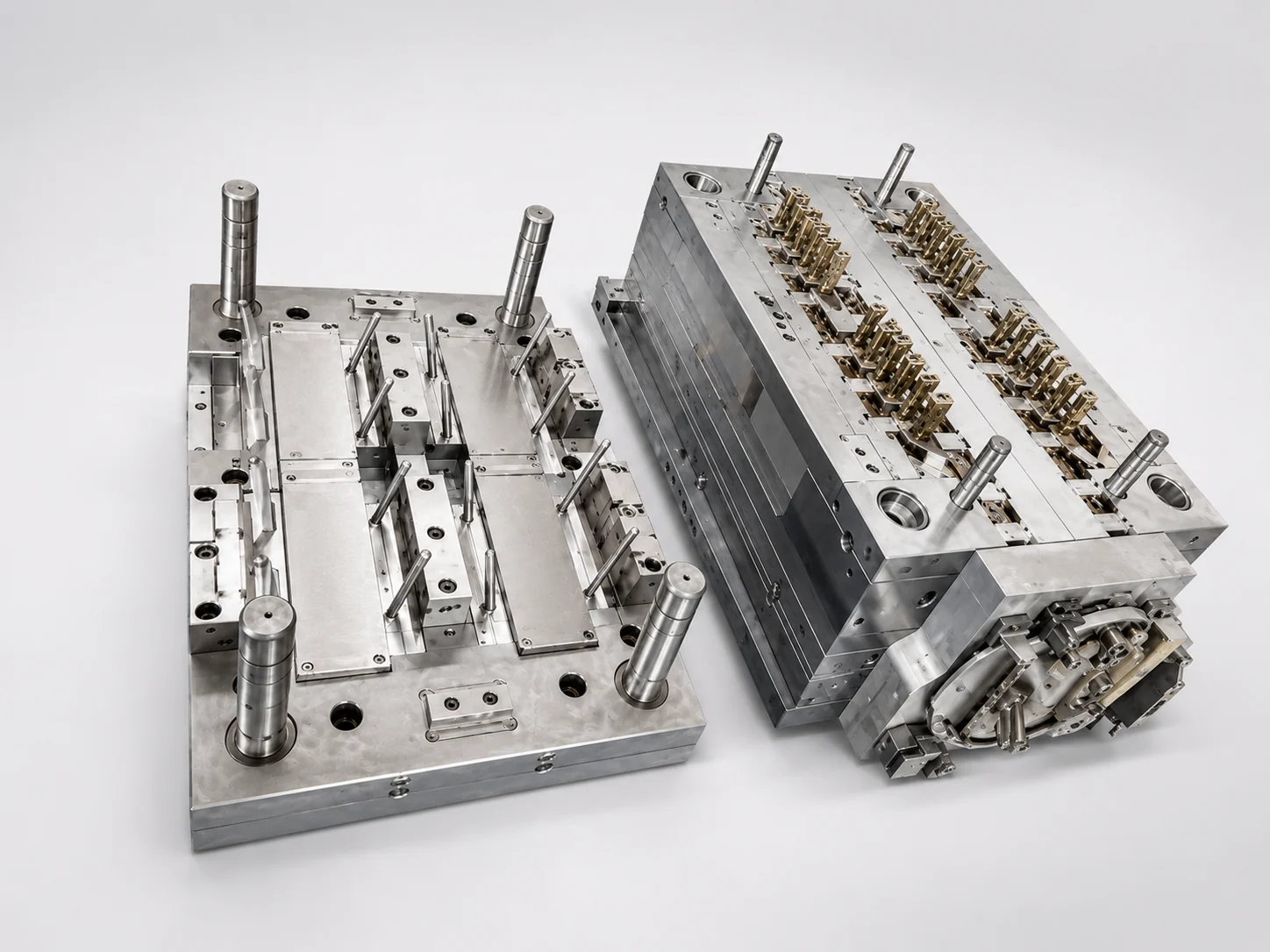
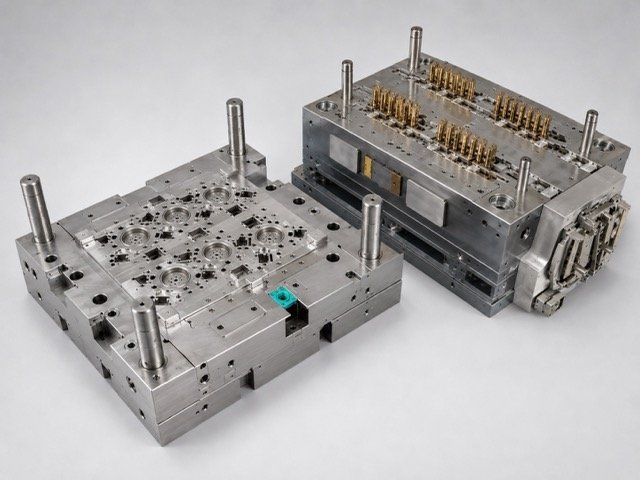
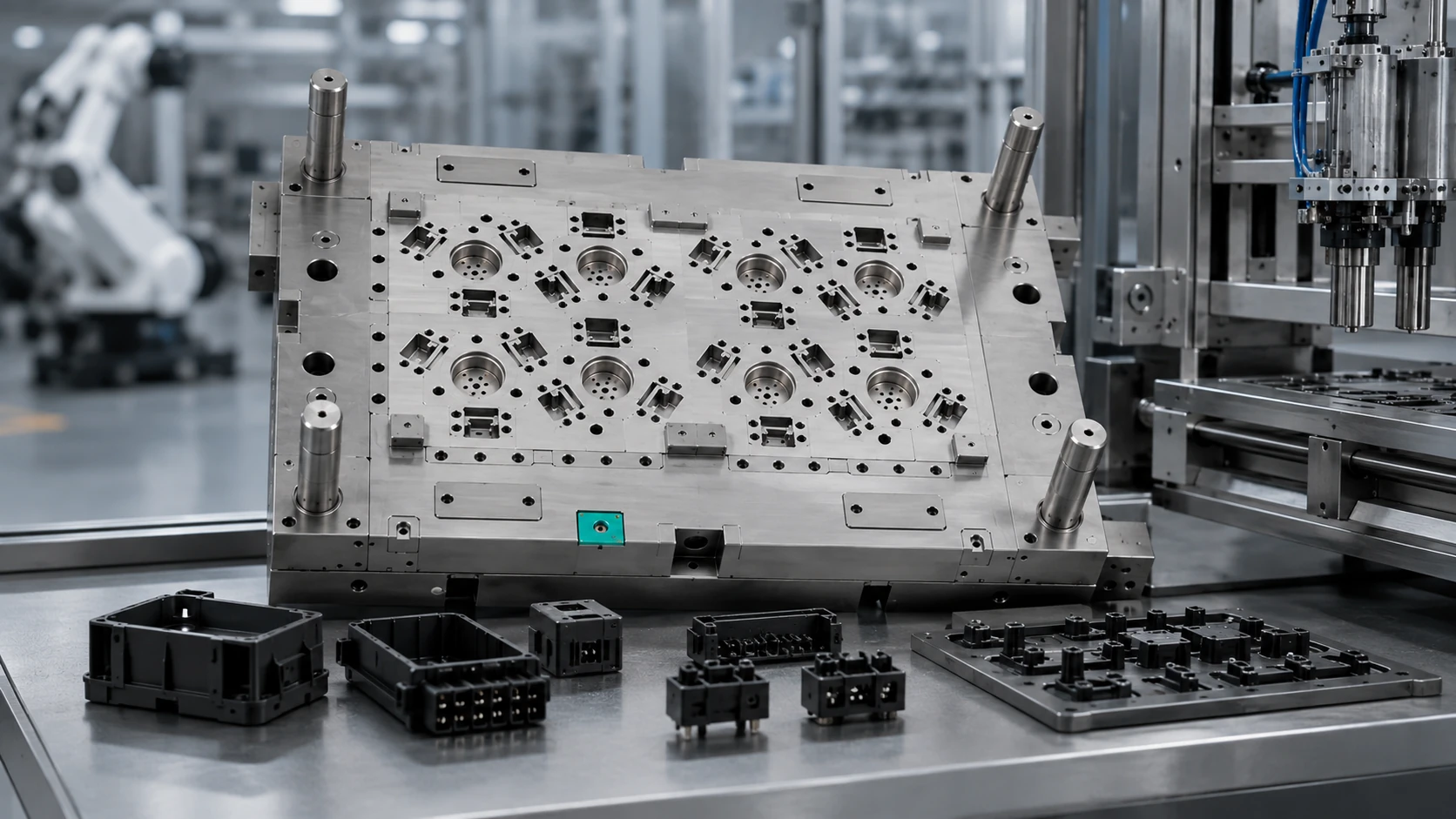
A multi-cavity mold is an injection mold designed with two or more identical cavities, allowing multiple identical plastic parts to be produced in one injection molding cycle.
GBM Multi-Cavity Mold Solutions from DFM to Mold Trial
We manage the entire engineering lifecycle, ensuring your high-volume tooling is built for stability and precision.
Step 1: RFQ & Drawing Review
We analyze your 2D/3D CAD files, material specs, and target annual volume.
Step 2: DFM / Part Feasibility
Evaluating draft angles, wall thickness, and potential molding risks before cutting steel.
Step 3: Cavity Number Evaluation
Determining the optimal layout (e.g., 4, 8, or 16 cavities) based on machine tonnage and ROI.
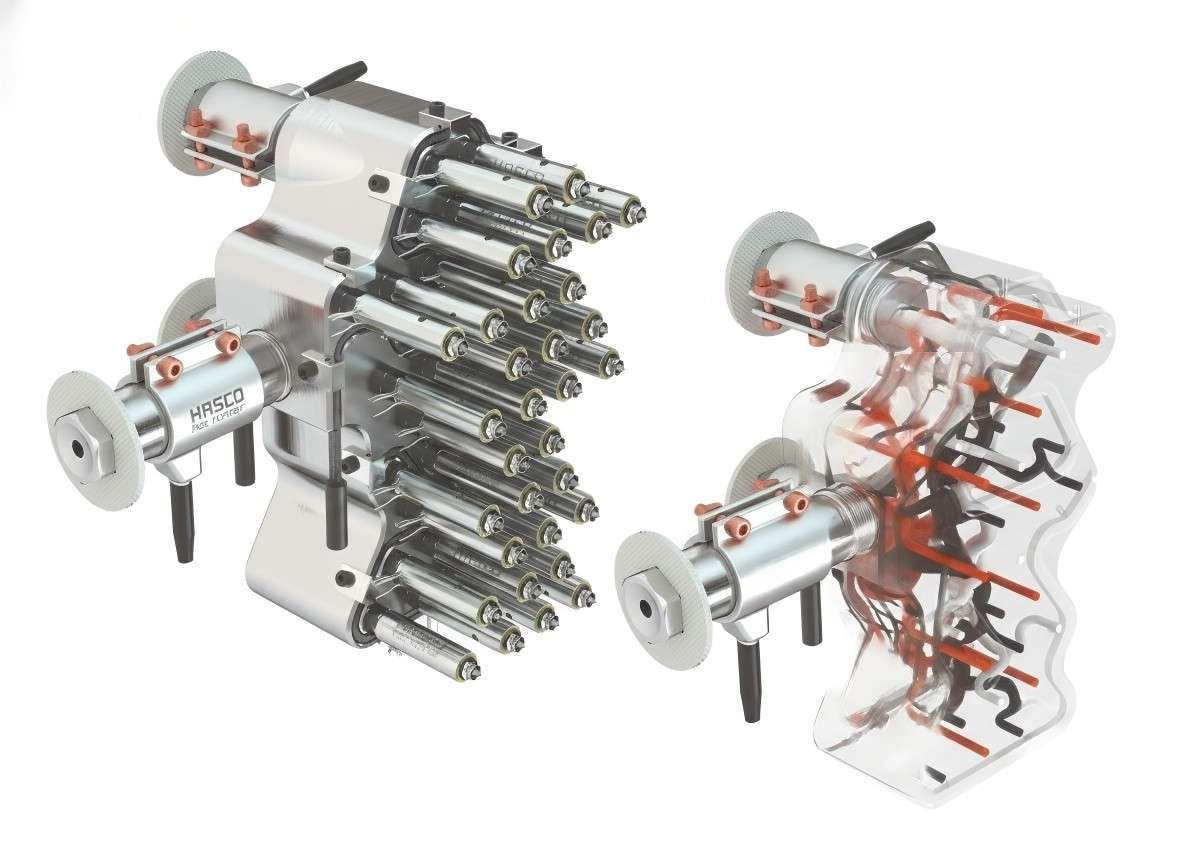
Step 4: Runner & Cooling Design
Utilizing Moldflow to balance melt delivery and design conformal cooling channels.
Step 5: Mold Manufacturing
Precision CNC, EDM, and slow wire cutting for inserts, cores, and cavities.
Step 6: Trial & CMM Inspection
T1 samples are produced and measured via Hexagon 3D CMM to verify cavity consistency.
Step 7: Sample Approval & Production
Upon approval, we support either mold shipping or in-house plastic injection molding services.
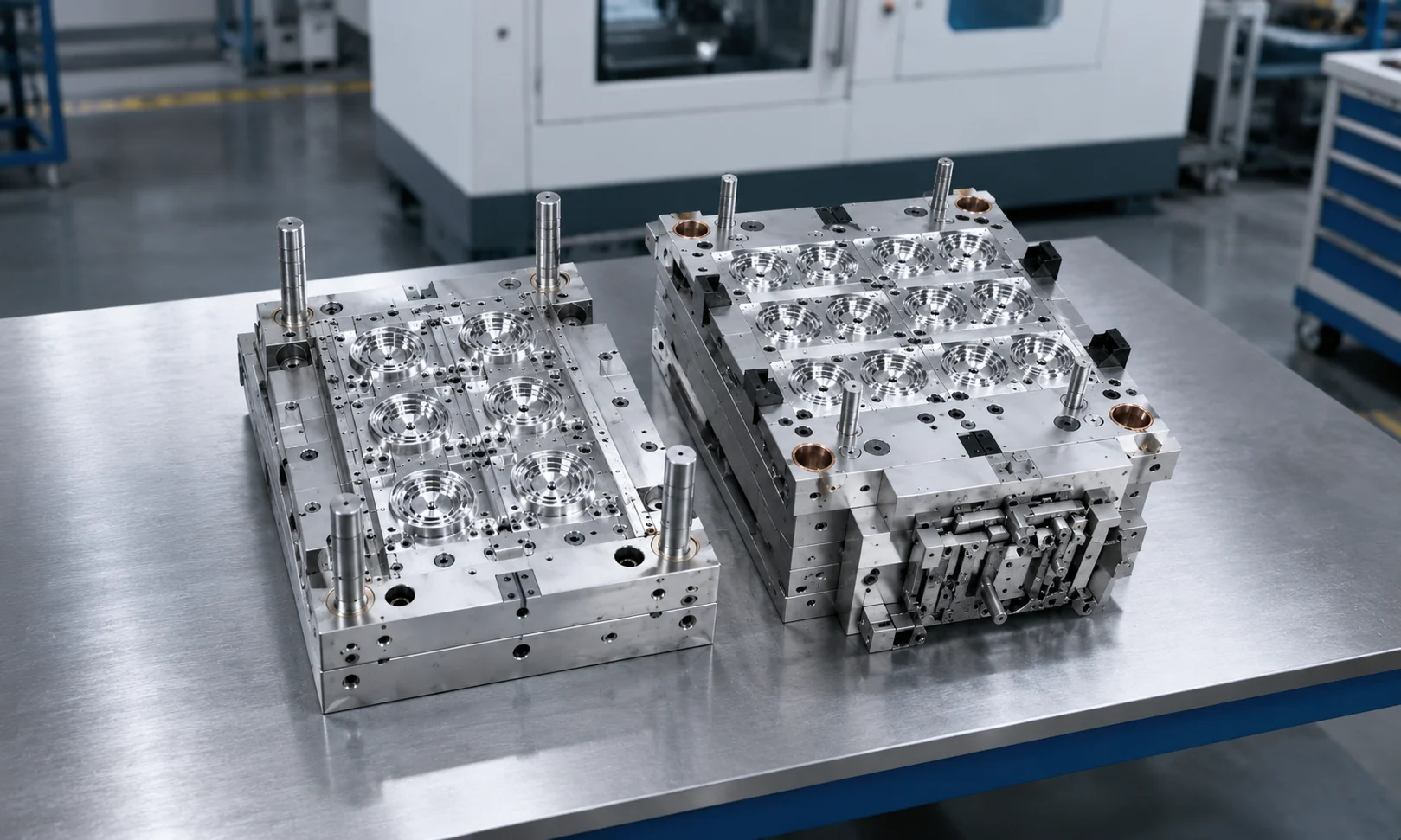
Multi-Cavity Mold Types We Build
Engineered for specific resins, volumes, and structural requirements.
Balanced Multi-Cavity Mold
Best For: High-volume production of identical plastic parts.
Key Design: Symmetrical runner layout ensuring same filling time and pressure path for every cavity.
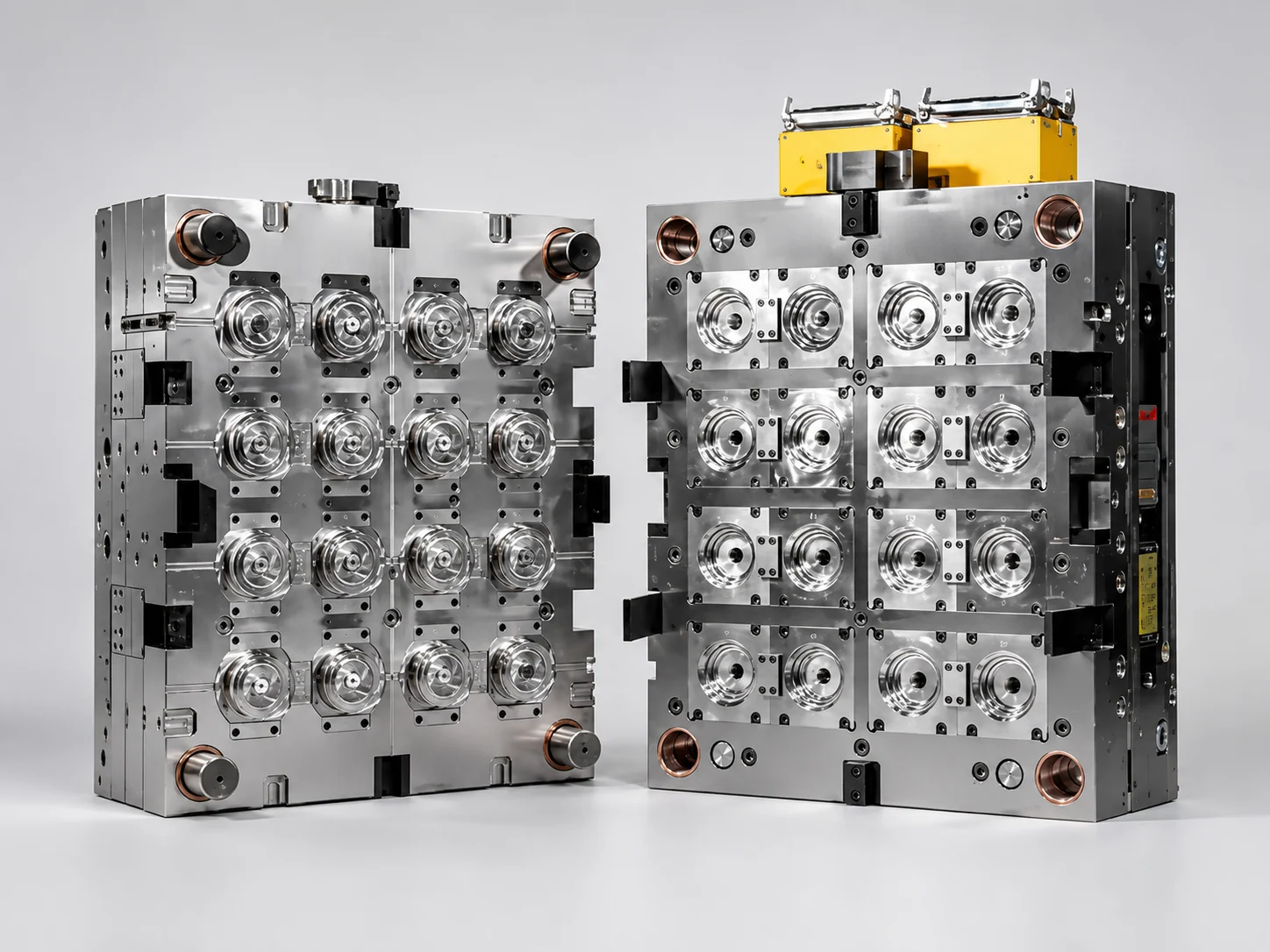
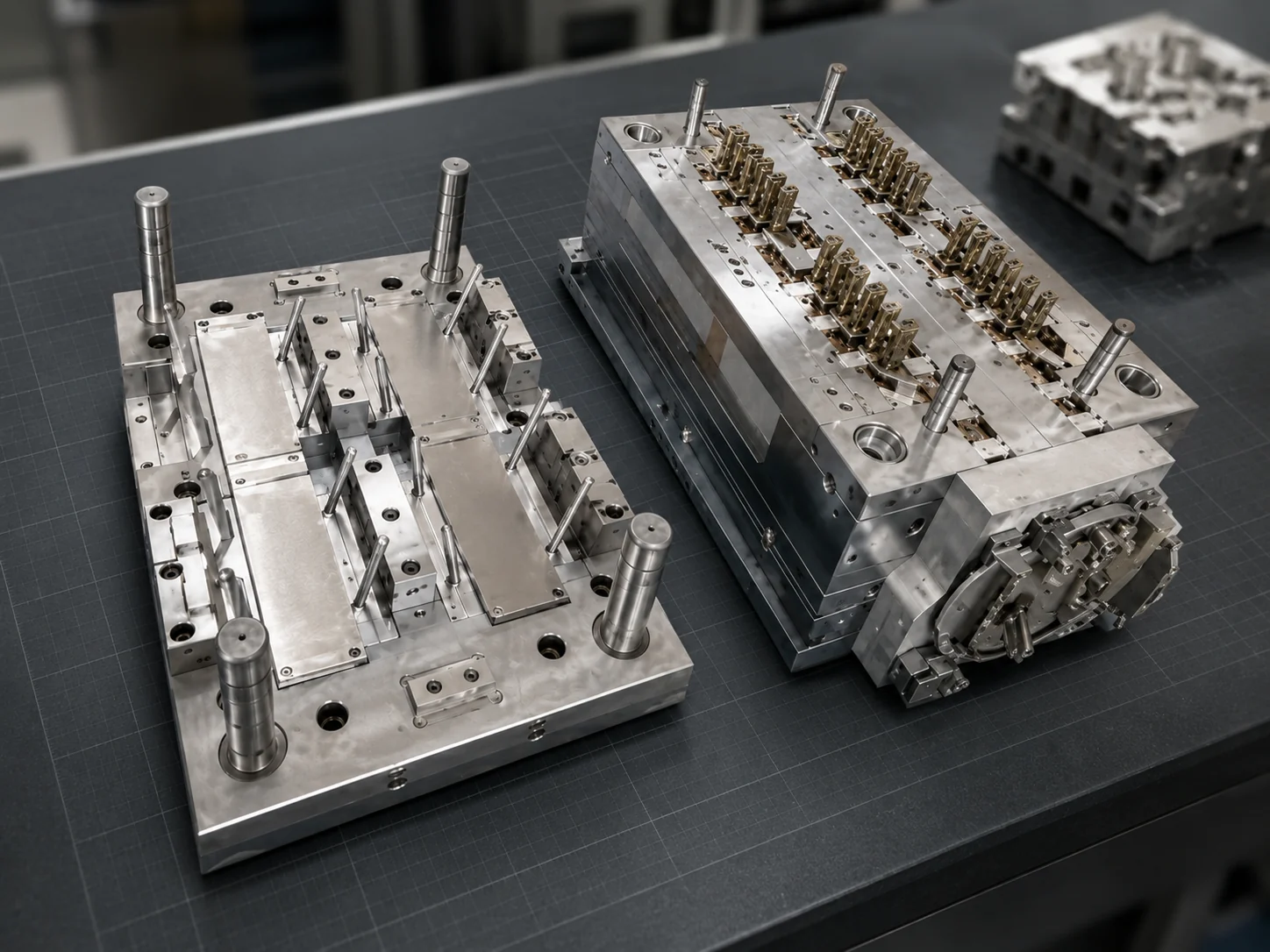
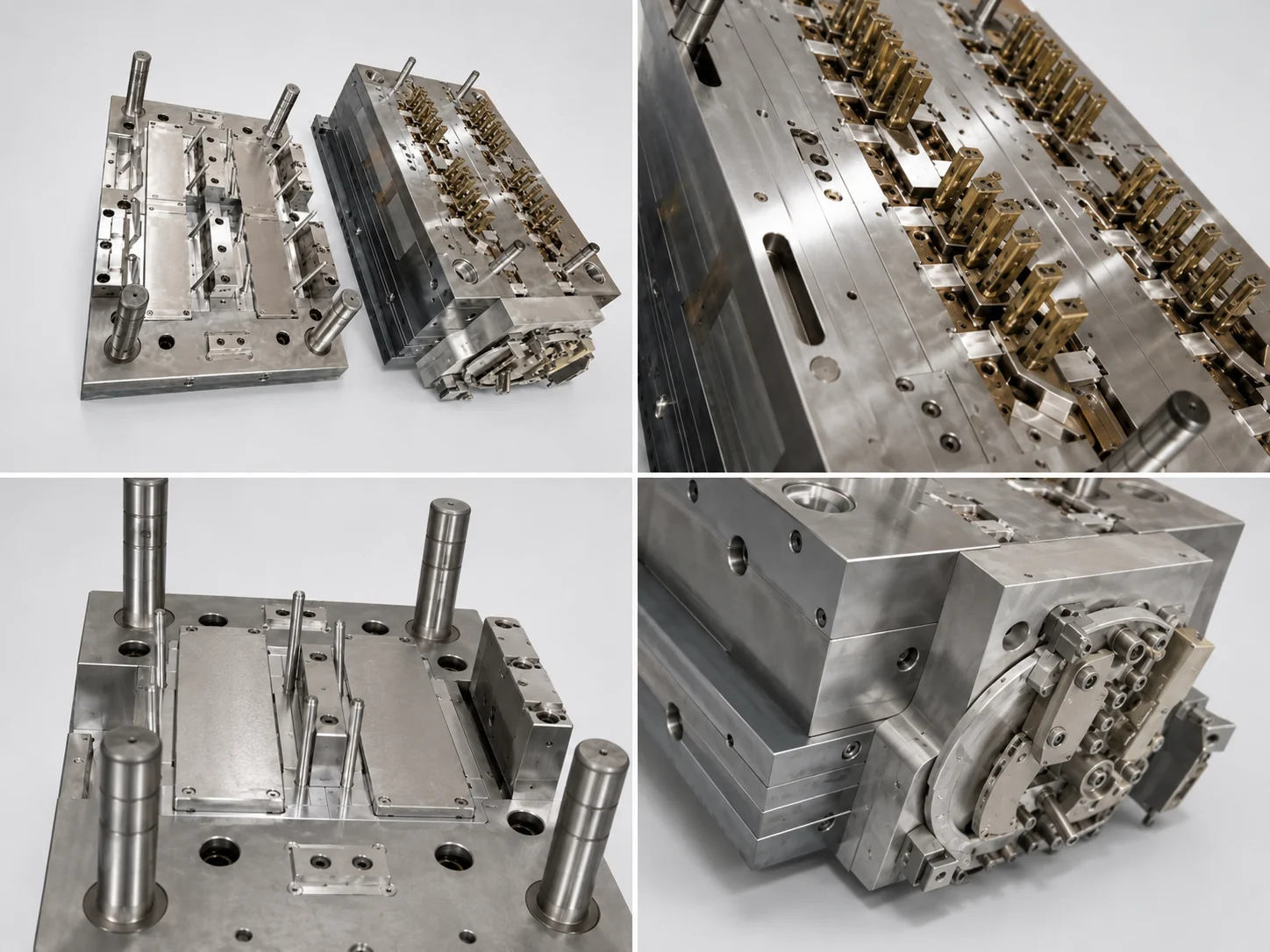
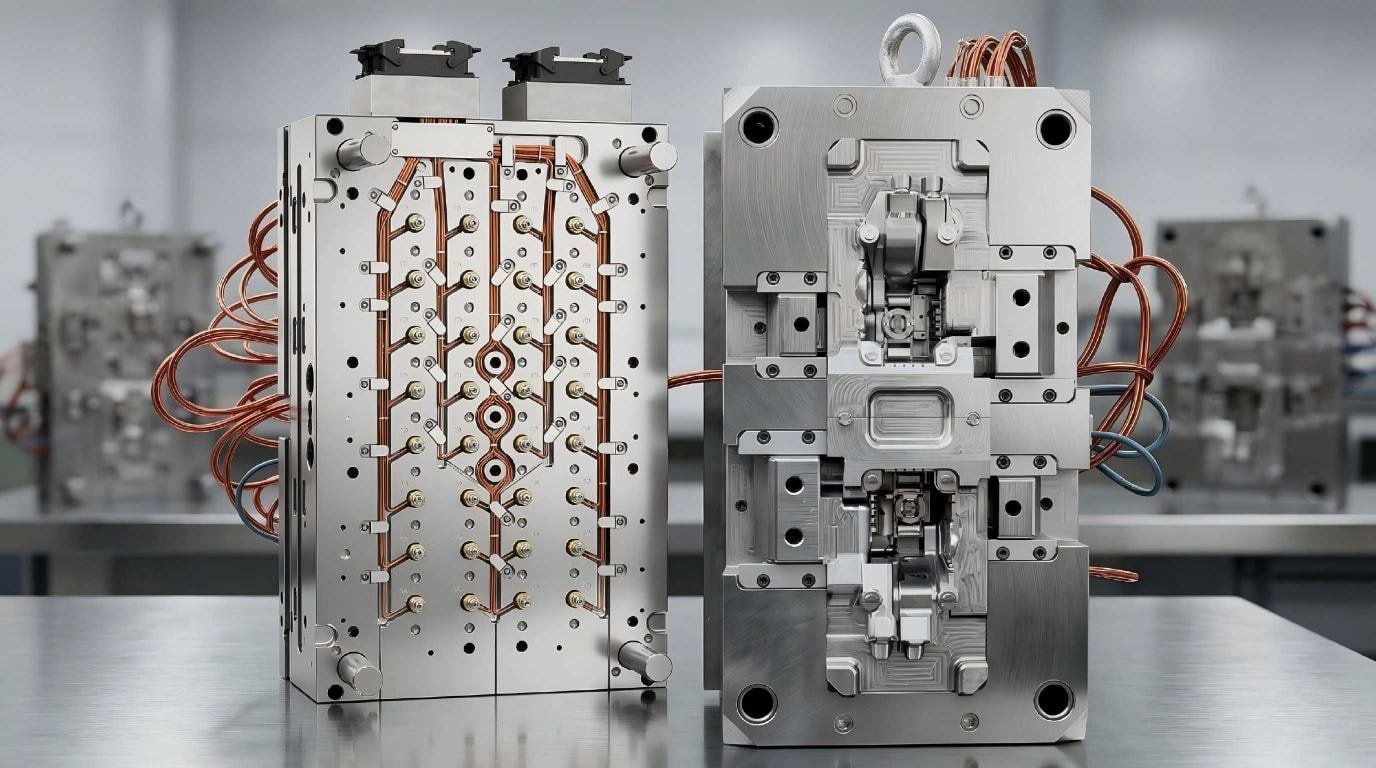
Hot Runner Multi-Cavity Mold
Best For: High-output, material-sensitive, or high-cosmetic requirement projects.
Key Design: Reduced runner waste and highly stable melt delivery for continuous repeat production.

Cold Runner Multi-Cavity Mold
Best For: Budget-sensitive, simpler structures, and medium-to-high annual volumes.
Key Design: Lower initial tooling cost and simpler maintenance; runner waste needs evaluation.

Multi-Cavity Insert Mold
Best For: Metal inserts, terminals, connectors, and automotive parts.
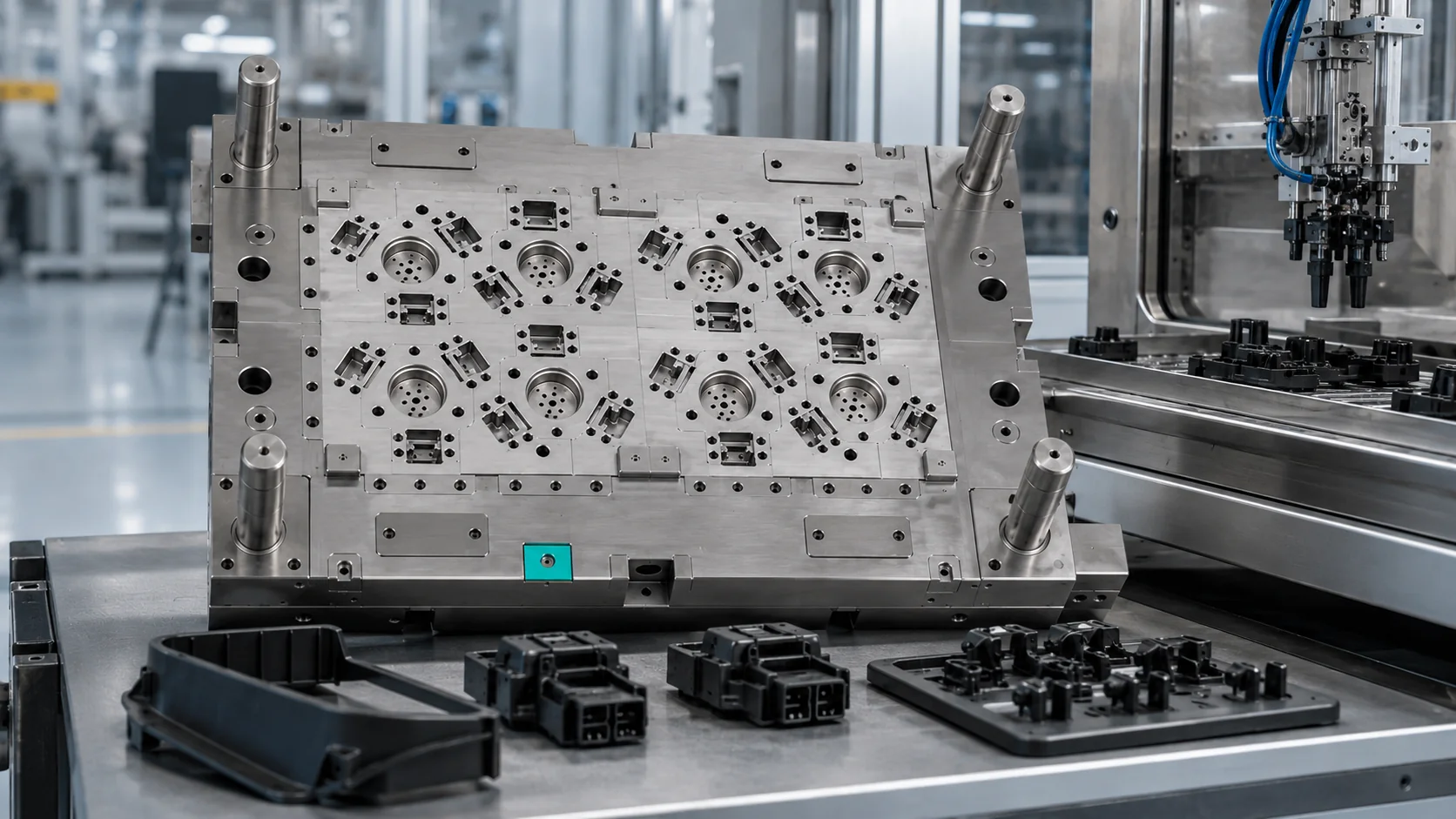
Key Design: Precise insert positioning, repeatability, and fixture/operator efficiency considerations.
High-Precision Multi-Cavity Mold
Best For: Electronics, connectors, medical devices, and industrial small parts.
Key Design: Rigorous CNC/EDM machining and CMM inspection to guarantee cavity-to-cavity consistency.
Mold for High-Volume Molding
Best For: Stable products, mass production, and long-term supply programs.
Key Design: Optimized cycle times, high mold durability, advanced cooling balance, and maintenance planning.
Custom Multi-Cavity Mold Specifications
| Mold Type | Multi-cavity injection mold |
| Cavity Options | 2, 4, 8, 16+ cavities, customized after DFM evaluation |
| Part Type | Identical plastic parts / high-volume molded components |
| Runner System | Hot runner, cold runner or customized balanced runner |
| Gate Design | Tab gate, sub gate, hot tip gate or project-specific gate design |
| Mold Steel | Selected according to resin, mold life, surface requirement and production volume |
| Plastic Materials | ABS, PP, PC, POM, PA, PBT, PMMA, PC/ABS, TPE, TPU, TPV, PEI, PPS, PEEK, PA+GF |
| Surface Finish | Polishing, EDM texture, mirror finish or custom finish |
| Inspection Support | CMM report, sample QC report, steel hardness check, water testing |
| Application Industries | Automotive, electronics, medical devices, industrial components, aircraft-related parts |
| Lead Time | Customized according to mold size, cavity number and structure complexity |
* Final cavity number is not decided by quantity alone. GBM evaluates part size, projected annual volume, resin flow behavior, machine tonnage, mold structure, runner balance and maintenance requirements before recommending the optimal cavity layout.
Key Engineering Factors Behind a Stable Multi-Cavity Mold
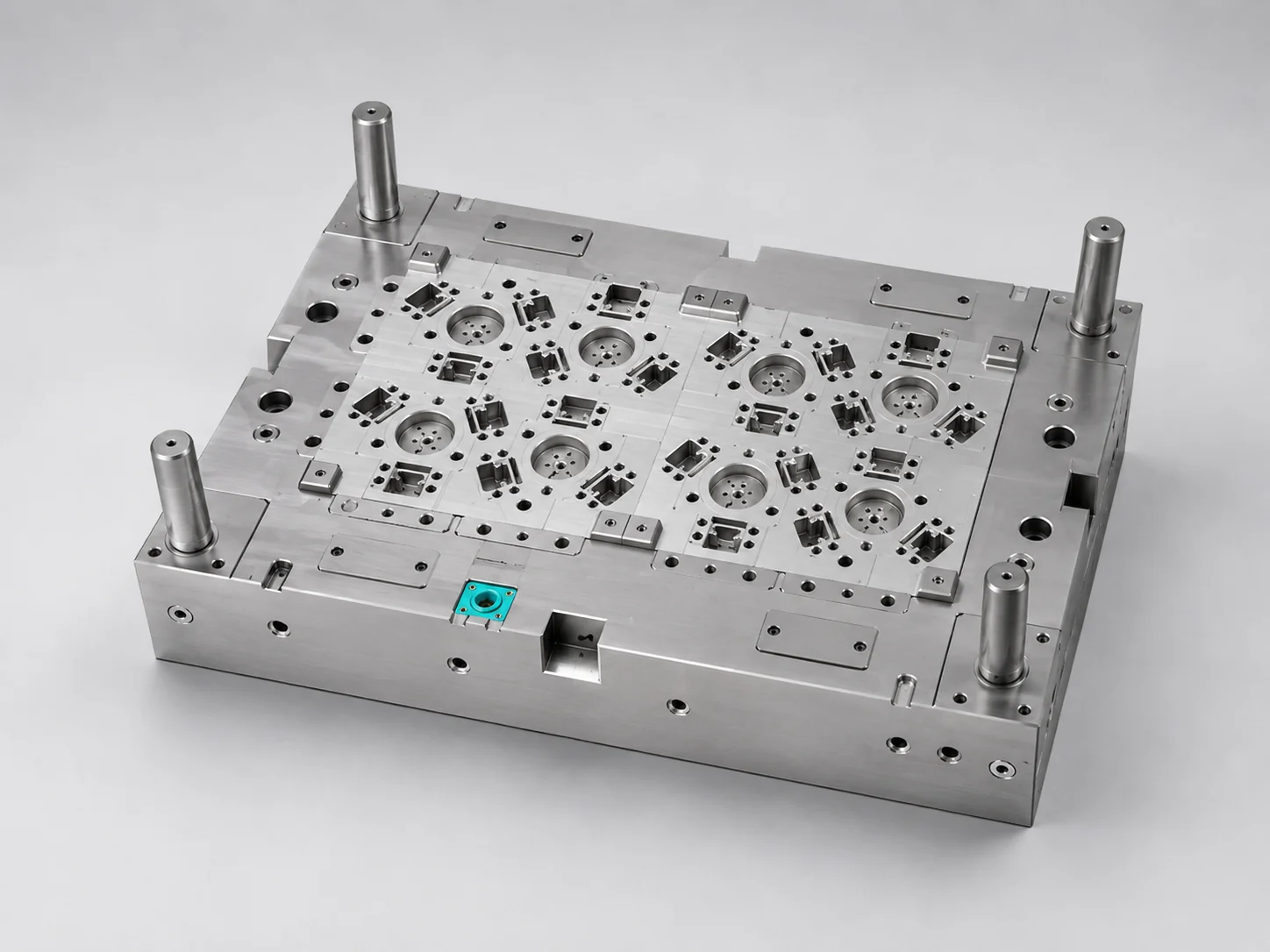
1. Cavity Layout
Cavities should be arranged symmetrically to support balanced filling, efficient cooling, and maintain a practical overall mold size for the target machine.
2. Runner Balance
The runner system must be engineered to deliver molten resin to each cavity with identical pressure, temperature, and filling time to prevent inconsistencies.
3. Gate Design
Gate location and type directly affect flow marks, weld lines, packing pressure, and the final cosmetic appearance of the molded parts.
4. Cooling Channel Design
Uneven cooling across cavities can cause warpage, shrinkage variations, and longer cycle times. We design optimized water lines for uniform heat dissipation.
5. Ejection System
The ejector pin layout must release all parts simultaneously and smoothly without causing deformation, stress whitening, or visible marks.
6. Maintenance Strategy
For long-term production, utilizing replaceable cavity inserts and maintainable core structures reduces downtime if a single cavity is damaged.
Why Choose a Multi-Cavity Mold for High-Volume Production?
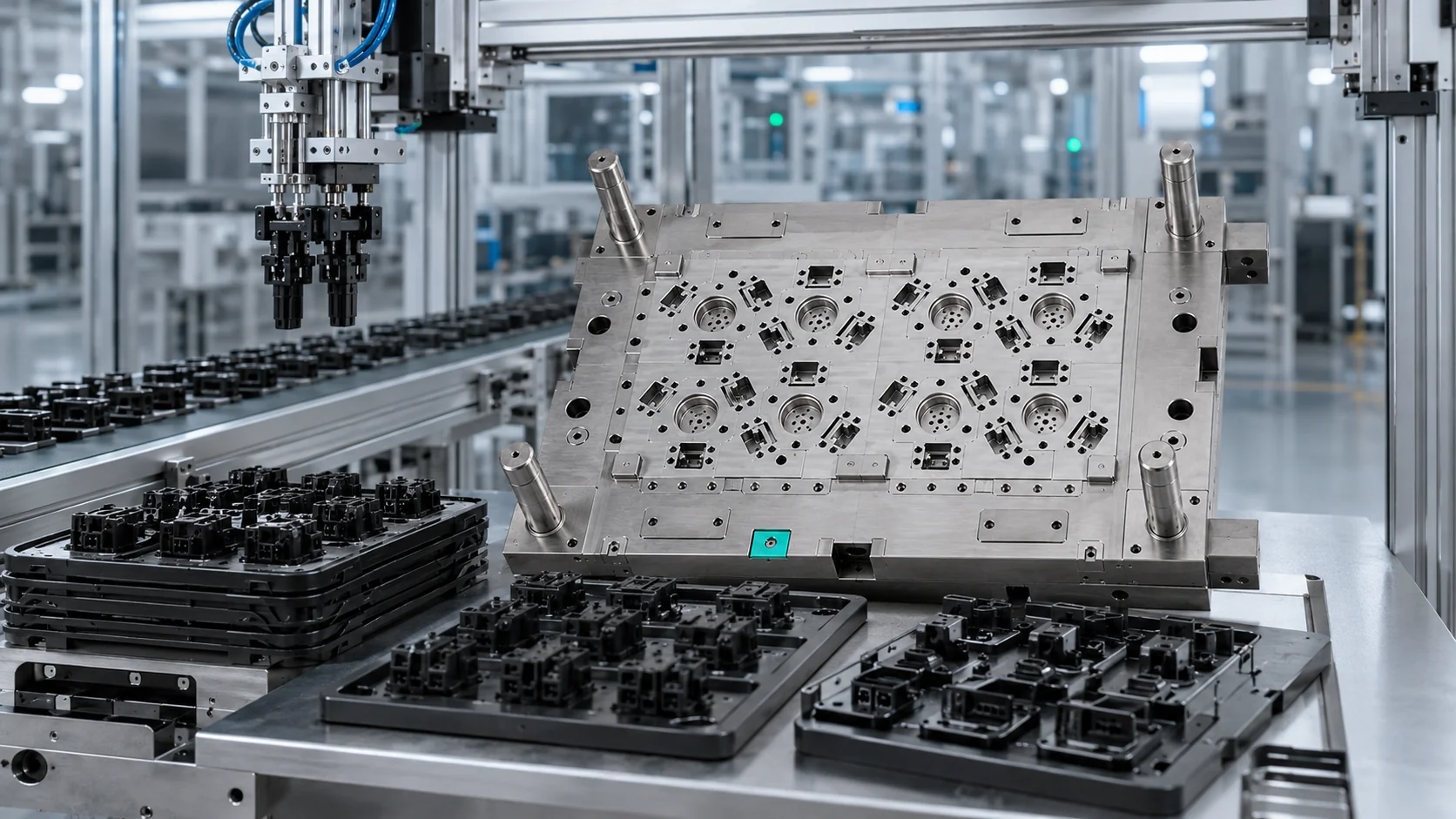
1. Higher Output
With a 4-cavity or 8-cavity mold, one injection cycle produces multiple identical parts, multiplying output instantly.
2. Lower Cost Per Part
Reduces machine time and operator labor per unit, drastically lowering piece-part cost when annual demand justifies the tooling.
3. Better Machine Utilization
Maximizes the efficiency of larger injection molding machines, ensuring you get the most out of every production hour.
4. Shorter Lead Time
Large repeat orders are fulfilled faster, preventing assembly line bottlenecks and supply chain delays.
5. Stable Supply
Provides a reliable and scalable supply chain solution for long-term, high-volume manufacturing programs.
6. Consistent Dimensions
When runner and cooling balance are expertly engineered, all parts maintain strict dimensional consistency.

Single-Cavity Mold vs Multi-Cavity Mold: Which One?

Choosing between single and multiple cavities is a balance of upfront investment versus long-term production savings. Here is a clear comparison to guide your engineering decision.
| Feature | Single-Cavity Mold | Multi-Cavity Mold |
|---|---|---|
| Best For | Prototypes, low-volume, large parts, unstable designs, early validation. | Stable designs, high annual volume, repeat orders, cost reduction. |
| Initial Tooling Cost | Lower | Higher |
| Production Output | 1 part per cycle | 2, 4, 8+ parts per cycle |
| Cost Per Part | Higher (in large runs) | Significantly Lower |
| Design Change Flexibility | More flexible, easier to modify one cavity. | Less flexible, requires modifying all cavities. |
| Maintenance Risk | Simple maintenance. | Requires careful runner, gate, and cooling maintenance. |
Multi-Cavity Mold vs Family Mold: Do Not Confuse Them
While both produce multiple parts per cycle, their engineering goals and risks are entirely different.
Multi-Cavity Mold

- Part Type: Same part, repeated multiple times.
- Main Goal: High output and lower cost per part.
- Filling Balance: Easier to achieve symmetry.
- Risk: Cavity-to-cavity dimensional consistency.
- Best Application: High-volume production of one stable plastic component.
Family Mold
- Part Type: Different related parts (e.g., top and bottom housing).
- Main Goal: Reduce tooling count for an assembly set.
- Filling Balance: Highly challenging due to different part volumes.
- Risk: Different part sizes create filling/cooling imbalance and higher scrap risk.
- Best Application: Producing a set of related parts in lower or medium volume.
How to Choose the Right Cavity Number
Determining the optimal cavity count is a critical engineering decision. To provide an accurate recommendation, we need to review specific project details.
What You Need to Provide:
- 3D CAD files
- 2D drawings with tolerances
- Plastic material specs
- Estimated annual volume
- Target cycle time
- Cosmetic requirements
- Expected mold life
- Target cost per part
GBM Evaluation Logic:
Is the product design completely stable?
Is the projected annual volume high enough to justify the tooling cost?
Can the part size fit multiple cavities within a practical mold size for your machine tonnage?
Can the selected resin fill all cavities evenly without excessive pressure drop?
Are side actions, lifters, or unscrewing mechanisms too complex for a high cavity count?
Is the ROI better than using a single-cavity or lower-cavity tool?
Multi-Cavity Mold Applications
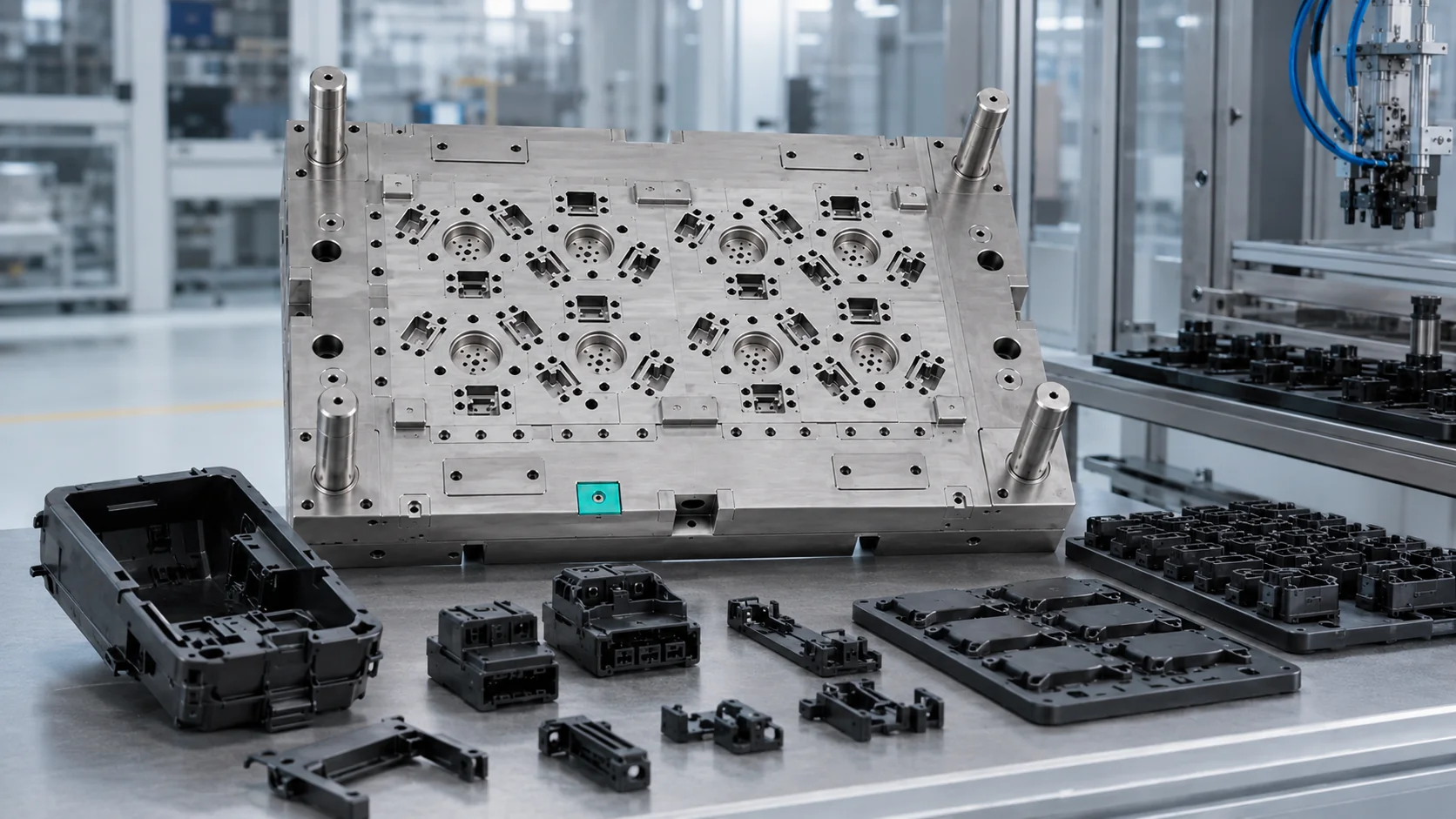
Automotive Plastic Parts
Clips, connectors, housings, interior small parts, and functional plastic components requiring high volume and strict tolerances.
Electronics & Electrical
Connectors, switch parts, precision housings, and internal components where cavity-to-cavity consistency is critical for assembly.
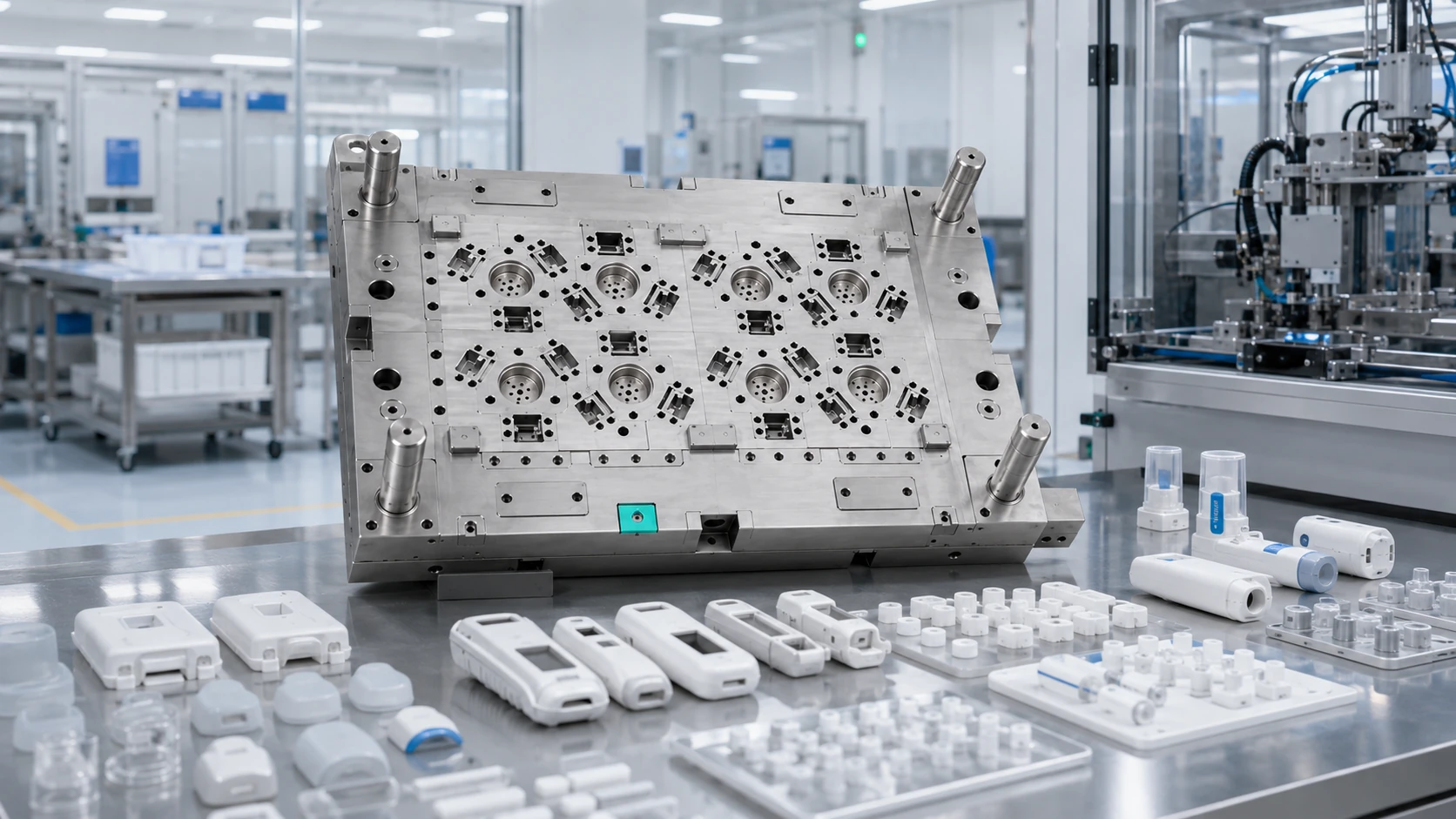
Medical Device Parts
Casings, disposable components, and small precision molded parts where material flow and clean ejection are mandatory.
Industrial Components
Caps, brackets, enclosures, threaded plastic parts, and equipment components produced in mass quantities.
High-Volume Assembly Parts
Any repeated identical parts used in larger assemblies. Whether you need a two-shot mold or a standard multi-cavity tool, we ensure scalable production.
Why GBM for Multi-Cavity Mold Manufacturing?

Engineering Review Before Cutting Steel
GBM meticulously reviews drawings, part structure, material, tolerance, and production volume before initiating mold design.
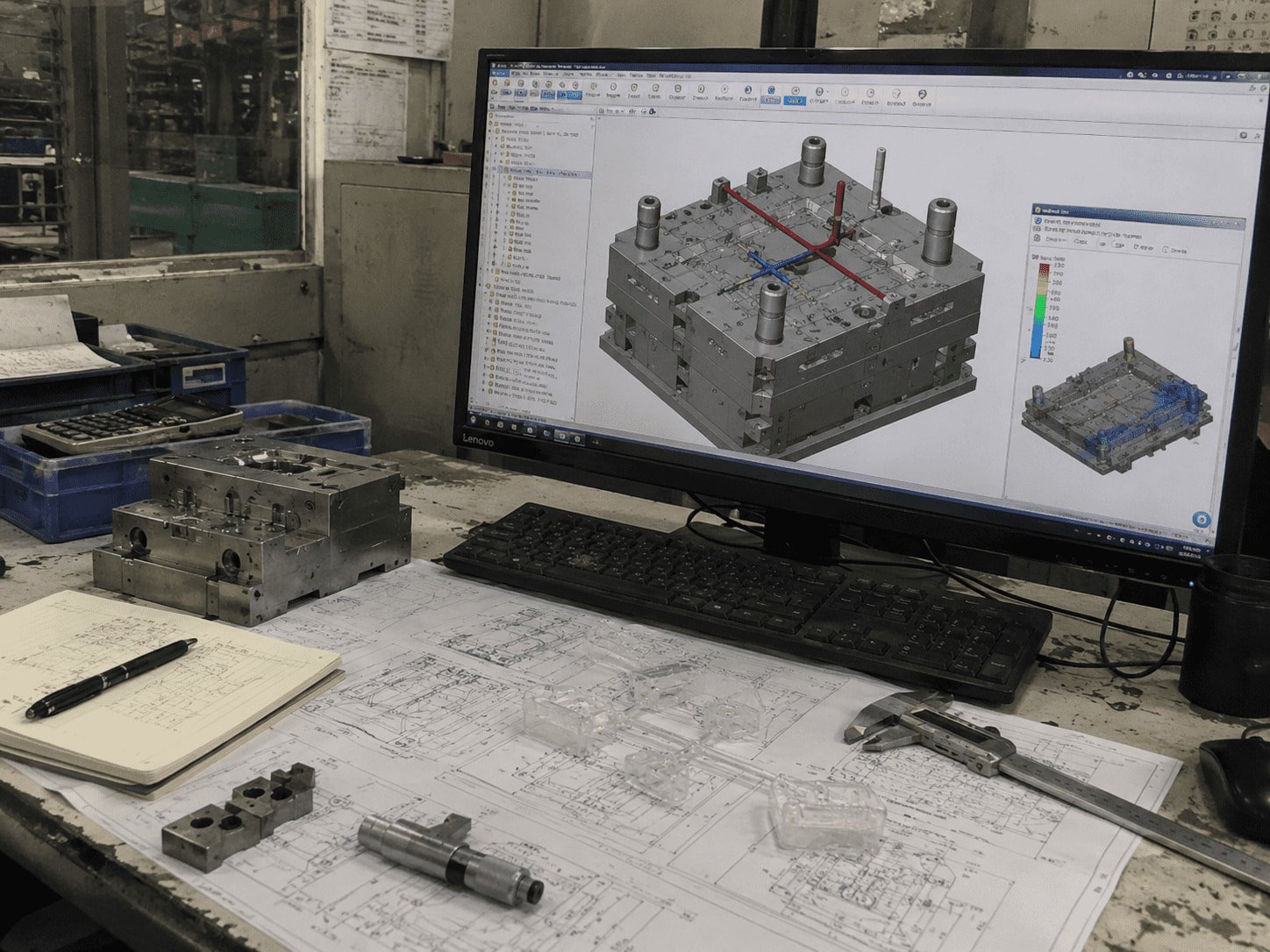
Mold Design + Moldflow Support
Moldflow and DFM help us evaluate filling balance, gate position, and potential molding issues for multi-cavity layouts.
Precision Machining Capability
Our CNC, EDM, mirror EDM, slow wire cutting, and grinding machines support precise mold components machining.
CMM-Based Inspection
GBM provides full CMM reports for molded parts, cavities, cores, sliders, and critical mold components to verify accuracy.
Trial Updates & Weekly Reports
Customers receive transparent weekly progress reports, along with mold trial pictures and videos to track project status remotely.
Mold Making + Injection Molding
Beyond tooling, GBM supports complete injection molding production, offering a true one-stop solution.
Quality Control for Cavity-to-Cavity Consistency
For multi-cavity molds, checking one "good sample" is never enough. GBM ensures consistency across every cavity through a rigorous QC flow.
1. Incoming Material Inspection
Steel, mold base, and raw material certificates provided upon request, alongside hardness and dimension checks.
2. In-Process Component Inspection
Every mold component is checked before moving to the next process. Strict CNC and EDM component verification.
3. Mold Trial & Sample Inspection
Comprehensive T1 sample review, including sample QC reports and CMM dimension reports for parts from different cavities.
4. Water Testing & Ejection Check
Rigorous cooling channel water testing for leaks/flow, and ejection movement checks to ensure smooth part release.
5. Final Fit / Form / Function Review
Final mold review before delivery, incorporating mold trial feedback and securing customer confirmation.

Project Experience Related to Complex & High-Output Molds
Our engineering capability extends across highly complex tooling requirements.
Precision Insert Mold Experience
GBM successfully engineered and manufactured precision insert molds involving more than 1,400 inserts.
Demonstrates capability in complex mold design, extreme precision machining, and engineering problem-solving.
Stack Mold for High-Volume
Delivered a high-output stack mold project from initial design to mold shipping in approximately 9 weeks.
Showcases our capacity to design and execute high-output tooling structures under tight deadlines.
Aircraft Component Molds
Manufactured 4 sets of 1+1 molds for airplane components, with each mold weighing around 1350 kg, featuring complex sliders and lifters.
Highlights our ability to handle large-scale, structurally complex molds with strict project management.
Frequently Asked Questions
What is a multi-cavity mold?
How many cavities can an injection mold have?
When should I choose a multi-cavity mold instead of a single-cavity mold?
Is a multi-cavity mold more expensive?
Does a multi-cavity mold always reduce the cost per part?
What is the difference between a multi-cavity mold and a family mold?
What information does GBM need to recommend the cavity number?
How does GBM control cavity-to-cavity consistency?
Can multi-cavity molds be used for insert molding?
Can GBM support both mold making and injection molding production?
Start Your Multi-Cavity Mold Project with GBM
Send us your project details for a comprehensive DFM review and cavity number recommendation. Our engineers will analyze your files and provide actionable feedback.
Please provide:
- 2D/3D CAD Drawings
- Estimated Annual Volume
- Part Material
- Required Cavity Number (if known)
Annie@gbminjection.com
+86 15268369865
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City