Cold Runner Mold Manufacturer in China for Injection Molding Tooling
GBM designs and manufactures custom cold runner injection molds for prototype validation, low-to-medium volume production, multi-cavity parts, family molds and export tooling projects. We review sprue, runner, gate, cooling, venting, ejection, T1 samples and CMM inspection before mold shipment.
- 2-plate, 3-plate, multi-cavity and family cold runner mold design
- Cold runner system evaluation for injection molding projects
- Runner balance, gate location, cooling and ejection review before steel cutting
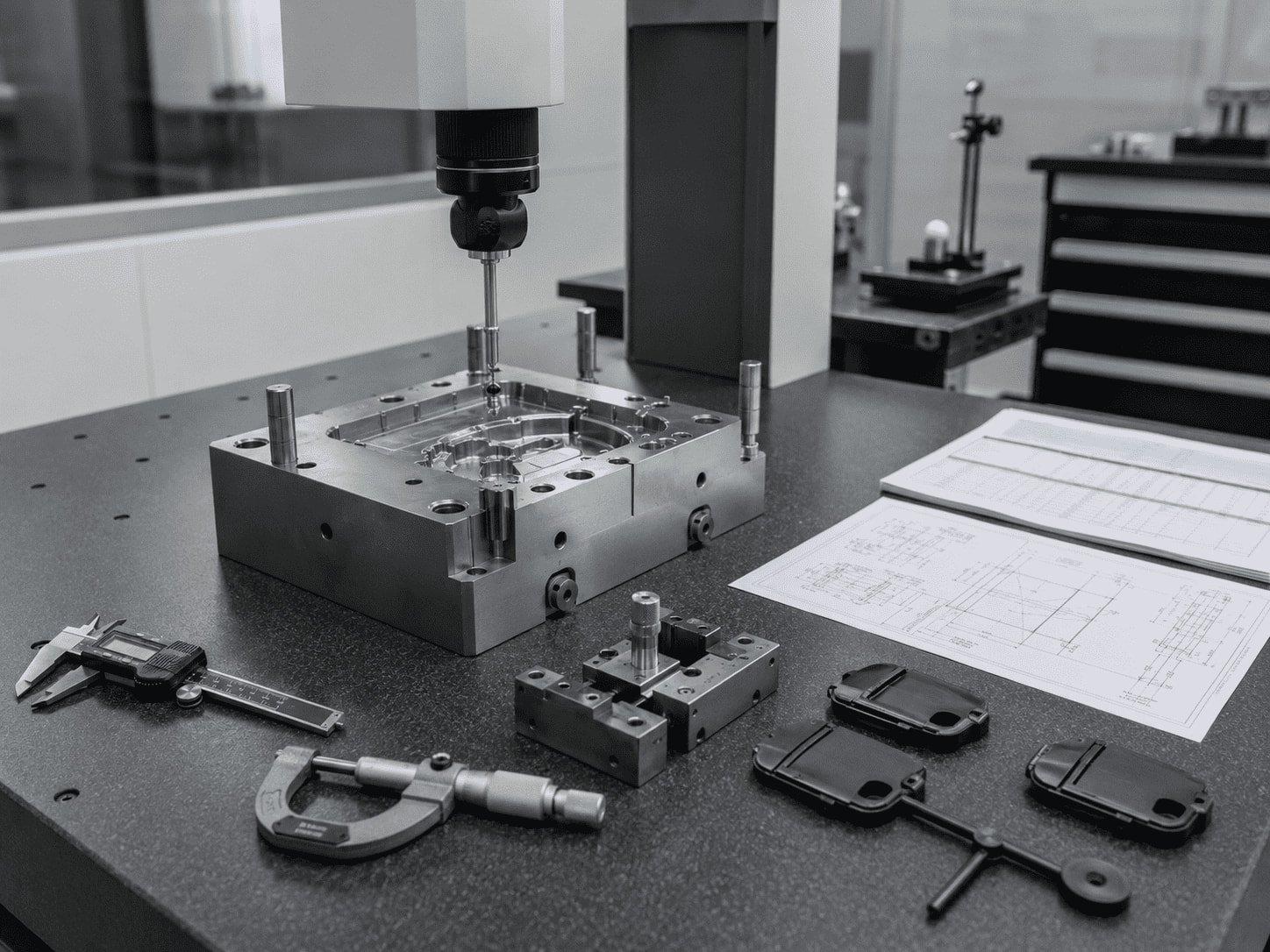
- T1 mold trial, sample inspection, CMM report and trial video available
- Export-ready mold package with drawings, spare parts and packing photos
Quick Facts
- Mold Type: 2-plate / 3-plate / multi-cavity / family mold
- Runner System: Unheated cold runner
- Best For: Prototype, low-to-medium volume, color change projects
- Materials: ABS, PP, PC, POM, PMMA, PA, PBT, TPE, TPU, PEI, PPS, PEEK
- Support: DFM, moldflow, T1 samples, CMM reports
- Quote Data Needed: 2D/3D drawings, resin, annual volume, tolerance
Cold Runner Injection Molding Solutions from China
GBM supports custom cold runner injection molding tooling for buyers who need a practical mold structure, lower initial tooling investment and complete engineering support from DFM to T1 trial and export mold delivery.
China Cold Runner Mold Manufacturer
GBM manufactures custom cold runner injection molds in China for overseas OEM buyers, engineering teams and molding companies. We support DFM review, mold design, CNC/EDM manufacturing, T1 sampling, CMM inspection and export mold packaging.
Request China Mold Quote →Cold Runner System for Injection Molding
We design the sprue, runner, gate, cooling, venting and ejection system according to part geometry, resin behavior, part weight and annual production volume. The goal is to reduce filling imbalance, runner scrap and trimming risk before mold trial.
Review My Runner System →Multi-Cavity Cold Runner Mold
For repeated small or medium plastic parts, GBM evaluates cavity count, runner balance, pressure drop, cooling balance and ejection stability. This helps improve output while keeping initial mold cost under control.
Discuss Cavity Count →Cold Runner Mold for Small Parts
Cold runner molds can be practical for small plastic parts when production volume is moderate, resin cost is acceptable and the project needs simpler maintenance or easier material/color change. GBM checks whether runner weight may become too high compared with part weight.
Check If Cold Runner Fits →Cold Runner Mold at a Glance
A practical runner system for lower upfront tooling cost, easier maintenance, material flexibility, and early-stage production validation.
What It Is
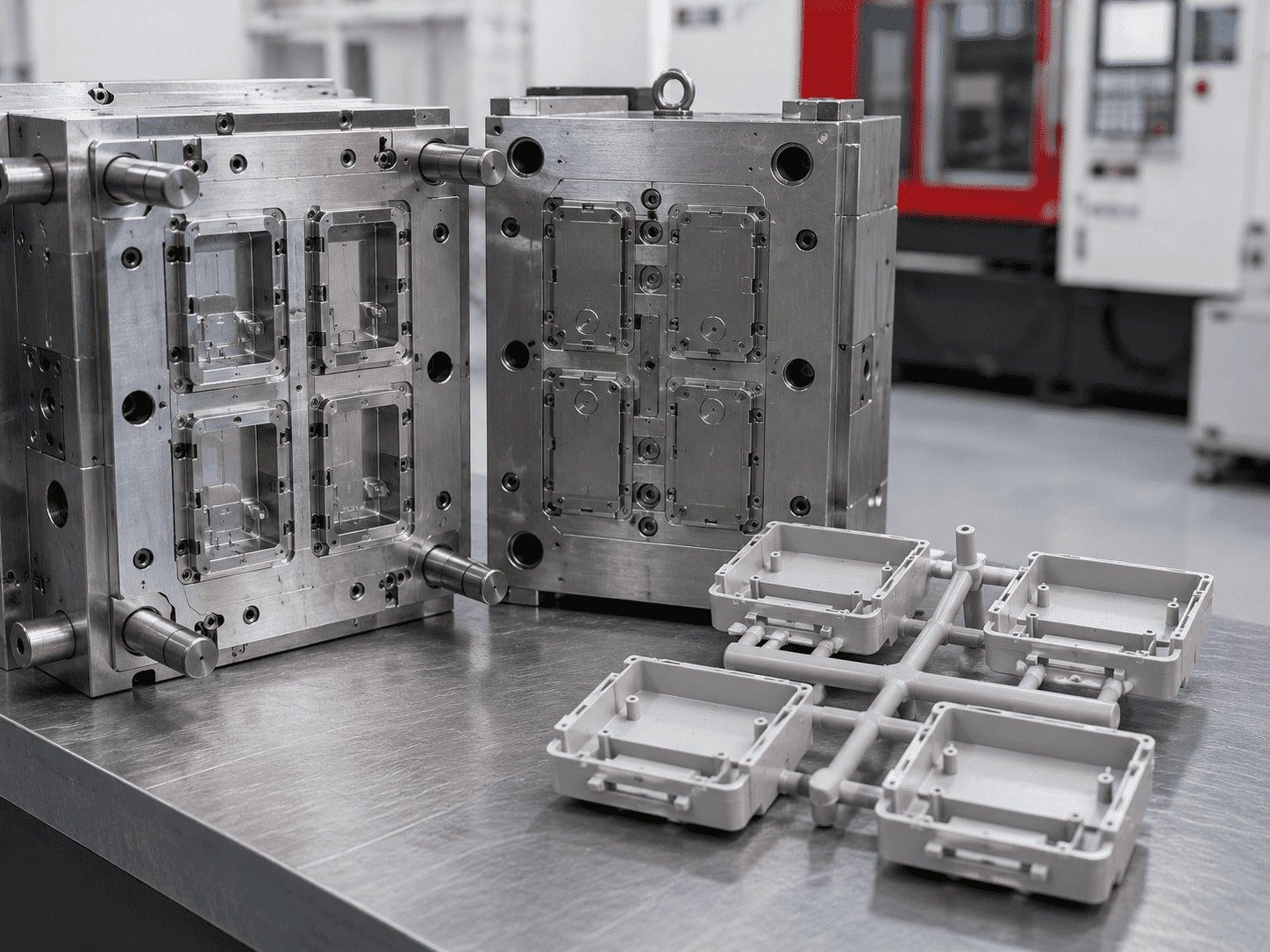
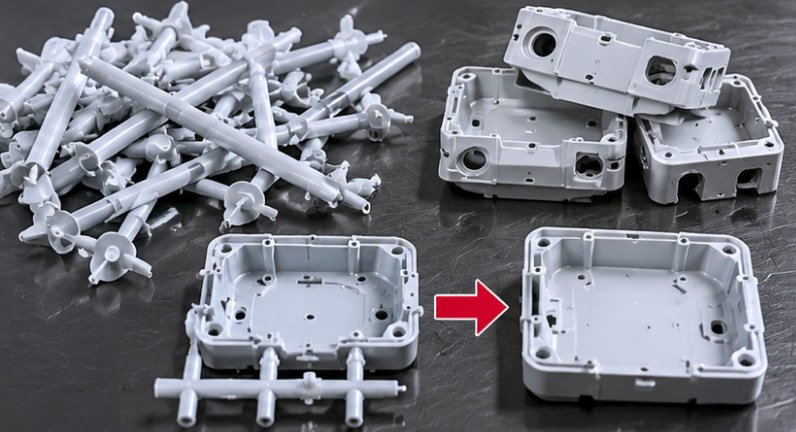
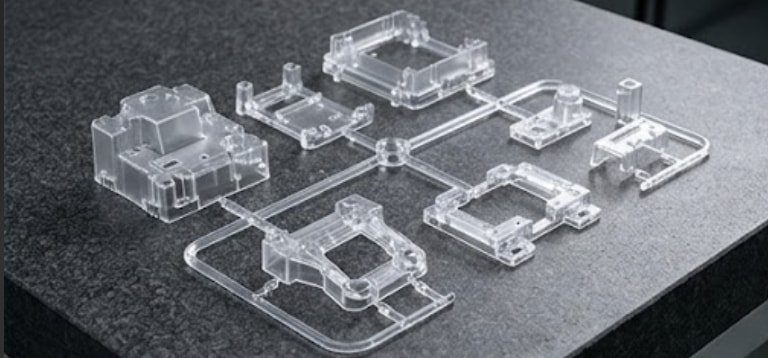
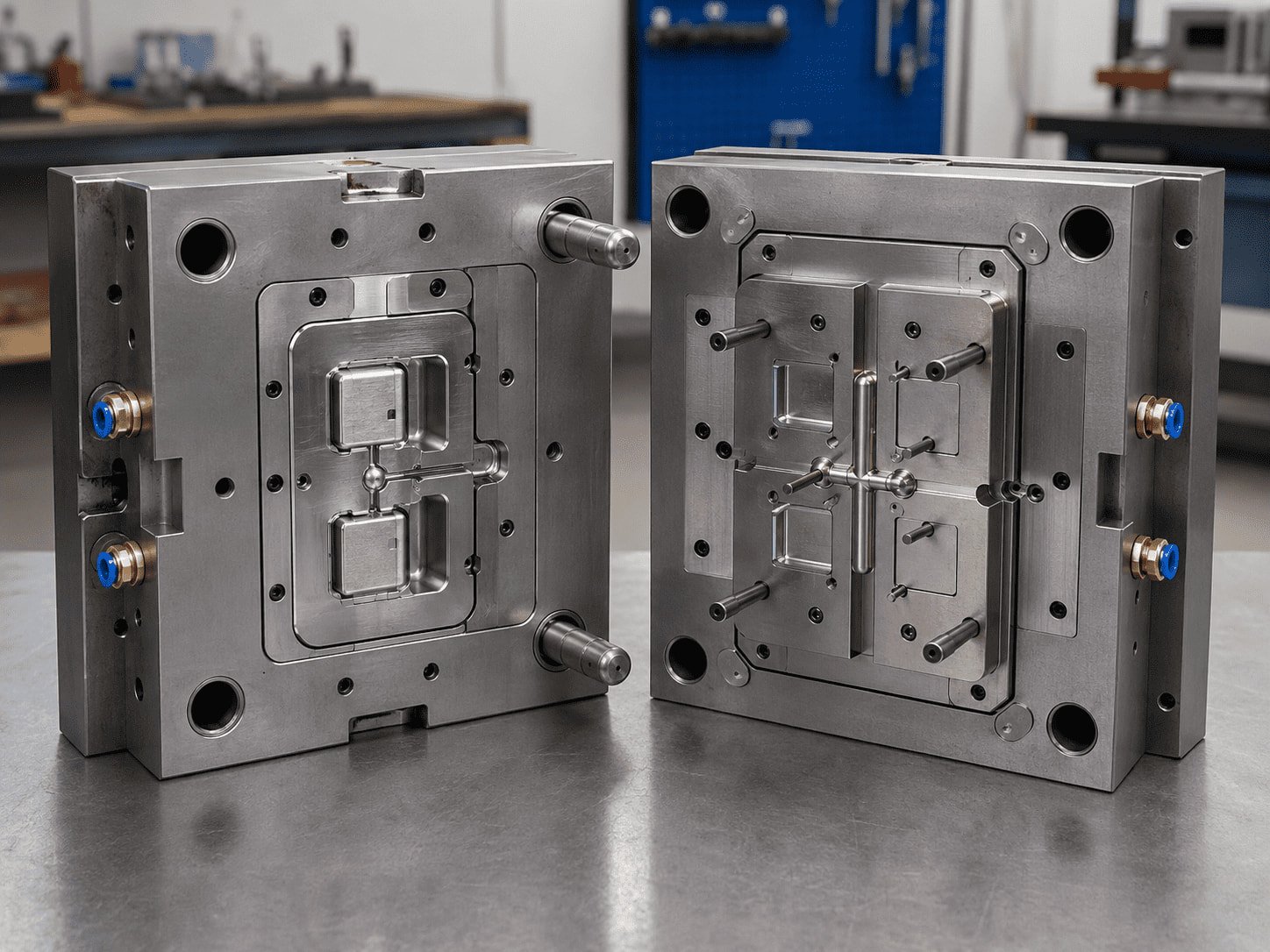
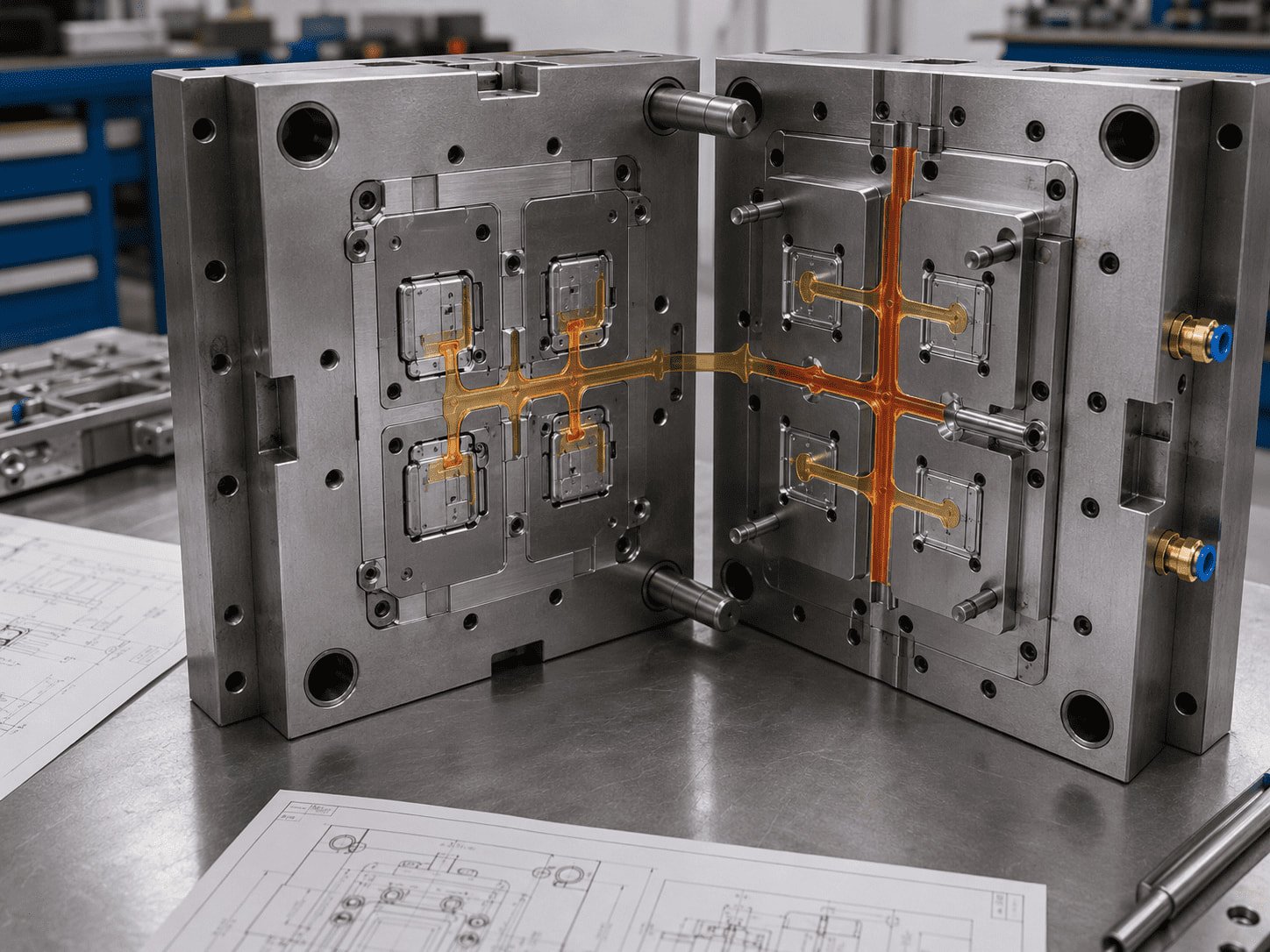
A cold runner injection mold uses an unheated runner system to transfer molten plastic from the injection machine nozzle through the sprue, runner and gate into each cavity. The runner cools and is ejected together with the molded part after each cycle.
How It Works
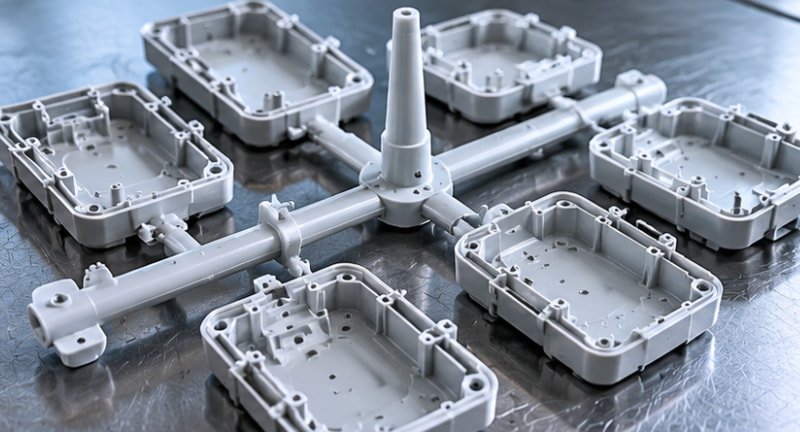
Molten resin flows through the sprue, runner, and gate into the cavity. After cooling, both the part and solidified runner are ejected, separated, trimmed, or reground.
Why Buyers Use It
Buyers choose cold runner molds when they need lower initial tooling cost, simpler mold structure, easier maintenance, flexible color or material change, and practical support for prototype or low-to-medium volume injection molding projects.
What to Watch
Cold runner molds are not always the lowest-cost option in total production. Buyers should compare runner scrap, resin price, part weight, trimming labor, cycle time, regrind policy, annual volume and gate appearance before choosing cold runner instead of hot runner.
A cold runner mold is best when the project requires lower initial tooling cost, simpler maintenance, material flexibility, or early-stage production validation.
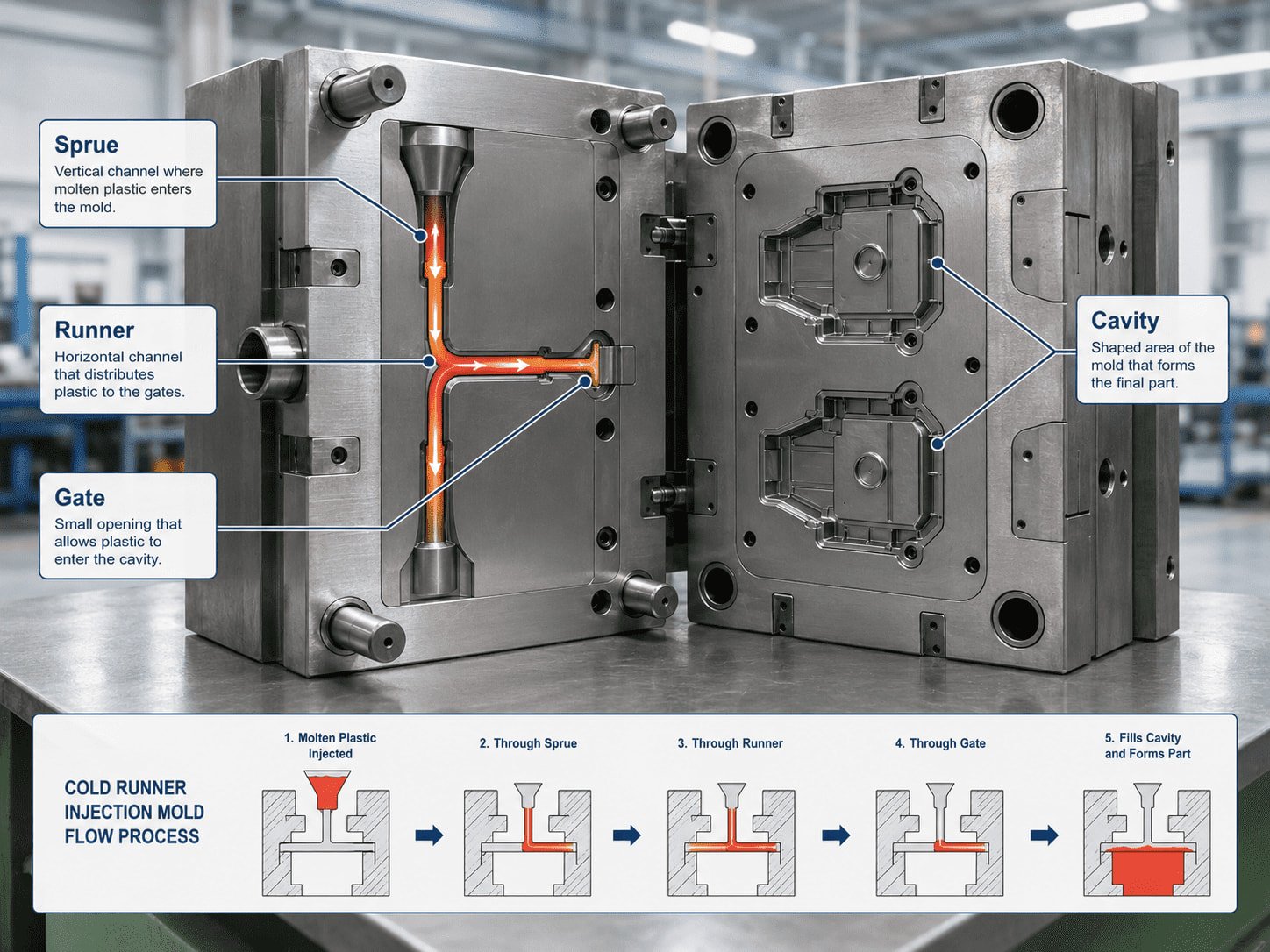
How a Cold Runner Injection Mold Works
In a cold runner mold, molten plastic flows through an unheated sprue and runner system before entering the cavity through the gate. The part and runner cool together, then both are ejected from the mold. This makes the mold structure simpler and more cost-effective, but buyers must consider runner scrap, trimming labor, cycle time, and regrind control.
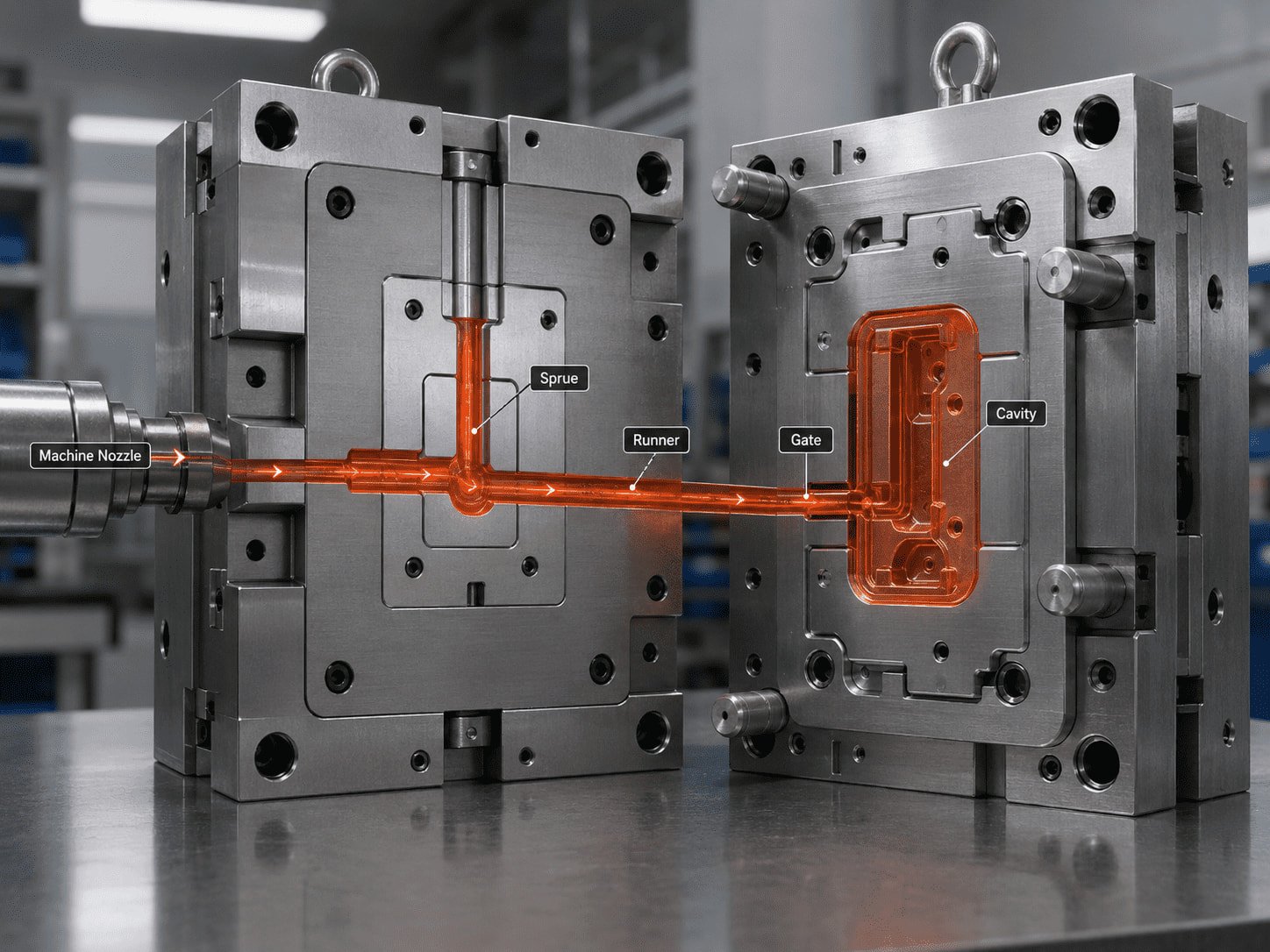
Fig 1: Plastic flow path through sprue, cold runner, gate, and mold cavity.
01 Plasticizing
Plastic resin is melted in the injection molding machine barrel.
02 Injection Through Sprue
Molten plastic enters the mold through the sprue bushing and main sprue.
03 Flow Through Cold Runner
The material flows through unheated runner channels inside the mold plate.
04 Gate Into Cavity
Plastic enters the cavity through selected gate locations such as edge gate, submarine gate, pin gate, or tab gate.
05 Cooling & Solidification
The molded part and runner cool together until they are solid enough for ejection.
06 Ejection & Trimming
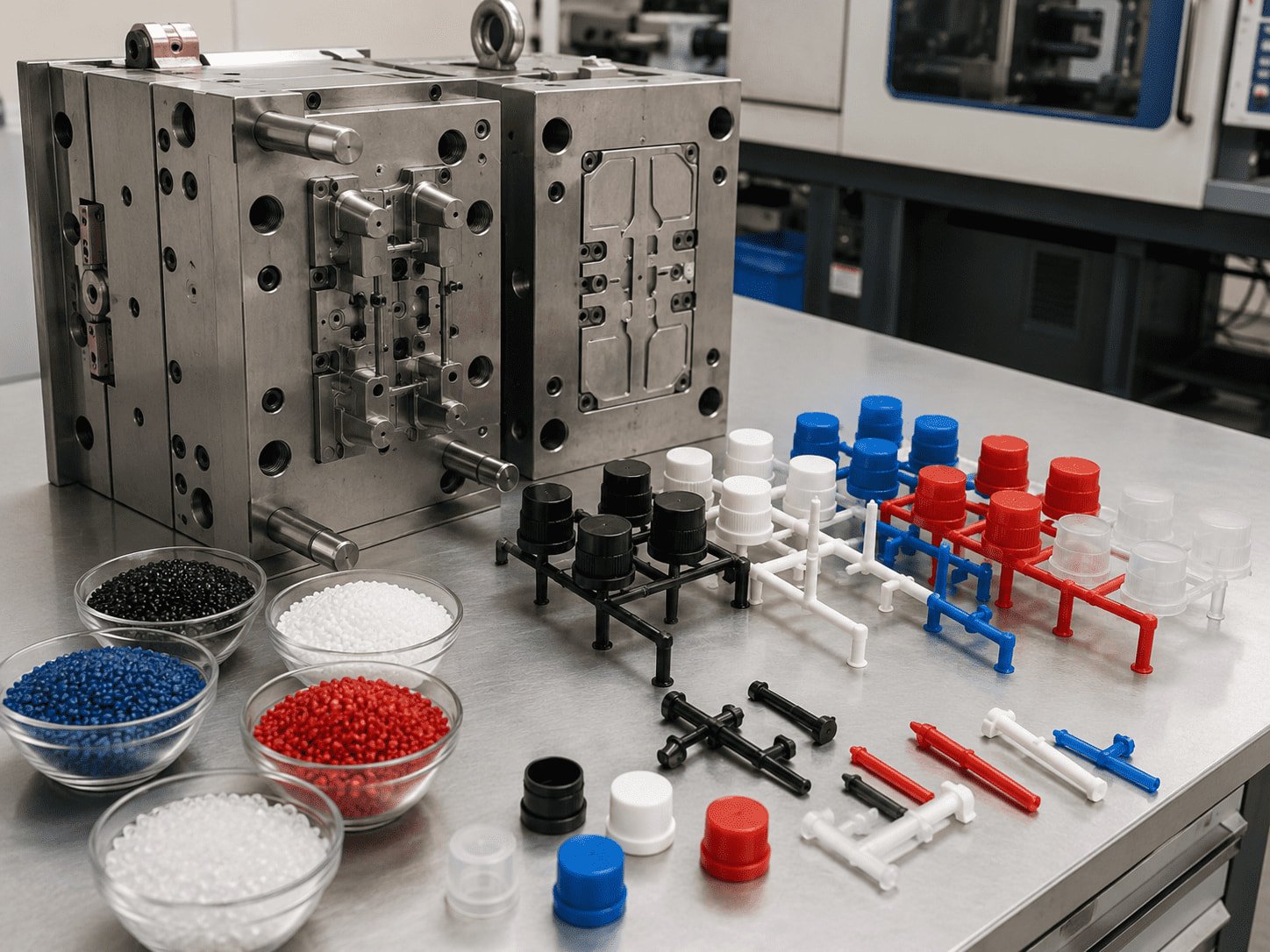
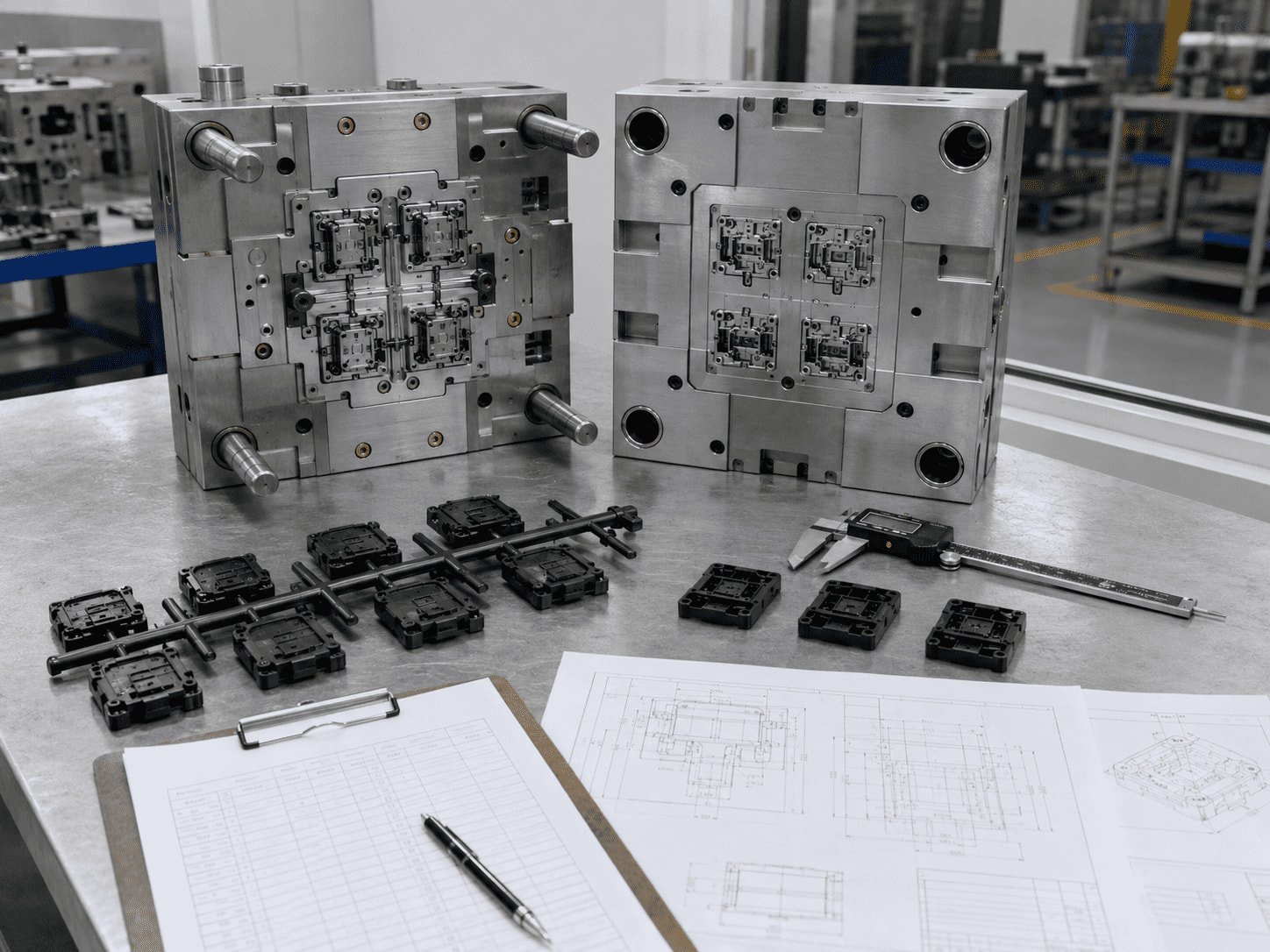
The part and solidified runner are ejected together. The runner is then trimmed, separated, or reground when allowed.
What GBM Controls in Cold Runner Mold Design
Runner Balance
Helps each cavity fill evenly
Gate Design
Controls filling, appearance, and trimming
Cooling Layout
Supports cycle time and part stability
Ejection Design
Reduces deformation and part damage
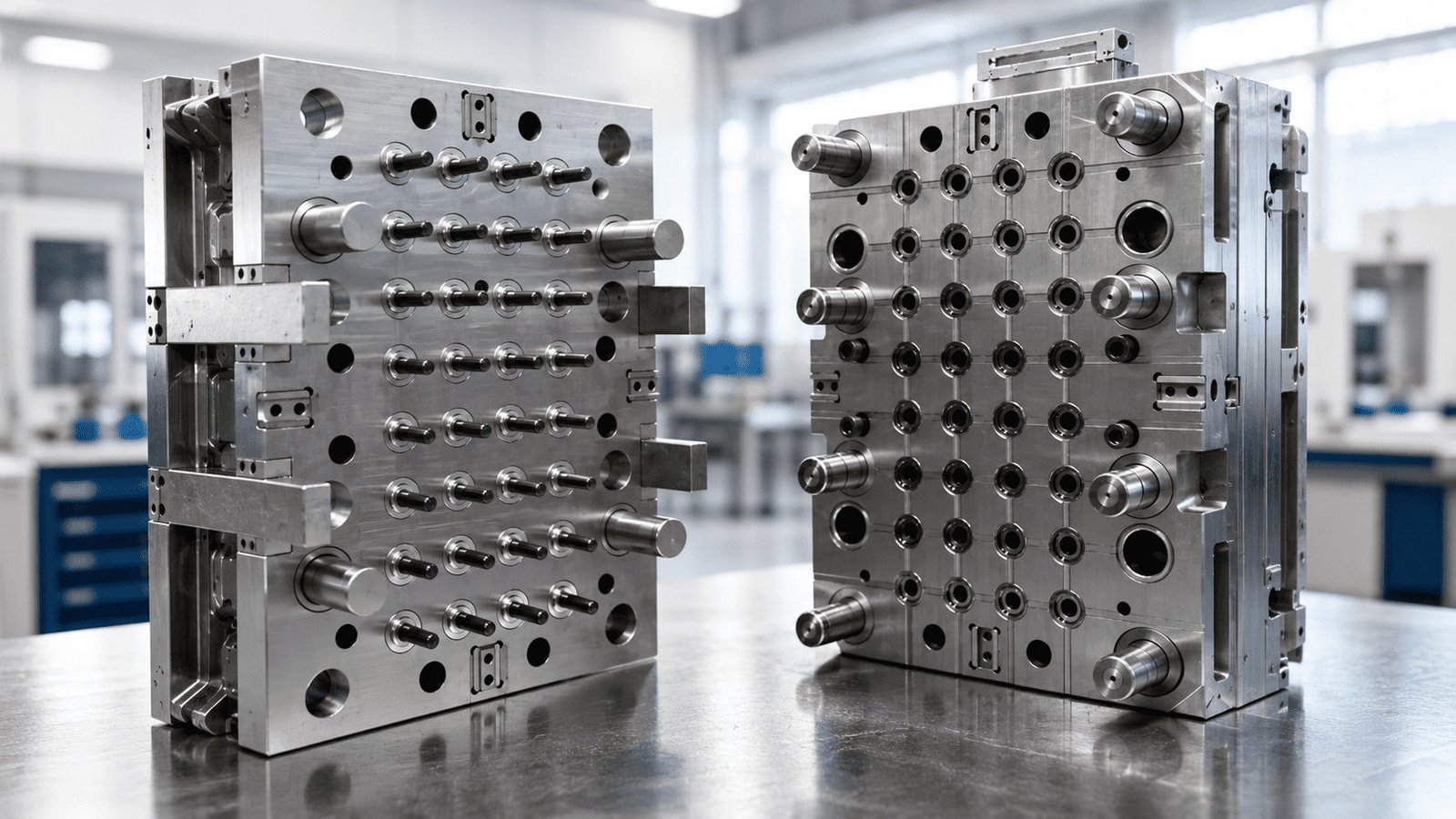
Cold Runner Mold Components and Design Checks

| Component | What GBM Checks | Why It Matters for Buyers |
|---|---|---|
| Sprue Bushing | Machine nozzle fit, sprue angle, material entry | Affects injection stability and pressure loss |
| Sprue | Sprue size, draft angle, cooling and release | Affects runner scrap weight and demolding |
| Runner Block / Runner Layout | Runner diameter, length, balance and pressure drop | Affects multi-cavity filling consistency |
| Gate Insert | Gate type, gate size, gate land and trimming method | Affects appearance, filling and assembly fit |
| Gate Vestige Area | Visible surface, trimming access, cosmetic limit | Important for appearance parts and fit surfaces |
| Cavity & Core | Tolerance, steel, surface finish and venting | Directly affects part size and function |
| Cooling Channel | Waterline layout, cooling balance, cycle stability | Affects warpage, shrinkage and production cycle |
| Ejector System | Ejector pin, sleeve, stripper and runner release | Affects deformation, runner sticking and part damage |
| Slider / Lifter | Undercut release and movement stability | Needed for complex plastic geometry |
| Mold Base | DME, HASCO, LKM or custom standard | Affects export maintenance and local replacement |
GBM Cold Runner Mold Specifications
| Parameter | GBM Support | Buyer Notes |
|---|---|---|
| Mold Category | Custom plastic injection mold tooling & manufacturing | Suitable for export molds or domestic molding production. |
| Runner System | Cold runner, or optimized runner system evaluation based on DFM | Recommended based on part design, resin cost, annual volume and quality. |
| Plate Structure | 2-plate mold, 3-plate mold (for specific gating requirements) | Selected according to gate location, part appearance and runner separation needs. |
| Cavity Options | Single-cavity, multi-cavity, family mold configurations | Based on annual quantity, part size, filling balance and tooling budget. |
| Gate Options | Edge, submarine, pinpoint, tab, fan, or direct sprue gating | Customized according to part geometry, cosmetic requirements and trimming method. |
| Suitable Plastics | ABS, PC, PP, POM, PMMA, PC/ABS, PBT, TPE, TPU, PEEK, PPS, PEI | Suitability depends on part geometry, resin behavior, runner size and volume. |
| Mold Base Standard | DME, HASCO, LKM, or customized to buyer specifications | Based on customer machine data, export market and maintenance preference. |
| Mold Steel | P20, H13, S136, NAK80, 718H, 1.2344 (Selected based on resin & volume) | Do not use one steel for all projects. Steel should match requirements. |
| Cooling System | Optimized conformal or standard cooling channels for fast cycle times | Important for cycle time, warpage control and part stability. |
| Ejection System | Ejector pins, stripper plates, sleeves, lifters, or sliders | Designed according to part shape, undercuts and demolding risk. |
| Mold Trial | T1 sampling in 15+ days, comprehensive trial pictures & videos | Helps buyers verify part quality before mold approval. |
| Inspection Reports | Sample QC report, full CMM dimension report, FAI / CPK capability | Useful for engineering approval and supplier qualification. |
| Delivery Documents | 2D/3D mold drawings, spare parts list, maintenance manual, QA certs | Especially important for export molds. |
| Packaging | Anti-rust coating, vacuum seal, secure export wooden case | Helps reduce mold damage risk during international shipment. |
Send your 2D/3D drawing, resin, annual quantity, tolerance, and surface requirements for a cold runner mold evaluation.
Cold Runner Mold Cost: What Affects Tooling and Part Cost?
Cold runner mold cost is mainly affected by mold structure, cavity count, part size, runner layout, gate type, mold steel, resin cost, inspection requirements and export package. A cold runner mold usually has lower initial tooling cost than a hot runner mold, but the total part cost must include runner scrap, trimming labor, cycle time and regrind control.
| Cost Factor | GBM Review | Buyer Impact |
|---|---|---|
| Mold structure | 2-plate, 3-plate, family mold, multi-cavity mold | The more complex the structure, the higher the design, machining, and assembly costs |
| Cavity count | Single cavity, 2-cavity, 4-cavity, 8-cavity or more | Cavity count affects steel, machining time, mold trial, and flow balance |
| Runner layout | Sprue, runner size, runner length, balance | Affects material scrap, pressure drop, and filling stability |
| Gate type | Edge, submarine, pin, fan, tab or direct sprue gate | Affects appearance, trimming labor, and assembly interference |
| Resin cost | PP, ABS, PC, PA, POM, PPS, PEEK, PEI | Expensive materials are not suitable for heavy runner scrap |
| Part weight vs runner weight | Runner-to-part weight ratio | Small parts especially require runner ratio evaluation |
| Mold steel | P20, 718H, H13, S136, NAK80, 1.2344 | Depends on resin, lifespan, corrosion, and glass fiber wear |
| Inspection level | QC, CMM, FAI, CPK | Strict projects require more comprehensive inspection |
| Export requirement | Drawings, spare parts, anti-rust, wooden case | Export mold delivery costs more but carries lower risk |
Not sure whether cold runner or hot runner is more economical? Send your drawing, resin, annual quantity and part weight. GBM can compare tooling cost, runner waste, trimming labor and long-term part cost before quotation.
Compare Cold Runner Mold CostCold Runner Mold Types We Manufacture
Two-Plate Cold Runner Mold
Best for: Simple parting line, standard plastic parts, cost-sensitive projects.
Design focus: Gate location, runner trimming, ejection stability.
Buyer benefit: Simple structure and lower initial mold cost.
Three-Plate Cold Runner Mold
Best for: Parts requiring more flexible gate location or automatic runner separation.
Design focus: Opening sequence, runner separation, gate size, mold complexity.
Buyer benefit: Better gate placement flexibility than standard two-plate mold.
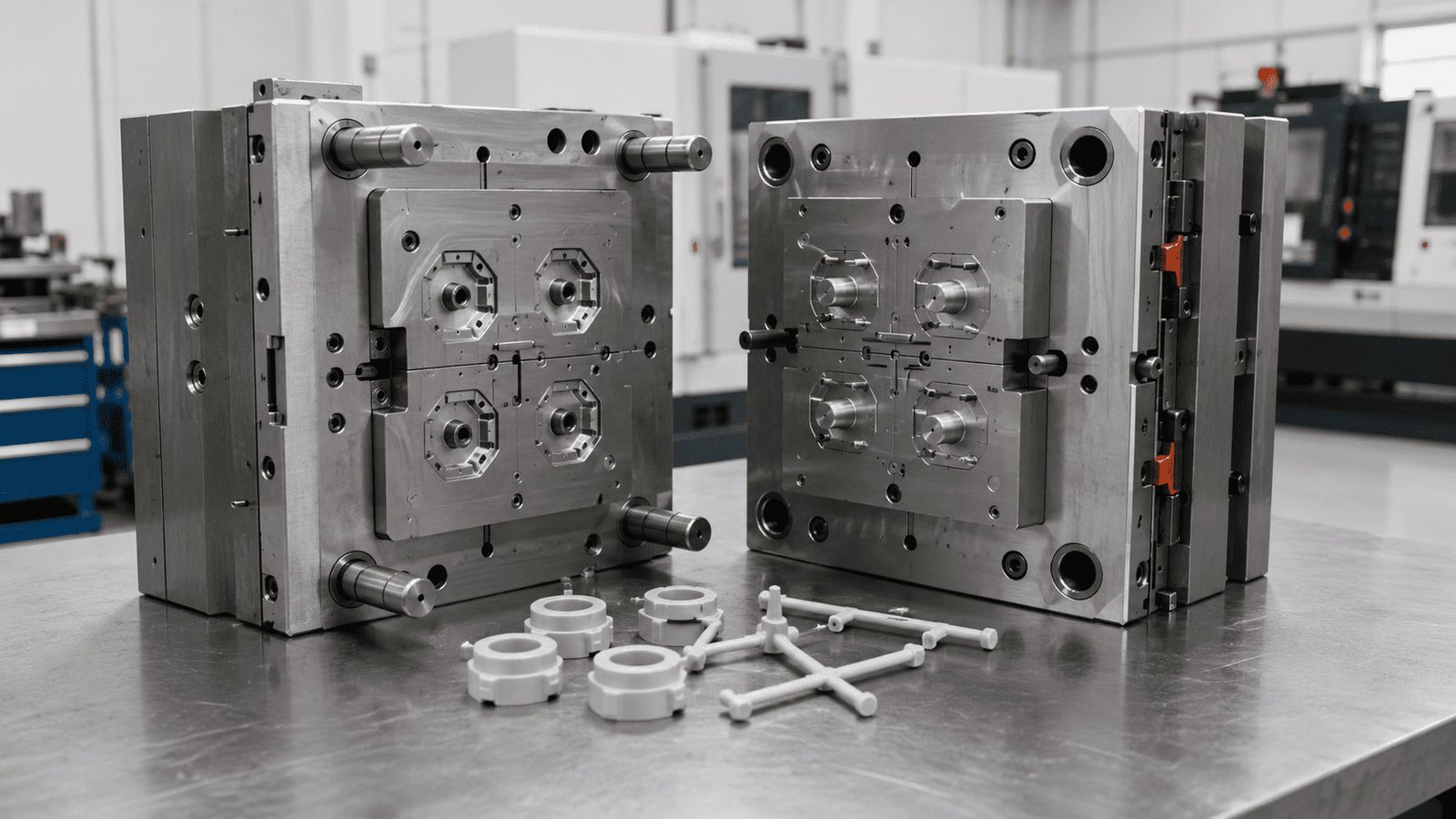
Multi-Cavity Cold Runner Mold
Best for: Repeated output of the same part.
Design focus: Runner balance, cavity filling consistency, cooling balance.
Buyer benefit: Higher output while controlling tooling cost.
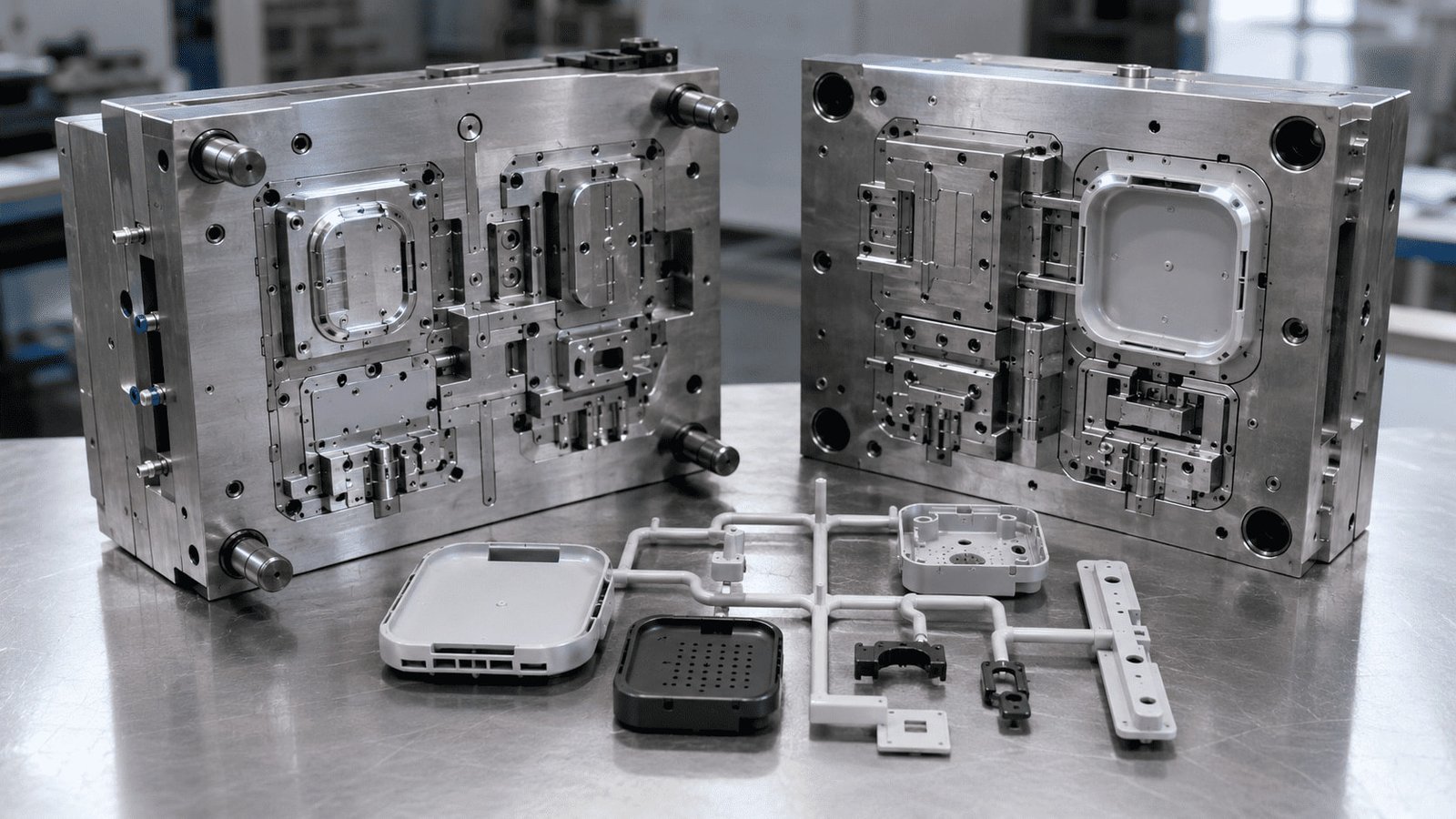
Family Cold Runner Mold
Best for: Multiple related plastic parts molded in one shot.
Design focus: Flow balance between different part sizes and weights.
Buyer benefit: Can reduce tooling cost for matched components when properly evaluated.
Prototype Cold Runner Mold
Best for: NPI, design validation, trial production, and market testing.
Design focus: Cost, manufacturability, quick design iteration.
Buyer benefit: Supports early-stage product validation before mass production tooling.
Cold Runner Mold for Engineering Plastics
Best for: ABS, PC, POM, PA, PBT, PPS, PEI, PEEK and other engineering materials.
Design focus: Runner size, gate design, venting, cooling, and resin behavior.
Buyer benefit: More stable molding performance when material behavior is considered in mold design.
Modular Cold Runner Mold for Prototype and Small-Scale Production
For prototype validation, small-scale production or product family testing, GBM can evaluate modular cold runner mold structures with replaceable inserts, shared mold bases or simplified cavity layouts when the part design allows it. This approach may help reduce early tooling investment, support design iteration and make later mold modification easier.
Before recommending a modular cold runner mold, GBM checks insert size, parting line, runner layout, gate position, cooling access, ejection space, steel strength and future modification requirements. It is suitable for selected housings, covers, brackets, connector parts and functional plastic samples, but not every part is suitable for modular tooling.
Replaceable Inserts
Suitable for early-stage projects where structures may still be modified. Allows for quick design iterations without rebuilding the entire mold.
Shared Mold Base
Suitable for similar-sized, serialized plastic parts. Reduces tooling cost by utilizing standard frames for multiple cavity inserts.
Small-Scale Trial Production
Suitable for verifying assembly, materials, function, and market feedback. Provides real molded parts for testing before mass production tooling.
Best Practices for Multi-Cavity Cold Runner Mold Design
A multi-cavity cold runner mold should be designed around balanced filling, equal runner length where possible, consistent gate size, stable cooling, proper venting and reliable ejection. The goal is to make each cavity fill, pack, cool and eject under similar molding conditions.

Runner Balance
GBM reviews runner diameter, runner length and flow path symmetry to reduce short shots, flash and cavity-to-cavity weight variation.
Gate Consistency
For identical parts, gate size, gate land and gate location should remain consistent whenever possible to support stable filling and repeatable trimming.
Pressure Drop Review
Small parts, thin-wall parts and long runner layouts require pressure drop checking to avoid underfilling or excessive injection pressure.
Cooling Balance
Cooling channels should be arranged to reduce temperature differences between cavities, because uneven cooling may create shrinkage variation, warpage or dimensional drift.
Venting Near Flow End
GBM reviews venting around flow ends, ribs, bosses and weld line areas to reduce burn marks, trapped gas and incomplete filling.
Ejection Stability
Part ejection and runner ejection must be planned together to avoid runner sticking, part deformation or automatic separation problems.
T1 Trial Verification
During T1 trial, GBM checks cavity filling, runner release, gate vestige, part weight, critical dimensions and sample appearance before mold correction.
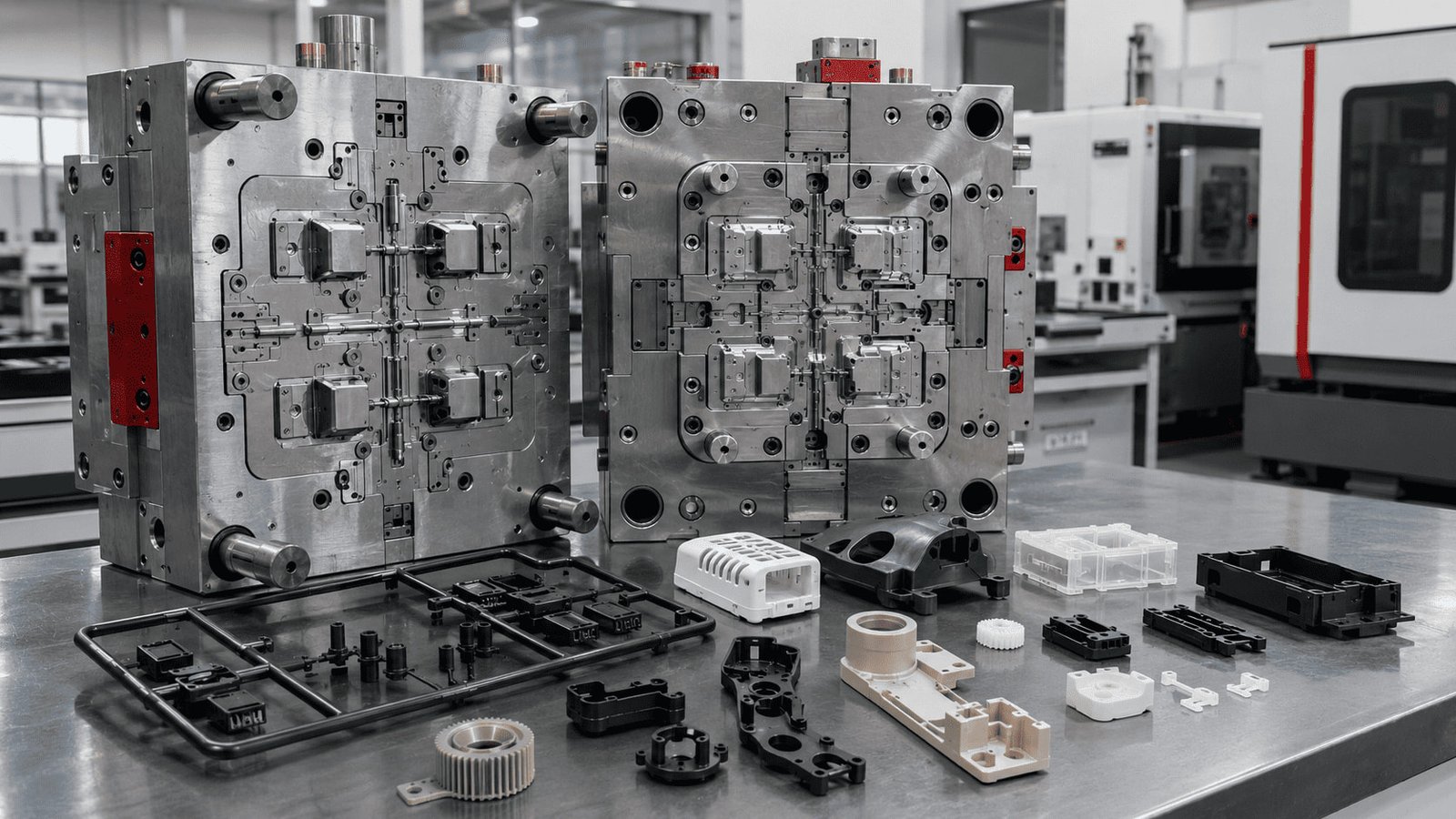
Application Scenarios for Cold Runner Injection Molds
Prototype & NPI Plastic Parts
- Typical buyer: Engineers, product developers, startups.
- Typical parts: Housings, covers, brackets, test parts.
- Why cold runner fits: Lower initial tooling cost and easier design iteration.
- GBM support: DFM review, prototype mold, T1 sample, sample QC report.

Low-to-Medium Volume Production
- Typical buyer: Industrial parts purchasers, OEM teams.
- Typical parts: Functional covers, small enclosures, brackets, components.
- Why cold runner fits: Cost-effective tooling for moderate quantities.
- GBM support: Runner balance, CMM inspection, mold trial video.

Automotive Functional Parts
- Typical buyer: Automotive component suppliers.
- Typical parts: Clips, brackets, interior functional parts.
- Why cold runner fits: Suitable for selected parts depending on resin and quantity.
- GBM support: DFM, CMM report, FAI report, material certificate when required.
Electronics Housings & Connectors
- Typical buyer: Electronics manufacturers.
- Typical parts: Connector housings, switch covers, enclosures.
- Why cold runner fits: Suitable where tooling cost and quality control must balance.
- GBM support: Precision insert support, CMM inspection, material compatibility review.

Medical Device Components
- Typical buyer: Medical device product teams.
- Typical parts: Non-implant housings, covers, holders.
- Why cold runner fits: Suitable depending on material and validation needs.
- GBM support: Sample QC report, full CMM report, traceable inspection.

Material or Color Change Projects
- Typical buyer: OEM product teams.
- Typical parts: Parts requiring multiple colors or resin trials.
- Why cold runner fits: Easier color and material change compared with complex hot runner systems.
- GBM support: Material trial, mold trial video, process feedback.
Small Plastic Parts and Functional Components
- Typical parts: Clips, brackets, caps, small housings, connector covers and compact functional components.
- GBM checks: Whether the runner weight, gate trimming method and ejection layout are reasonable for the part size.
Export Cold Runner Mold for Overseas Buyers
- Typical buyer: Buyers in the United States, Europe and other export markets.
- GBM support: Mold drawings, spare parts list, steel certificate when required, T1 sample report, trial video, packing photos and anti-rust wooden case packaging.
Common Cold Runner Risks & GBM Solutions
Runner Scrap Cost
Risk:
The runner solidifies and is ejected with each cycle.
Business Impact:
Higher material waste, especially when resin is expensive.
GBM Solution:
Evaluate runner size, part weight, resin cost, regrind feasibility, and production volume before mold approval.
Unbalanced Filling
Risk:
Cavities may fill unevenly in multi-cavity molds.
Business Impact:
Short shots, flash, weld lines, or inconsistent dimensions.
GBM Solution:
Optimize runner layout, gate size, venting, cooling, and cavity balance.
Visible Gate Marks
Risk:
Gate trimming can leave marks on the part surface.
Business Impact:
Cosmetic rejection or assembly interference.
GBM Solution:
Select suitable gate type and location based on appearance and function requirements.
Longer Cycle Time
Risk:
Part and runner cool together.
Business Impact:
Cycle time may increase when runner size is large.
GBM Solution:
Optimize runner diameter, cooling channels, and mold temperature control.
Regrind Quality Risk
Risk:
Reused runner material may affect performance or appearance.
Business Impact:
Color variation, weak areas, or unstable molding.
GBM Solution:
Help evaluate whether regrind is acceptable based on material type and product requirements.
Wrong Runner System Selection
Risk:
Choosing cold runner only for low tooling cost may increase total part cost.
Business Impact:
High waste or inefficient production.
GBM Solution:
Compare cold runner and hot runner based on resin cost, volume, cycle time, and maintenance needs.
Why Choose GBM as Your Cold Runner Mold Manufacturer
Lower Initial Tooling Investment
Capability: Custom 2-plate, 3-plate, multi-cavity and family cold runner molds.
Support: Simpler structure, fewer heated components, easier maintenance. Suitable for buyers who need practical tooling before committing to hot runner investment or high-volume mold automation.
Benefit: Reduces upfront mold investment for prototype, NPI and low-to-medium volume projects.
Runner & Gate Design First
Capability: Runner, gate, cooling and ejection designed around part geometry.
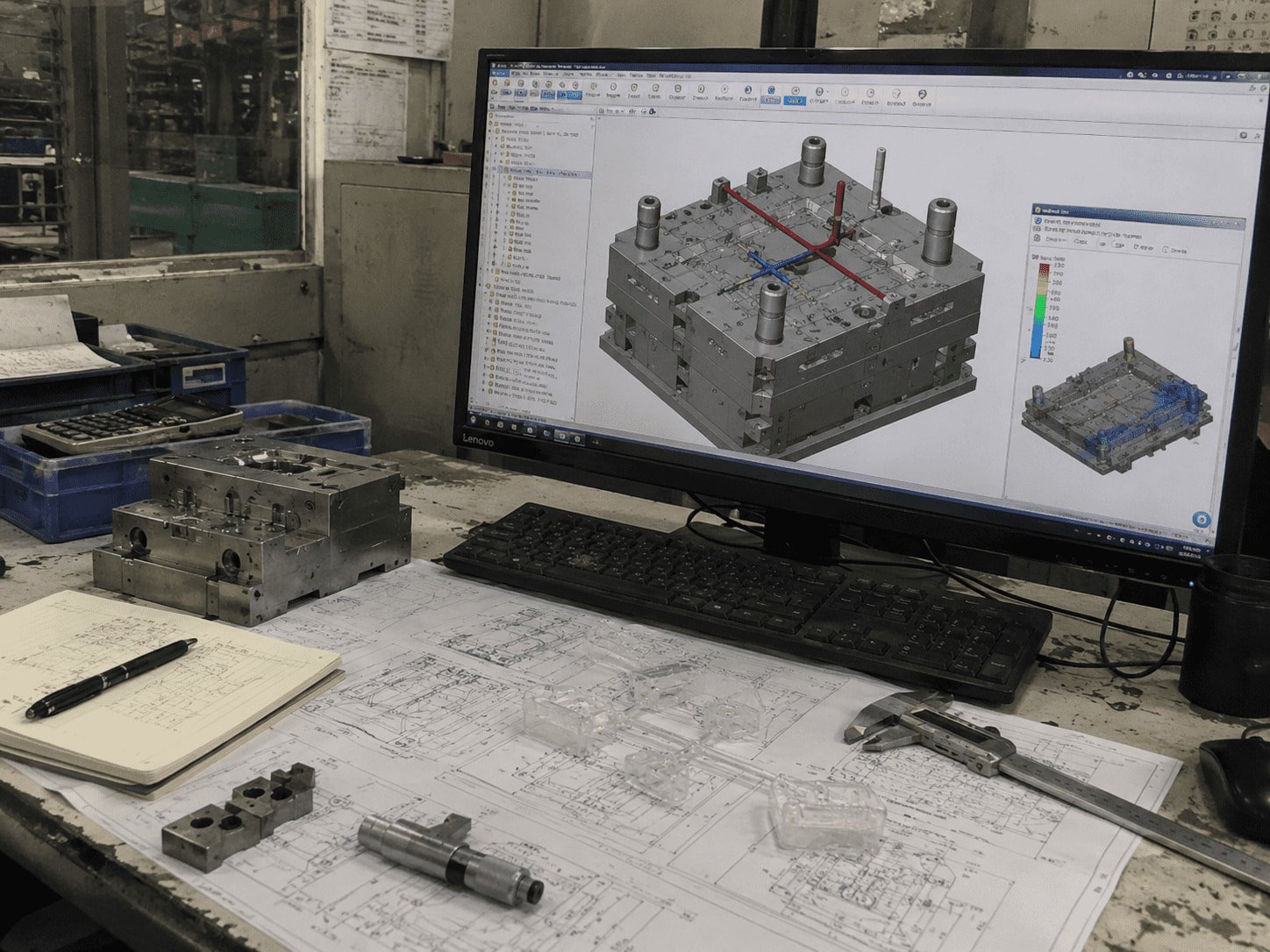
Support: DFM review, Moldflow analysis, mold layout review before steel cutting. GBM reviews sprue size, runner layout, gate position, gate vestige, cooling and ejection before mold steel cutting.
Benefit: Reduces risk of short shot, weld line, sink mark, gate mark and filling imbalance.
Easier Material/Color Change
Capability: Suitable for certain thermosensitive materials and color switching.
Support: Simpler runner path and easier cleaning compared with complex hot runner systems. This is useful for product families, trial production, early-stage validation and projects with multiple resin or color options.
Benefit: Better flexibility for design validation and product variation projects.
T1 Mold Trial Before Shipment
Capability: GBM provides T1 samples, mold trial pictures and trial videos.
Support: Engineering review, sample checking and adjustment recommendations. T1 review includes part appearance, runner release, gate trimming, short shot, flash, sink, warpage and critical dimensions.
Benefit: Allows buyers to verify mold performance before final shipment.
CMM-Based Verification
Capability: 3D CMM testing, sample QC report, full dimension report, FAI / CPK.
Support: Incoming, in-process and final quality inspection.
Benefit: Helps engineering teams verify critical dimensions before approval.

Export-Ready Mold Package
Capability: Mold packing, shipment, spare parts list, drawings, maintenance support.
Support: Final fit/form/function inspection, water testing, packaging protection. For export molds, GBM prepares mold drawings, spare parts, trial video, packing photos and anti-rust packaging for easier installation after delivery.
Benefit: Customers receive a mold easier to install and run in their own facility.
Cold Runner vs Hot Runner Injection Mold: Which One Should You Choose?
Cold runner and hot runner systems are not simply “good” or “bad”. The right choice depends on production volume, resin cost, part quality requirements, gate appearance, cycle time, maintenance preference, and tooling budget.
| Comparison Factor | Cold Runner Mold | Hot Runner Mold | Buyer Consideration |
|---|---|---|---|
| Initial Tooling Cost | Lower | Higher | Suitable when budget or validation cost is limited. |
| Mold Structure | Simpler, easier to maintain | Complex, requires heated manifold | Maintenance capability and local tech support matter. |
| Runner Scrap | Generated every cycle | Greatly reduced or eliminated | Affects material cost, regrind control and post-processing. |
| Material Efficiency | Less efficient if resin is expensive | Better for reducing material waste | Expensive engineering resins may justify hot runner investment. |
| Cycle Time | May be longer (runner must cool) | Often faster | Important for high-volume production. |
| Production Volume | Low-to-medium, prototype, NPI | High-volume production | Compare tooling cost and long-term part cost together. |
| Resin Cost | Better when cost is moderate | Better when resin is expensive | PEEK, PPS, PEI need careful cost evaluation. |
| Thermosensitive Materials | Suitable for selected materials | Needs careful residence time control | Material degradation risk should be evaluated. |
| Color Change | Easier to purge and clean | Harder, depending on manifold | Useful for multi-color product families and trial projects. |
| Gate Appearance | May require trimming, leaves vestige | Can improve gate control | Important for cosmetic surfaces. |
| Best For | Prototype, low-medium volume, lower budget, color change | High-volume, multi-cavity, expensive resin, lower waste | The best option depends on total project economics. |
Cold Runner vs Hot Runner for Small Plastic Parts
| Factor | Cold Runner for Small Parts | Hot Runner for Small Parts |
|---|---|---|
| Initial tooling cost | Lower, simpler structure | Higher due to manifold, nozzles and controller |
| Runner waste | May be high if runner weight exceeds part weight | Lower or almost no runner waste |
| Best volume | Prototype, NPI, low-to-medium volume | High-volume stable production |
| Resin cost | Better when resin cost is moderate | Better when resin is expensive |
| Gate mark | May need trimming | Better gate control depending on system |
| Color/material change | Easier to clean and change | More difficult depending on hot runner design |
| Maintenance | Easier and lower cost | More complex; heater/nozzle/controller support needed |
For small plastic parts, a cold runner mold can be economical when the annual volume is moderate and resin cost is acceptable. If the runner weight is much heavier than the part weight, or the project requires high-volume automated production, a hot runner mold may reduce long-term part cost.
Conclusion: A cold runner mold is not always the cheapest option in total cost. It usually reduces initial tooling investment, but creates runner scrap, trimming labor, and production volume limitations. GBM evaluates both cold runner and hot runner options through DFM to help buyers choose the most economical mold structure.
Not sure which runner system fits your part?
Buyer’s Guide: Choosing the Right Runner System
For early-stage projects, prototype tools and cost-sensitive production, a cold runner mold may be a practical choice. For high-volume production or expensive engineering resins, GBM may recommend a hot runner or optimized runner system after DFM review.
Optimized DFM & Runner Design by GBM
Annual Production
Check: Prototype, low, medium, or high volume?
Direction: Cold runner is often practical for prototype and low-to-medium volume production.
Resin Cost
Check: Is the resin expensive?
Direction: Expensive resin may make runner scrap less acceptable.
Heat Sensitivity
Check: Does the material degrade with long residence time?
Direction: Some thermosensitive materials may benefit from cold runner evaluation.
Part Size & Thickness
Check: Small, large, thin-wall, or thick-wall part?
Direction: Part size affects runner size, filling pressure, cooling time, and gate location.
Number of Cavities
Check: Single, multi-cavity, or family mold?
Direction: Multi-cavity molds need balanced runner and gate design.
Gate Appearance
Check: Are visible gate marks acceptable?
Direction: If not, gate location and trimming method must be reviewed carefully.
Trimming Labor
Check: Manual, automatic, or separated during opening?
Direction: Three-plate or optimized gate design may reduce trimming difficulty.
Tolerance Requirement
Check: Are there critical dimensions?
Direction: CMM inspection and trial validation are recommended before approval.
Color Change Frequency
Check: Frequent color or material changes?
Direction: Cold runner molds may be easier to clean than complex hot runner systems.
Tooling Budget
Check: Is initial mold cost a key concern?
Direction: Cold runner can reduce initial cost, but total part cost should be evaluated.
Project Stage
Check: Prototype, NPI, validation, or mass production?
Direction: Cold runner is practical for early-stage validation and moderate production.
Local Production Machine
Check: What machine will run the mold after export?
Direction: Mold standard, platen size, machine tonnage, and tie-bar space must be confirmed.
Material Compatibility for Cold Runner Molds
Cold runner mold suitability depends on resin cost, heat sensitivity, flow behavior, regrind allowance, surface requirements, and production volume. GBM evaluates material compatibility before recommending cold runner or hot runner tooling.
| Material | Cold Runner Consideration | GBM Support |
|---|---|---|
| ABS | Generally suitable. Runner scrap and gate trimming should still be considered. | Runner size, gate location and surface requirement evaluation. |
| PC | Requires attention to mold temperature, gate design, internal stress and appearance. | PC mold design, cooling layout, gate review and CMM inspection support. |
| PP | Usually suitable depending on shrinkage, part size and wall thickness. | Runner balance, cooling design and shrinkage control. |
| POM | Needs attention to shrinkage, venting and dimensional stability. | Gate, venting and CMM checking support. |
| PMMA | Requires careful gate and surface control for transparent parts. | Transparent plastic molding experience and appearance review. |
| PC/ABS | Common for housings. Gate and cooling design affect appearance and stability. | Mold design review, material selection support and inspection. |
| PBT | Dimensional stability and filling behavior should be evaluated. | Runner balance, gate design and sample inspection. |
| TPE / TPU / TPV | Needs attention to flow behavior, material sticking, demolding and ejection. | Draft angle, ejection, gate design and trial support. |
| PEI / PPS / PEEK | Possible, but resin cost and processing risk may favor hot runner. | DFM and runner system evaluation before tooling, precise heating/cooling. |
| PA + GF | Glass-filled materials require attention to wear, gate shear, flow and shrinkage. | Mold steel selection, gate design and dimensional verification. |
Material selection affects runner size, gate type, mold temperature, cooling design, trimming method, and regrind policy. Please confirm resin grade and product requirements before mold design.
Engineering & Mold Design Support
We identify manufacturing risks before steel cutting to ensure your cold runner mold can be produced, tested, shipped, and operated smoothly.
1. DFM Review
What we check: Parting line, wall thickness, draft angle, undercuts, gate location, runner layout.
Why it matters: Identifies manufacturing risks before tooling begins.
Output: DFM feedback with manufacturability risks, gate suggestions, draft angle issues, and mold structure recommendations.
Buyer Benefit: Reduces tooling modification risk after steel cutting.
2. Runner & Gate Design
What we check: Sprue, runner size, gate type, gate location, cavity balance, and trimming method.
Why it matters: Improves filling balance and minimizes cosmetic gate marks.
Output: Runner layout, gate location proposal, and trimming consideration.
Buyer Benefit: Reduces short shot, weld line, sink mark, and gate vestige issues.
3. Cooling & Ejection Design
What we check: Water line layout, ejector pins, plates, sleeves, sliders, lifters, and demolding direction.
Why it matters: Cold runner molds must cool and eject together with the molded part.
Output: Cooling channel layout, ejection arrangement, and slider/lifter review.
Buyer Benefit: Helps reduce cycle time and prevent part deformation.
4. Moldflow Analysis When Required
What we check: Filling balance, weld lines, air traps, pressure drop, and warpage risk.
Why it matters: Complex parts, multi-cavity molds, and family molds may require flow verification.
Output: Filling result, weld line review, air trap analysis, and design suggestions.
Buyer Benefit: Scientifically validates runner and gate design before cutting steel.
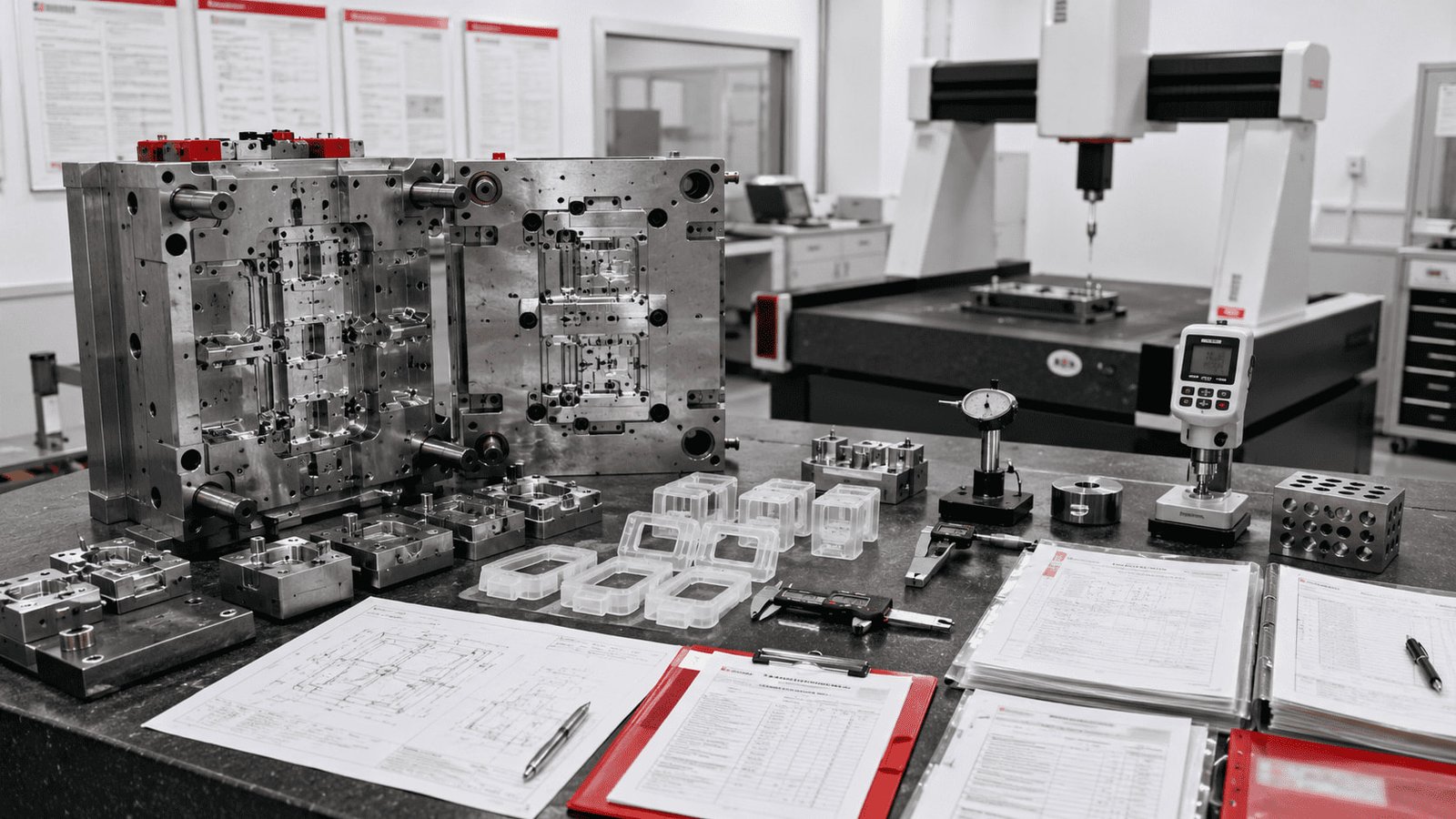
Quality Control & Inspection for Cold Runner Molds
For every export mold, GBM follows multiple quality checks, including steel hardness checking, 3D CMM inspection, water testing, mold trial, and final fit / form / function review before shipment.
Reports Available
- Steel hardness record
- Full 3D dimension report
- Trial pictures and videos
- CPK study when required
- Sample QC report
- Mold trial report
- FAI report when required
- Packing photos
Incoming Quality Control
Material check, mold base, components, hardness, and dimension review.
Machining Inspection
Electrode inspection, CNC / EDM / wire cutting process checking.
In-Process Mold Inspection
Steel dimension inspection during machining and assembly.
CMM Dimension Inspection
3D CMM check for samples, cores, cavities, sliders, and critical components.
Water Testing & Ejection
Cooling channel test, ejection action check, and mold movement review.
Final Fit / Form / Function
Confirm mold assembly, action, appearance, function, and trial status before shipping.
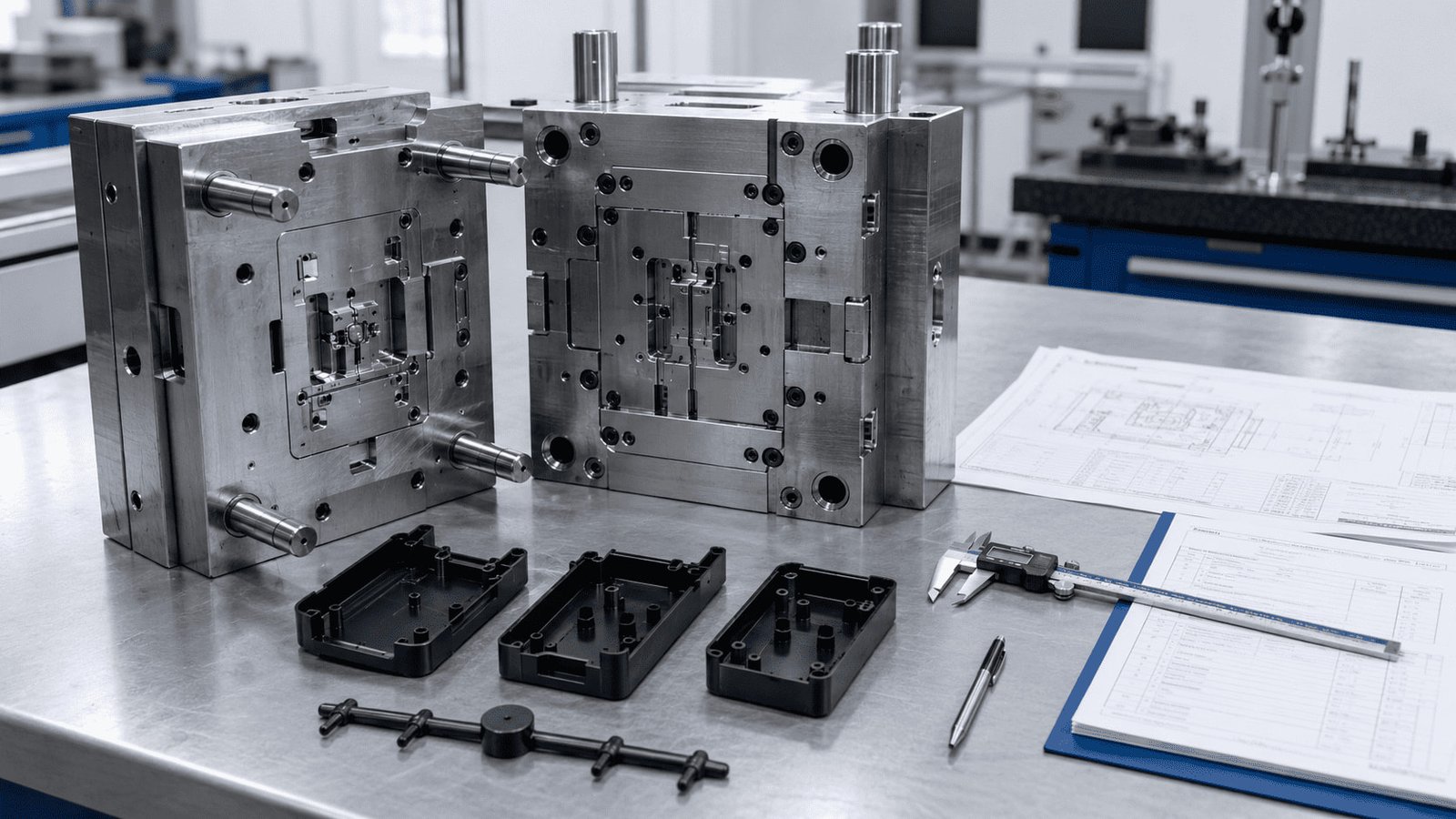
T1 Mold Trial Support Before Shipment
For export molds, T1 trial is especially important because runner balance, gate trimming, cooling time, ejection, and runner separation must be verified before shipment. GBM provides T1 samples and trial feedback to confirm whether the mold can meet part quality, appearance, and production requirements.
What Is a T1 Sample?
The first sample produced from a newly built injection mold during the first mold trial. It helps buyers verify filling behavior, appearance, dimensions, gate quality, ejection, and assembly performance before mass approval.
What GBM Checks
- Filling status & short shot risk
- Flash, burrs & sink marks
- Gate mark & runner separation
- Runner balance (multi-cavity)
- Trimming & ejection behavior
- Cooling & cycle stability
What Buyers Receive
- T1 samples
- Mold trial video
- Trial pictures
- Sample QC report
- CMM report if required
- Engineering feedback
- Adjustment plan if needed
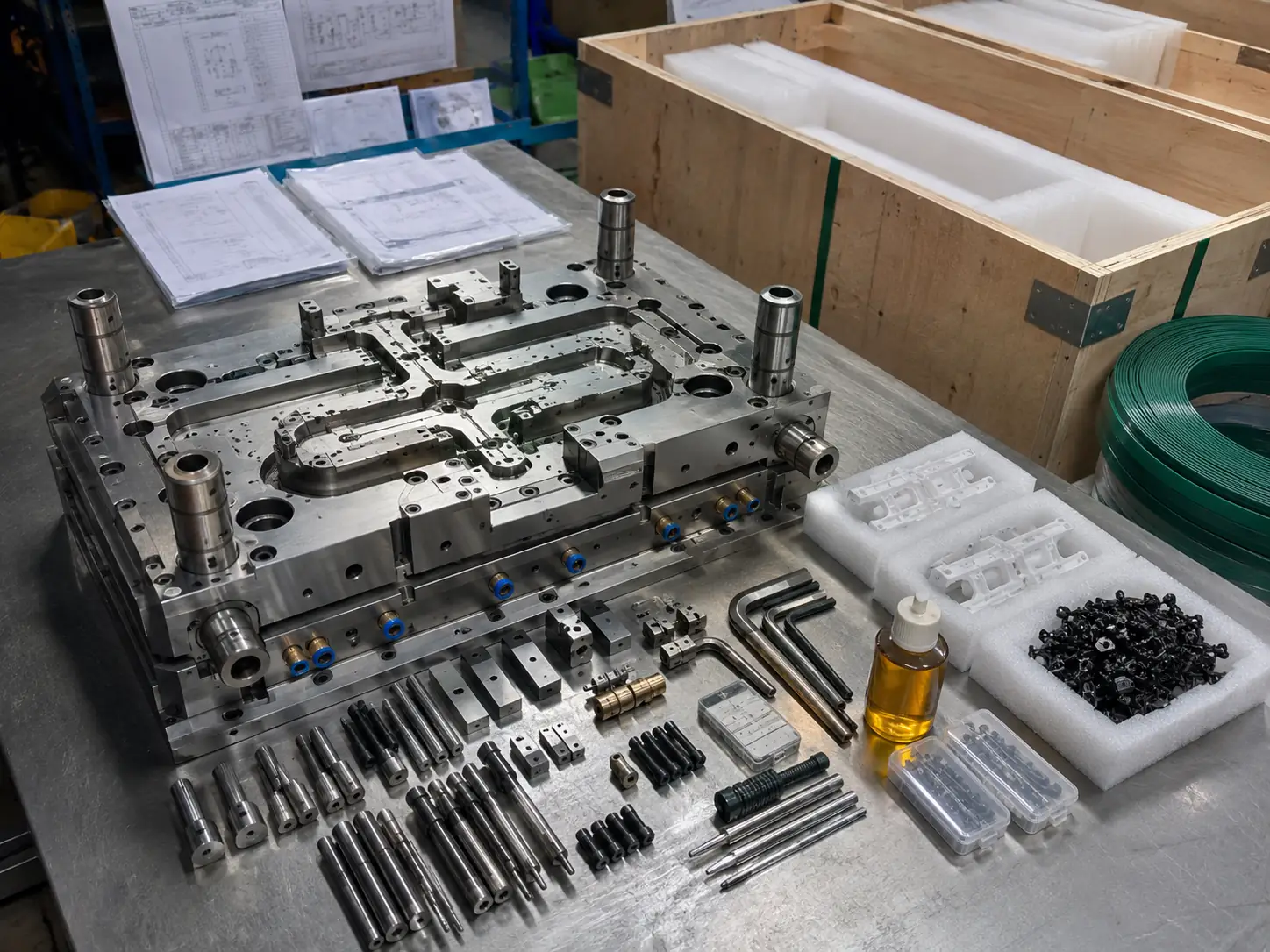
Export-Ready Cold Runner Mold Packaging & Delivery
For export molds, packaging is not only about shipping protection. It also affects how easily the customer can install, validate, maintain, and restart production in their own facility.
Standardized Export Packaging for Seamless Global Delivery
Before Packing
- Final mold cleaning
- Anti-rust protection
- Water line check
- Ejection check
- Fit / form / function inspection
- Mold trial confirmation
Packing Process
- Anti-rust oil protection
- Protection film or wrapping
- Stable wooden case packaging
- Moisture protection when required
- Mold nameplate and shipping marks
- Spare parts packed separately
Documents Included
- Mold layout and 2D/3D drawings
- Spare parts list
- Mold trial video and QC report
- CMM report if required
- Maintenance instructions
- Water line and ejection check confirmation
Need an export mold ready for your local injection molding machine?
Send us your machine data, mold standard, and preferred documentation requirements.
From Inquiry to Delivery
RFQ Review
Buyer sends 2D/3D drawings, resin, annual quantity, tolerance, and surface requirements.
Upload DrawingsDFM & Runner Eval
GBM checks whether cold runner, hot runner, or optimized runner design is more suitable.
Request DFMMold Quotation
GBM provides quotation based on part structure, steel, cavity, gate, runner, and export requirements.
Design Confirmation
Runner layout, gate location, cooling, ejection, and mold structure are confirmed.
Manufacturing
CNC, EDM, wire cutting, grinding, fitting, and assembly work start.
T1 Trial & Inspection
Parts, runner, gate, ejection, dimensions, and appearance are tested.
Review T1 SamplesAdjustment & Approval
Mold is adjusted if needed. Customer confirms samples and performance.
Approve ShipmentPacking & Shipment
Final check, anti-rust protection, documents, spare parts, and shipment.
Ask for Photos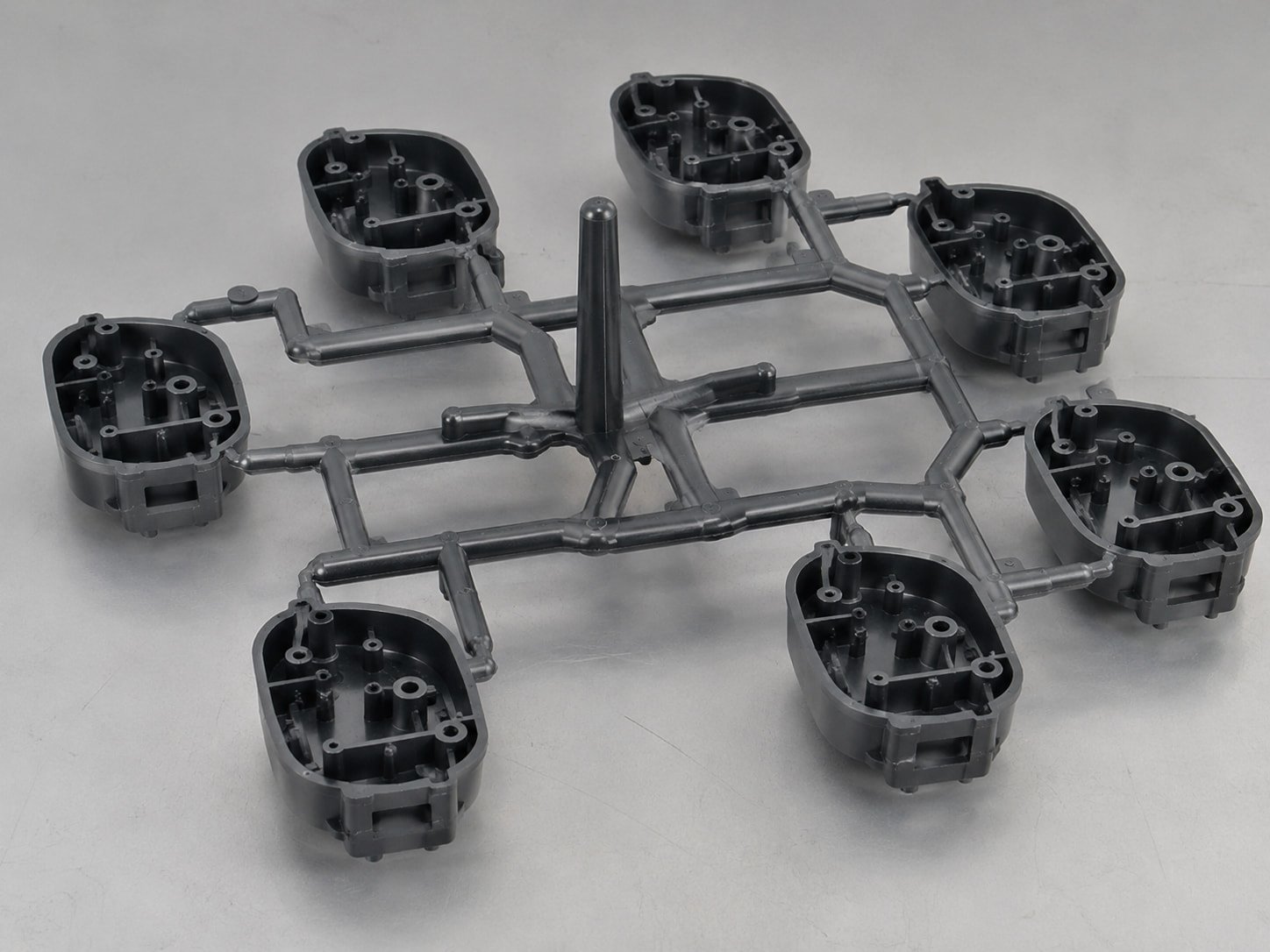
What Is a Cold Runner Injection Mold?
Definition
A cold runner injection mold is a plastic injection mold that uses unheated runner channels to transfer molten plastic from the injection machine nozzle, through the sprue and runner, and into the part cavity through the gate. Unlike a hot runner system, the plastic inside the runner cools and solidifies together with the molded part.
When Is a Cold Runner Mold Suitable?
A cold runner mold is commonly used for prototype tooling, low-to-medium volume production, cost-sensitive projects, material or color change projects, and selected thermosensitive materials. It is also useful when the buyer wants simpler mold structure, easier maintenance, and more flexible material changes.
What Should Buyers Consider?
Buyers should evaluate runner scrap, trimming labor, resin cost, cycle time, gate appearance, production volume, regrind policy, tolerance, and whether a hot runner system may reduce total part cost in high-volume production.
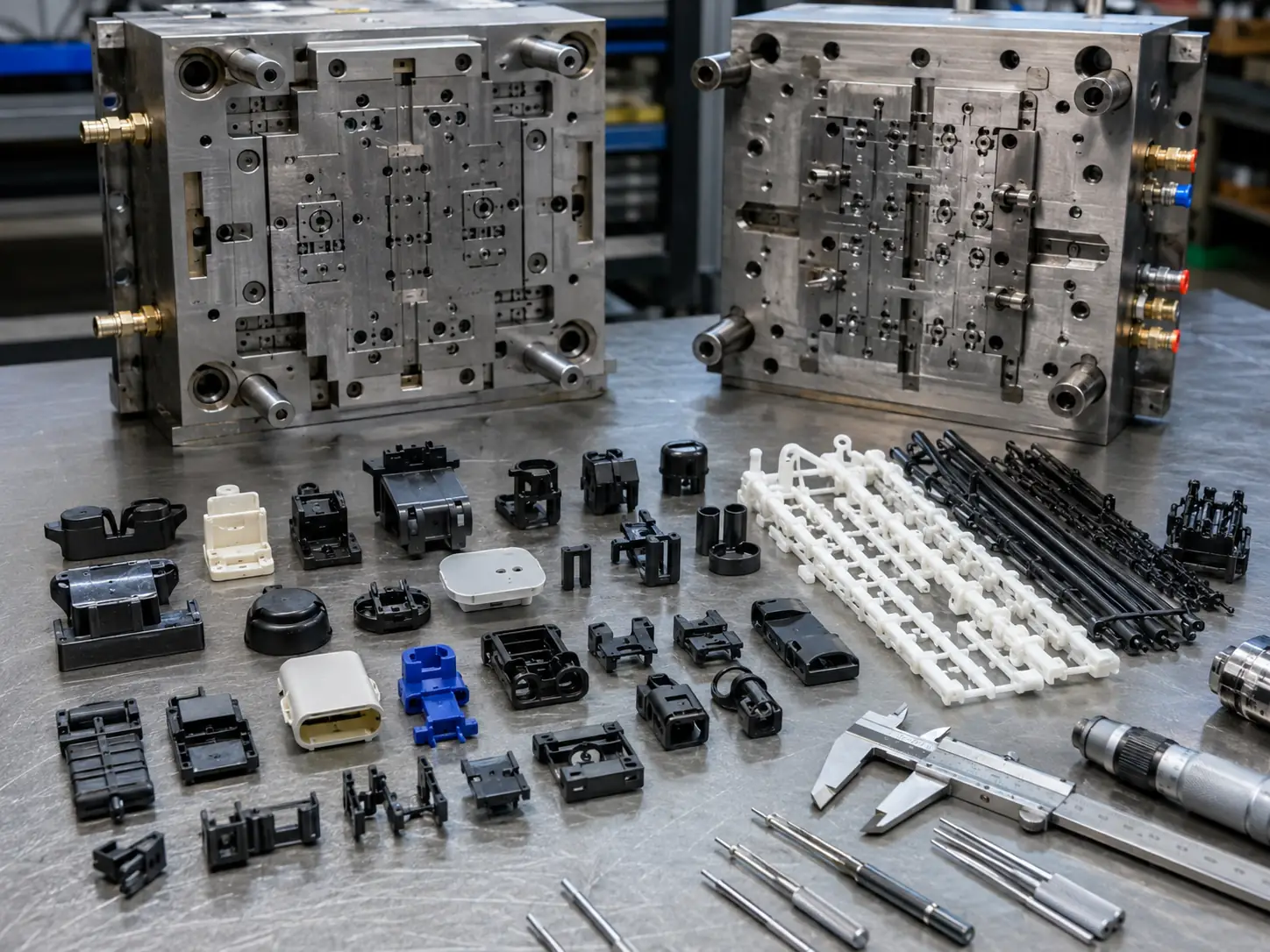
GBM Mold Manufacturing Strength
Company Snapshot
GBM Mold has developed mold and molding capability since 2006, supporting export mold projects for automotive, electronics, medical device, aerospace, and industrial applications.
- • Since 2006
- • Export project experience
- • Multiple industry applications
Highlights: 1,800㎡ mold workshop, experienced engineering team, export project experience.
Engineering Team
Our team supports part analysis, DFM review, mold layout, runner and gate design, project communication, and drawing modification.
- • Part analysis & DFM review
- • Mold layout, runner & gate
- • Project communication
Benefit: Engineering risks are identified before steel cutting.
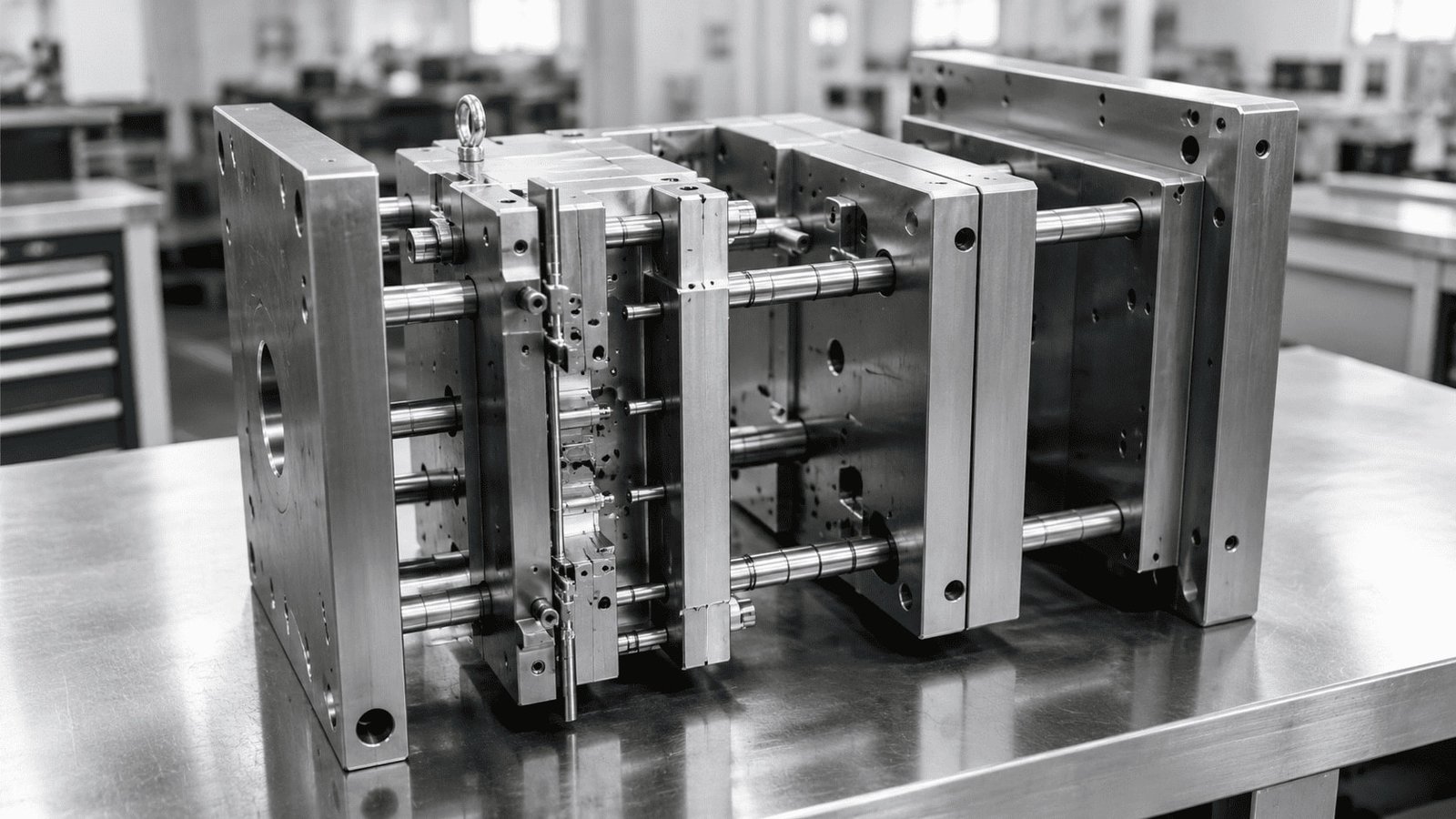
Mold Workshop
CNC machining, EDM, wire cutting, grinding, fitting, assembly, mold trial, and inspection equipment support mold quality control.
- • CNC, EDM, wire cutting
- • Grinding, fitting, assembly
- • Mold trial & inspection
Benefit: In-house control supports lead time and delivery stability.
Injection Molding Support
GBM supports mold trial, T1 samples, low-volume molding, and material testing with Haitian and Fanuc injection molding machines.
- • Mold trial & T1 samples
- • Low-volume molding
- • Haitian & Fanuc machines
Benefit: Seamless transition from trial to production.
Quality Control & Reports
CMM inspection, sample QC report, steel hardness checking, water testing, FAI, and CPK reports are available based on project requirements.
- • CMM & hardness checking
- • Water testing
- • FAI, CPK & sample QC
Benefit: Lower approval risk for strict industrial projects.
Export Project Support
GBM provides mold drawings, spare parts, maintenance notes, trial video, packaging photos, and shipping support.
- • Mold drawings & spare parts
- • Maintenance notes & videos
- • Packaging & shipping support
Benefit: Easier mold installation and production restart after delivery.

Cold Runner Mold FAQ
1. What is a cold runner mold in injection molding?
A cold runner mold is an injection mold that uses an unheated runner system to deliver molten plastic from the machine nozzle into the mold cavities. The plastic flows through the sprue, runner and gate, then cools together with the molded part after each injection cycle. The solidified runner is ejected with the part and is usually trimmed, separated or reground depending on the resin and production requirements.
2. What is a cold runner injection molding system?
A cold runner injection molding system is the complete unheated flow path inside the mold, including the sprue bushing, sprue, runners, gates and sometimes runner blocks or gate inserts. Its function is to guide molten plastic into one or more cavities in a controlled way. In cold runner tooling, this system cools and solidifies during every molding cycle, so runner design has a direct impact on material waste, pressure loss, cycle time and filling balance.
3. What are the advantages of using a cold runner mold in injection molding?
The main advantages of a cold runner mold are lower initial tooling cost, simpler mold structure, easier maintenance and better flexibility for material or color changes. Cold runner molds are often suitable for prototype validation, low-to-medium volume production, small batches, early-stage product testing and projects where the buyer wants a practical tooling solution before investing in a more complex hot runner mold.
4. What are the main benefits of using a cold runner mold?
The main benefits include lower upfront mold investment, simpler operation, easier cleaning, fewer hot runner maintenance issues and more flexible resin or color change. For OEM buyers, a cold runner mold can be a practical choice when the annual production quantity is moderate, the resin cost is acceptable and the project needs reliable tooling without a complex heated manifold or nozzle system.
5. What are the disadvantages of cold runner injection molding?
The main disadvantages are runner scrap, possible trimming labor, longer cycle time and lower material efficiency compared with a hot runner mold. If the runner weight is high compared with the part weight, or if the resin is expensive, the material waste can increase the long-term part cost. Cold runner molds also require careful gate, runner, cooling and ejection design to avoid short shots, flash, warpage, runner sticking or inconsistent cavity filling.
6. Is a cold runner mold always cheaper than a hot runner mold?
A cold runner mold is usually cheaper in initial tooling cost because it does not require a heated manifold, hot nozzles, temperature controller or hot runner maintenance. However, it is not always cheaper in total production cost. Buyers should compare tooling cost, runner waste, resin price, trimming labor, cycle time, production volume and regrind policy before choosing between a cold runner and hot runner mold.
7. How do cold runner molds compare to hot runner molds in terms of cost and efficiency?
Cold runner molds usually have lower tooling cost and simpler maintenance, but they create solidified runners that must be removed or reground. Hot runner molds usually cost more to build and maintain, but they can reduce runner waste, shorten cycle time and improve production efficiency in high-volume projects. Cold runner molds are often more suitable for prototype, low-to-medium volume and cost-sensitive projects, while hot runner molds are often better for high-volume production, expensive resins and automated molding lines.
8. When should I choose a cold runner injection mold?
A cold runner injection mold is usually suitable when the project has moderate annual volume, limited tooling budget, frequent material or color changes, early-stage product validation, or parts that do not justify hot runner investment. It can also be a practical option for prototype tooling, low-volume production, family molds and projects where simple maintenance is more important than minimizing runner waste.
9. When should I choose a hot runner mold instead of a cold runner mold?
A hot runner mold may be better when the production volume is high, the resin is expensive, runner waste is not acceptable, cycle time must be reduced, or automated production efficiency is important. It is also often considered for cosmetic parts, thin-wall parts, multi-cavity high-volume parts and engineering plastic parts where material waste has a major cost impact.
10. What is the difference between a two-plate and three-plate cold runner mold?
A two-plate cold runner mold has a simpler structure, with the sprue, runner, gate and cavity arranged in a basic mold opening system. It is usually lower cost and easier to maintain, but the runner often remains attached to the part and requires trimming. A three-plate cold runner mold uses an additional plate to separate the runner and part more automatically, allowing more flexible gate locations, but it is more complex, more expensive and may require a longer molding cycle.
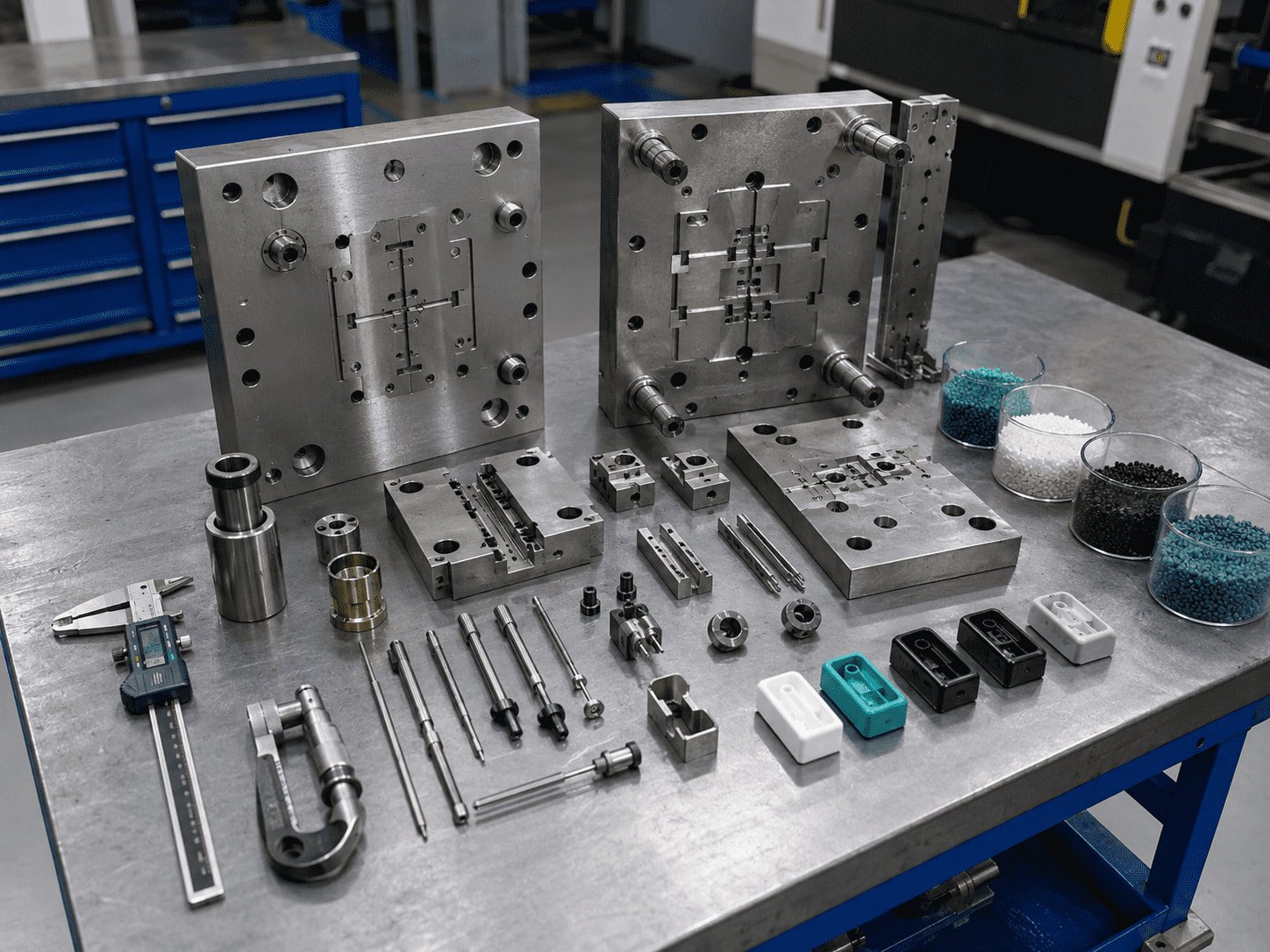
11. What are the main components of a cold runner mold?
The main components of a cold runner mold include the sprue bushing, sprue, runner, gate, cavity, core, cooling channels, ejector system and mold base. Depending on the part design, the mold may also include gate inserts, runner blocks, sliders, lifters, stripper plates or special ejection structures. GBM reviews these components during DFM and mold design to improve filling balance, gate appearance, cooling stability and runner release.
12. What is a cold runner sprue?
A cold runner sprue is the first channel that receives molten plastic from the injection molding machine nozzle and directs it into the runner system. Sprue size, draft angle, cooling and release design affect pressure loss, material waste and demolding stability. If the sprue is too large, it may increase scrap weight and cooling time. If it is too small, it may restrict flow and cause filling problems.
13. What is a runner in a cold runner mold?
A runner is the channel that carries molten plastic from the sprue to one or more gates. In a cold runner mold, the runner solidifies after each cycle and is ejected with the molded part. Runner diameter, runner length, layout symmetry and balance are important because they affect pressure drop, filling consistency, material waste and cavity-to-cavity repeatability.
14. What is a gate in a cold runner injection mold?
A gate is the small opening where molten plastic enters the mold cavity from the runner. Gate type, gate size and gate location affect filling, packing, weld lines, gate vestige, trimming method and part appearance. Common gate options for cold runner molds include edge gate, submarine gate, pin gate, fan gate, tab gate and direct sprue gate.
15. What is a cold runner block?
A cold runner block usually refers to a mold area or insert structure used to form or control the cold runner layout. It may be part of the runner system design in multi-cavity, family mold or special gate layout projects. GBM reviews the runner block design together with runner diameter, gate position, cooling, venting and ejection to reduce filling imbalance and runner sticking.
16. Can a cold runner mold be used for multi-cavity injection molding?
Yes. A cold runner mold can be designed as a multi-cavity mold for repeated plastic parts. For multi-cavity cold runner molds, the key design points are balanced runner layout, consistent gate size, stable cooling, proper venting and reliable ejection. GBM checks cavity filling, part weight, gate vestige, runner release and dimensional consistency during T1 mold trial.
17. What are the best practices for designing a multi-cavity cold runner mold?
A multi-cavity cold runner mold should be designed around balanced filling, equal or well-controlled runner length, consistent gate size, stable cooling and reliable ejection. The mold design should also review pressure drop, venting near flow ends, cooling balance around each cavity and runner separation during ejection. For strict tolerance or thin-wall parts, Moldflow analysis and T1 sample inspection are recommended before final mold approval.
18. Can a cold runner mold be used for small plastic parts?
Yes, cold runner molds can be used for small plastic parts such as clips, caps, brackets, connector covers, small housings and functional components. However, small parts require careful evaluation because the runner weight may be higher than the part weight. If the runner waste becomes too high, a hot runner mold or optimized runner layout may be more economical for long-term production.
19. How do cold runner and hot runner systems compare for small parts?
For small parts, a cold runner mold may be economical when the annual volume is moderate, the resin cost is acceptable and the project needs lower initial tooling investment. A hot runner mold may be better when the part is very small, the runner-to-part weight ratio is high, the resin is expensive, or the project requires high-volume automated production. GBM can compare runner waste, tooling cost and long-term part cost before quotation.
20. Can GBM supply modular cold runner molds for small-scale production?
Yes, GBM can evaluate modular cold runner mold options for selected prototype, small-scale or product family projects. A modular cold runner mold may use replaceable inserts, a shared mold base or simplified cavity layouts when the part design allows it. Feasibility depends on part size, parting line, insert space, runner layout, gate location, cooling access, ejection space, steel strength and future modification needs.
21. What are typical costs associated with cold runner mold tooling?
Cold runner mold cost depends on part size, cavity count, mold structure, runner layout, gate type, mold steel, tolerance requirement, surface finish, resin type, inspection level and export package. A simple single-cavity or two-cavity cold runner mold usually costs less than a hot runner mold, but the total production cost should also include runner scrap, trimming labor, cycle time and regrind management.
22. What information is needed for a cold runner mold quotation?
For an accurate cold runner mold quotation, buyers should provide 2D drawings, 3D files, material grade, part quantity, annual volume, tolerance requirements, surface finish, visible surfaces, assembly requirements, preferred mold standard, expected mold life and target production location. If the part is still in development, GBM can review the design and suggest runner, gate, cooling and ejection improvements before quotation.
23. Can a cold runner mold support engineering plastics?
Yes. Cold runner molds can be designed for engineering plastics such as ABS, PC, PA6, PA66, POM, PBT, PPS, PEEK and PEI, depending on part design and processing requirements. For glass-filled, high-temperature or abrasive materials, GBM reviews mold steel, gate wear, venting, cooling, shrinkage and ejection to reduce flash, burn marks, dimensional drift and premature mold wear.
24. Can cold runner scrap be reused?
In some projects, cold runner scrap can be reground and reused if the resin, product requirements and quality standard allow it. However, regrind use must be controlled because it may affect color, strength, appearance, moisture level or dimensional stability. For cosmetic, medical, safety-related or high-performance engineering parts, the regrind policy should be confirmed before mold design and production planning.
25. Does a cold runner mold need Moldflow analysis?
Not every cold runner mold needs Moldflow analysis, but it is useful for multi-cavity molds, thin-wall parts, long-flow parts, engineering plastics, strict tolerance parts or parts with high cosmetic requirements. Moldflow can help evaluate filling balance, pressure drop, weld lines, air traps, gate location and potential warpage before steel cutting.
26. What gate types can be used in a cold runner mold?
Common cold runner gate types include edge gate, submarine gate, pin gate, fan gate, tab gate and direct sprue gate. The right gate type depends on part geometry, appearance requirement, material flow, trimming method, gate vestige tolerance and production automation needs. GBM reviews gate location and gate removal during DFM to reduce appearance defects and assembly interference.
27. Can a cold runner mold be used for family mold projects?
Yes, a cold runner mold can be used for family mold projects when several related plastic parts are molded in one tool. However, family molds require careful runner balance because different part sizes and wall thicknesses may fill at different speeds. GBM reviews part weight, cavity layout, gate size, runner balance, cooling and ejection before recommending a family cold runner mold.
28. Can GBM manufacture cold runner molds for U.S. and overseas buyers?
Yes. GBM manufactures custom cold runner injection molds in China for overseas OEM buyers, engineering teams and molding companies. For export mold projects, GBM can provide DFM review, mold design, T1 trial samples, inspection reports, trial videos, spare parts, mold drawings, anti-rust protection and export wooden case packaging before shipment.
29. Where can I find manufacturers specializing in cold runner injection molding?
Buyers should look for a cold runner mold manufacturer that can support DFM review, mold design, CNC/EDM machining, runner and gate design, T1 sampling, CMM inspection and export documentation. GBM supports custom cold runner mold projects from drawing review and quotation to mold manufacturing, trial correction and shipment.
30. Which companies specialize in manufacturing cold runner molds for plastic injection?
A qualified cold runner mold manufacturer should understand mold structure, runner balance, gate design, material behavior, cooling, ejection, part tolerance and production volume. GBM specializes in custom injection mold manufacturing, including two-plate cold runner molds, three-plate cold runner molds, multi-cavity cold runner molds, family molds and prototype cold runner tooling.
31. Where can I buy cold runner mold components in the United States?
GBM mainly supplies complete custom cold runner molds and export-ready injection tooling from China. For U.S. buyers who need maintenance compatibility, GBM can design molds using common mold standards such as DME, HASCO, LKM or customer-specified components, and provide spare parts lists before shipment. If a buyer only needs local replacement components, the mold standard and component specification should be confirmed first.
32. Can GBM help decide whether my part needs a cold runner or hot runner mold?
Ready to Start Your Project?
Send us your 2D/3D drawings or project requirements. Our engineering team at GBM Mold Technology will provide a comprehensive DFM analysis and a detailed quote within 24 hours.
Email Us
Annie@gbminjection.comCall Us Directly
+86 13632611848Factory Location
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City
Request a Free Quote
Fill out the form below and we will get back to you shortly. Fields marked with an asterisk (*) are required.
