PP Injection Mold Manufacturer
Custom polypropylene injection molds for caps, closures, containers, living hinges, housings, clips and functional molded parts.
-
PP mold design for caps, closures, containers, hinges and housings
-
DFM review for shrinkage, wall thickness, gate and cooling layout
-
Cold runner, hot runner, multi-cavity and thin-wall mold options
-
T1 samples, mold trial videos, sample QC and CMM reports available

Precision PP Molding
Caps, Containers & Functional Parts
Material
PP / Polypropylene
Typical Parts
Caps, closures, containers, hinges
Mold Options
Cold runner, hot runner, multi-cavity
Quote Needs
2D/3D drawings, PP grade, quantity
PP Injection Mold at a Glance
Understanding the core aspects of polypropylene tooling for successful part production.
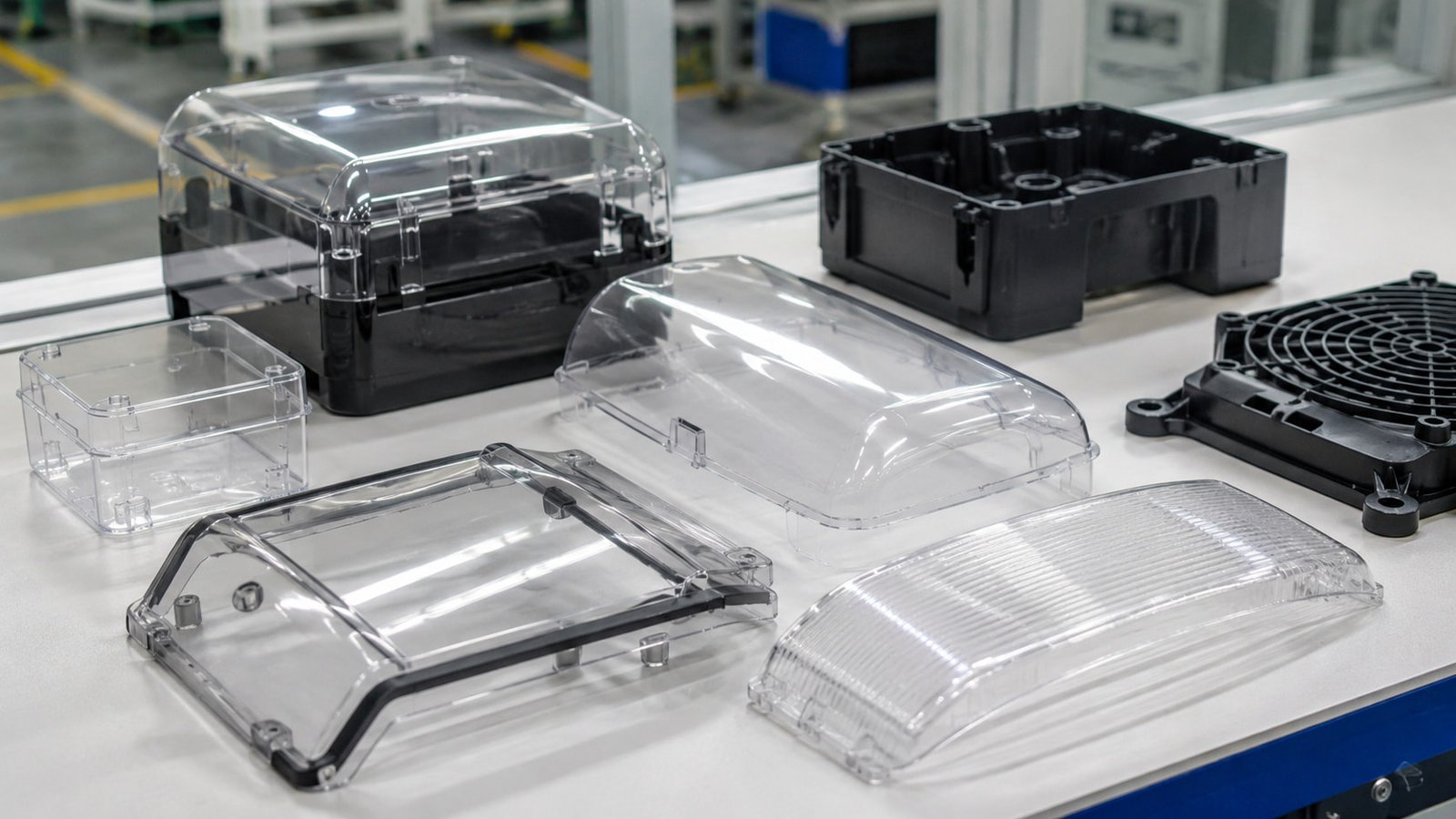
What It Is
A PP injection mold shapes molten polypropylene into plastic parts through a cavity, core, runner, gate, cooling and ejection system.
Why Buyers Use PP
PP is used for lightweight, chemical-resistant, flexible and cost-sensitive molded parts such as caps, containers, hinges and clips.
What Needs Attention
PP shrinkage, warpage, sink marks, flash, gate marks and living hinge performance should be reviewed before mold cutting.
How GBM Helps
GBM reviews PP grade, wall thickness, gate location, cavity number, cooling layout and inspection requirements before tooling.
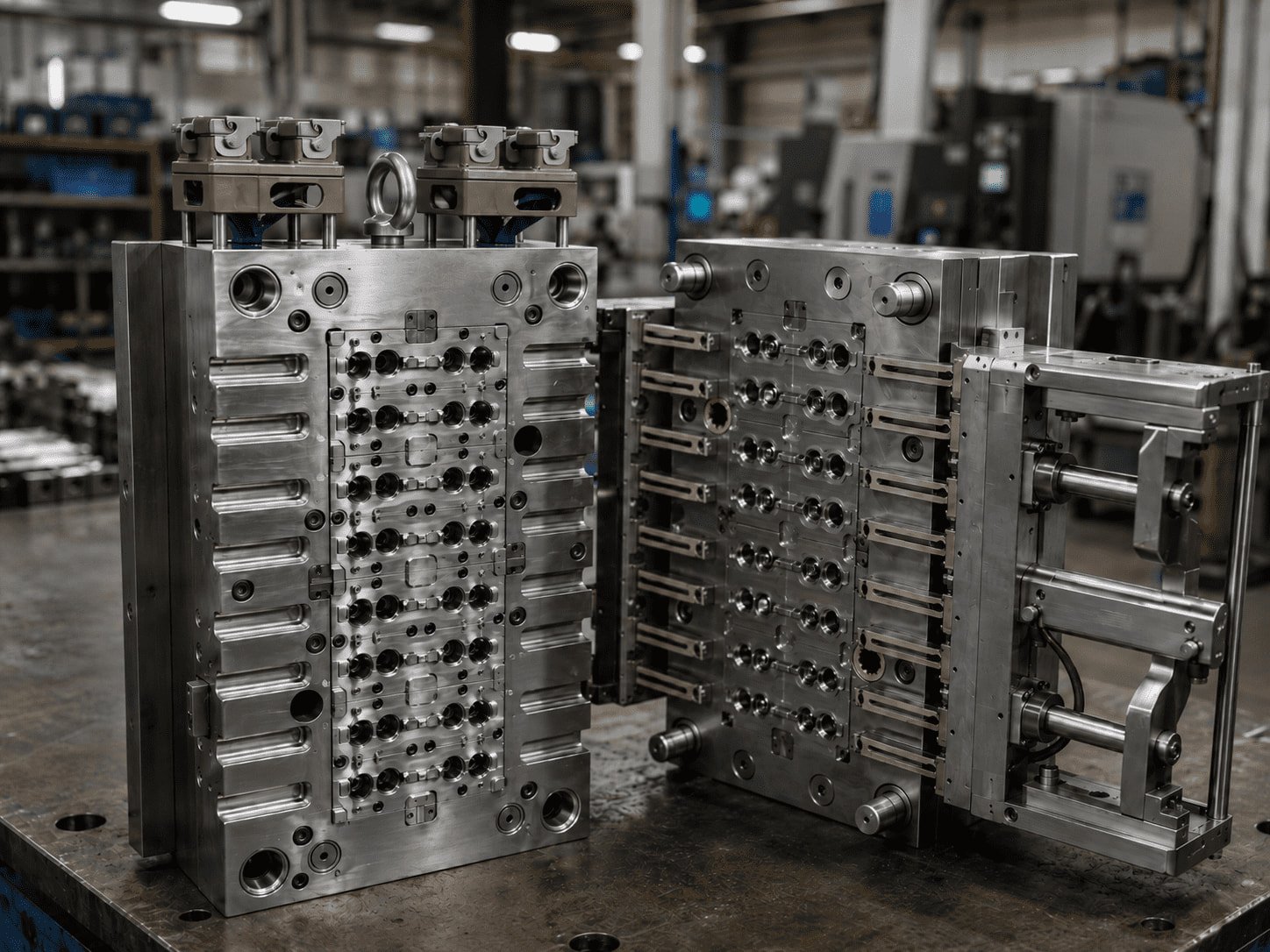
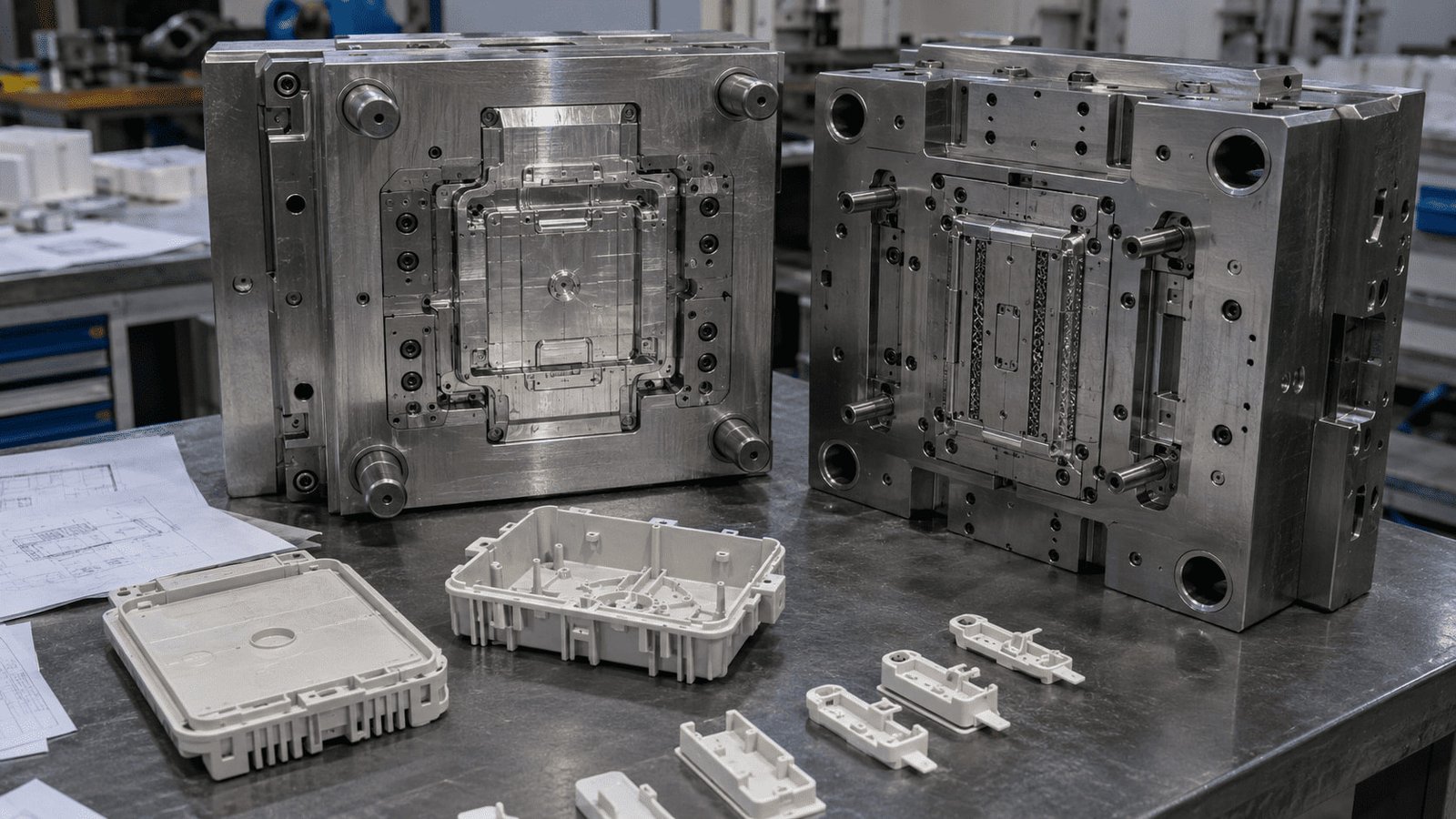
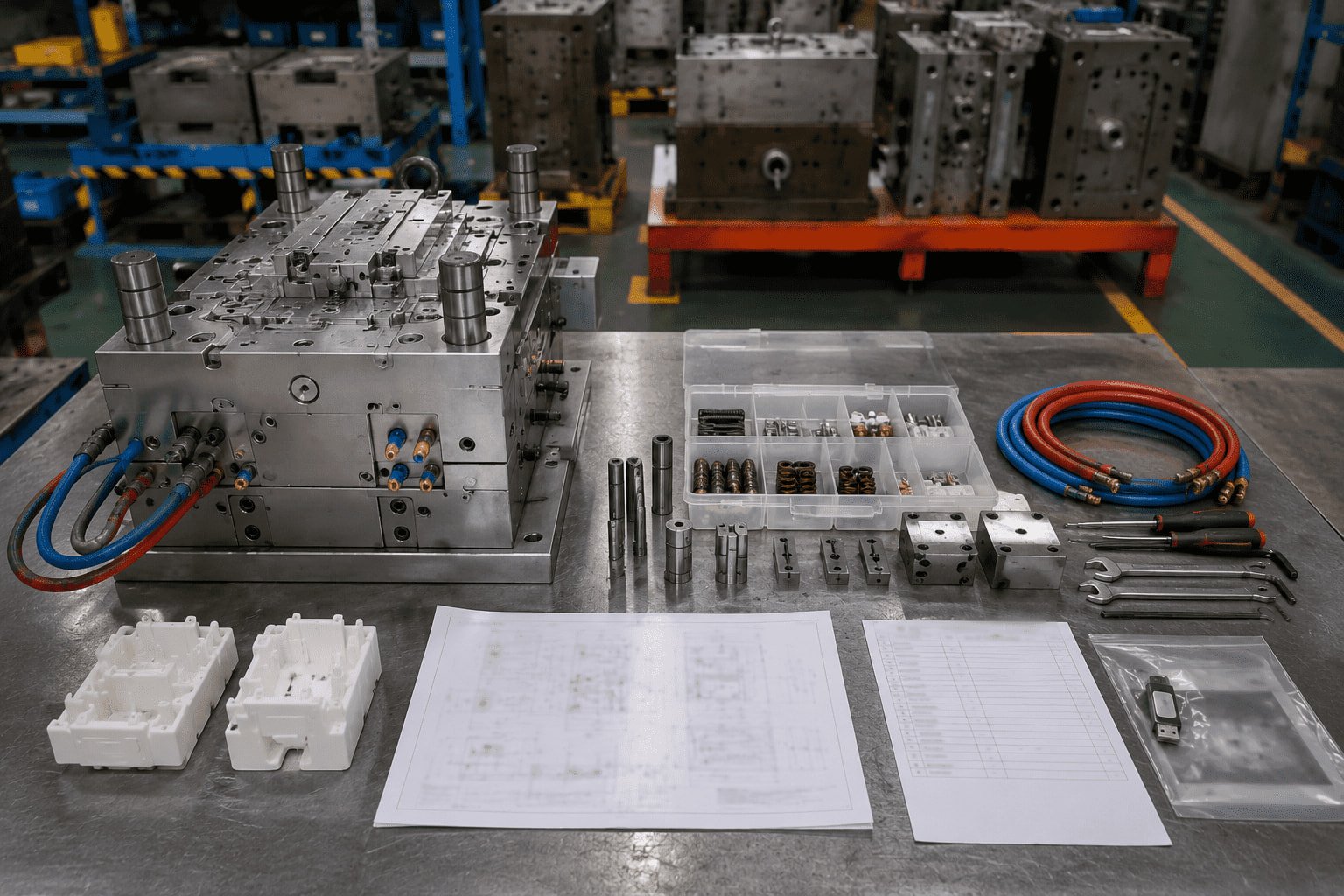
What Is a PP Injection Mold?
PP means polypropylene, a versatile thermoplastic. A PP injection mold is a custom-machined steel tool used to produce high volumes of polypropylene plastic parts efficiently.
The mold structure includes the cavity and core to define the shape, a runner and gate system to inject molten PP, cooling channels to solidify the plastic, an ejection system to remove the part, and a sturdy mold base.
Because PP is a semi-crystalline material, PP mold design must carefully consider shrinkage, warpage, wall thickness consistency, gate location, and ejection balance to prevent defects. To ensure accurate tooling, buyers should provide comprehensive 2D/3D drawings, specify the exact PP grade, state the annual quantity, and define tolerance and application requirements.
| Parameter | GBM Support | Buyer Notes |
|---|---|---|
| Material | PP homopolymer, PP copolymer, filled PP, translucent PP, PP + TPE | Resin grade affects shrinkage, stiffness and hinge performance |
| Mold Type | Cold runner, hot runner, multi-cavity, thin-wall, living hinge, insert mold | Selected by part structure and annual quantity |
| Gate Design | Edge gate, submarine gate, pinpoint gate, fan gate, direct gate | Affects filling, gate mark and appearance |
| Cooling Layout | Cooling channels based on wall thickness and cavity layout | Important for warpage and cycle stability |
| Ejection | Ejector pins, sleeves, stripper plate or custom ejection | Must avoid deformation and whitening |
| Mold Trial | T1 samples, trial photos, trial videos | Used to verify filling, flash, shrinkage and dimensions |
| Inspection | Sample QC report, CMM report, FAI / CPK upon request | Mark critical dimensions on drawings |
| Export Delivery | Mold drawings, spare parts list, maintenance notes, packing photos | Useful when mold runs in buyer’s factory |

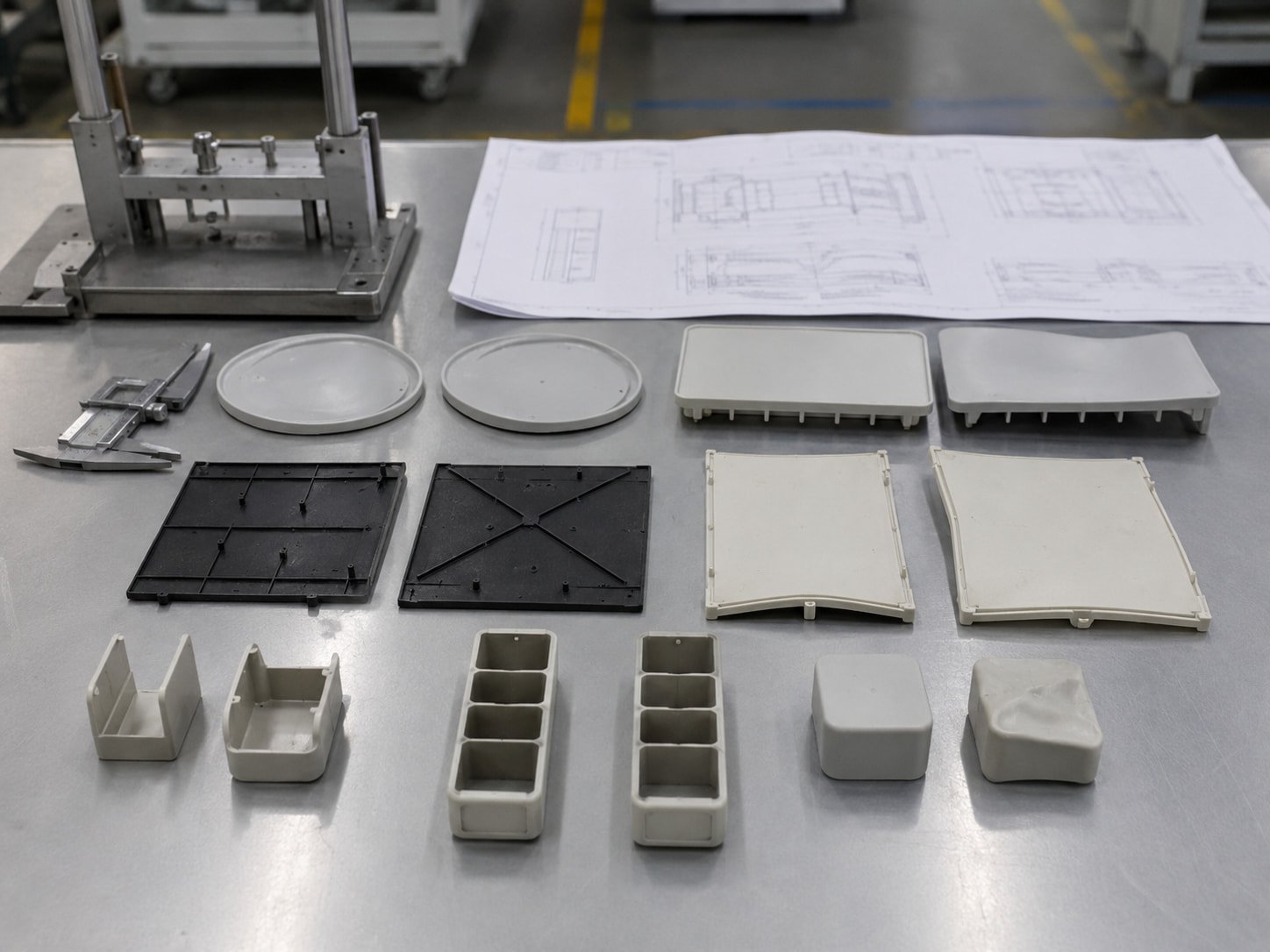
PP Mold Product Types
Specialized tooling solutions for various polypropylene applications.
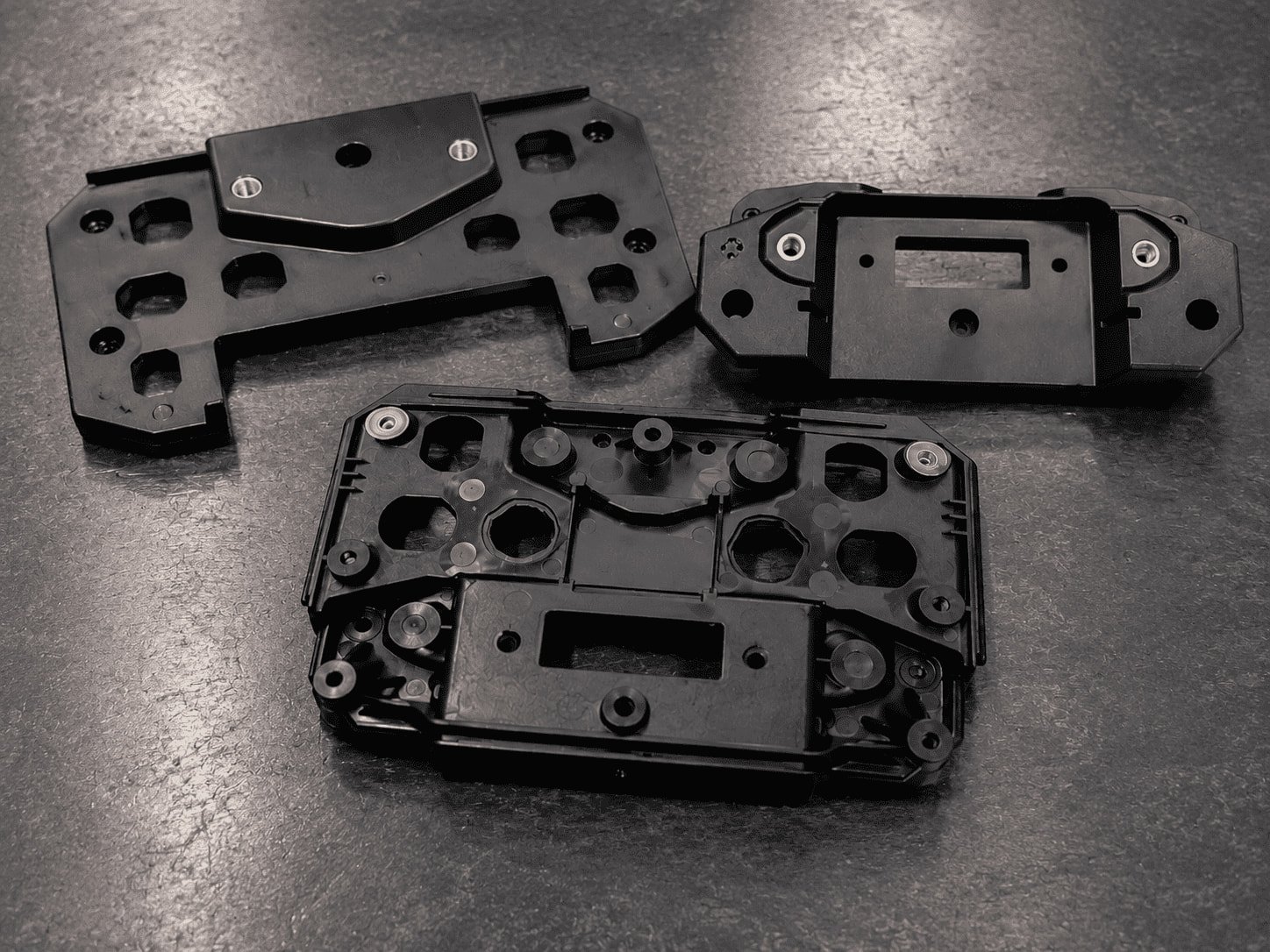
Custom PP Injection Mold
For PP housings, clips, covers, brackets and functional molded parts.
Focus: wall thickness, shrinkage, gate location, cooling and assembly fit.
PP Cap & Closure Mold
For screw caps, snap caps, flip-top caps, lids and closures.
Focus: thread accuracy, sealing surface, hinge movement and cavity balance.
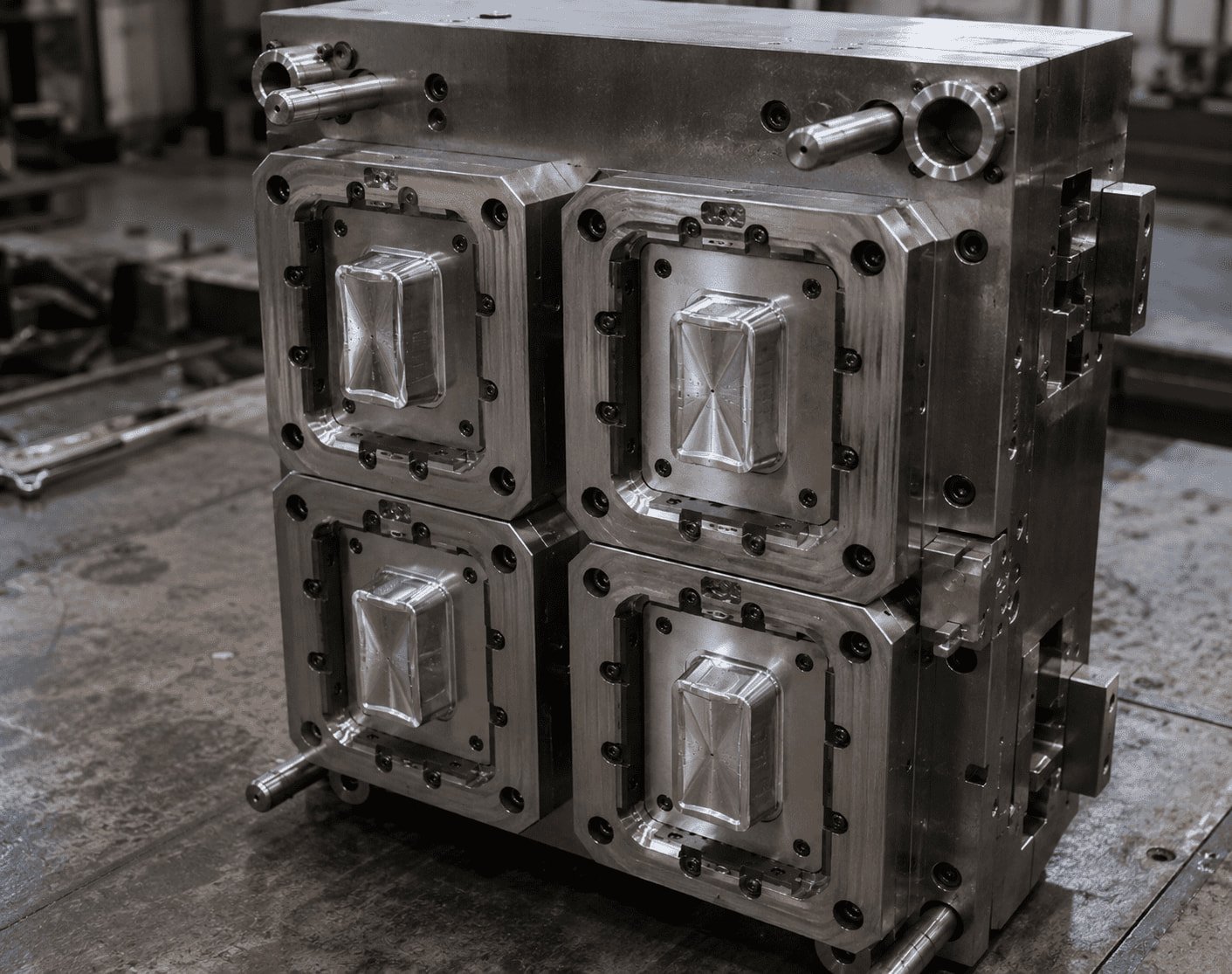
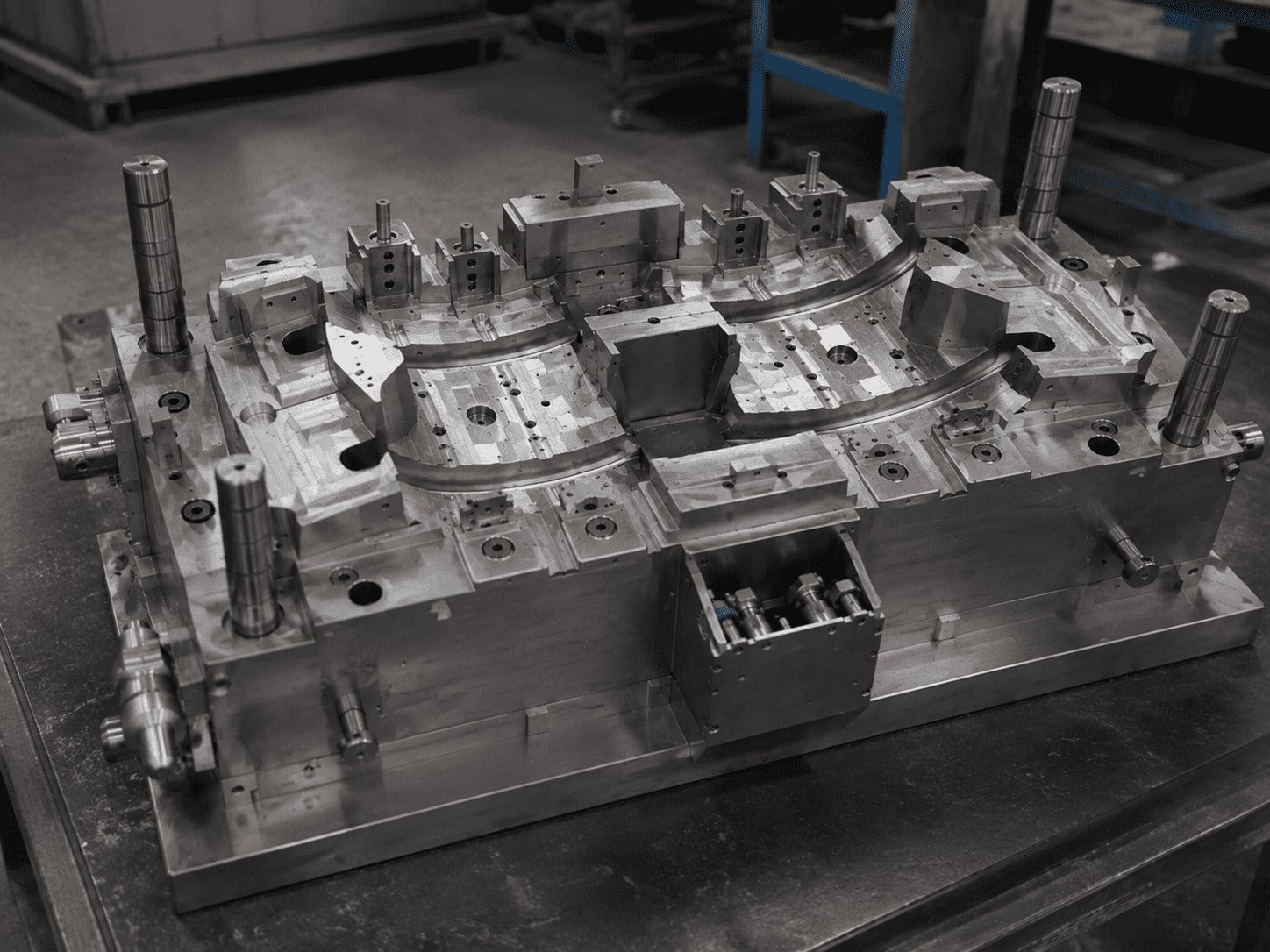
PP Container & Thin-Wall Mold
For trays, boxes, buckets, storage containers and packaging parts.
Focus: thin-wall filling, cooling balance, warpage and ejection.

PP Living Hinge Mold
For flip caps, snap lids and repeated bending structures.
Focus: hinge thickness, flow direction, PP grade and T1 bending check.
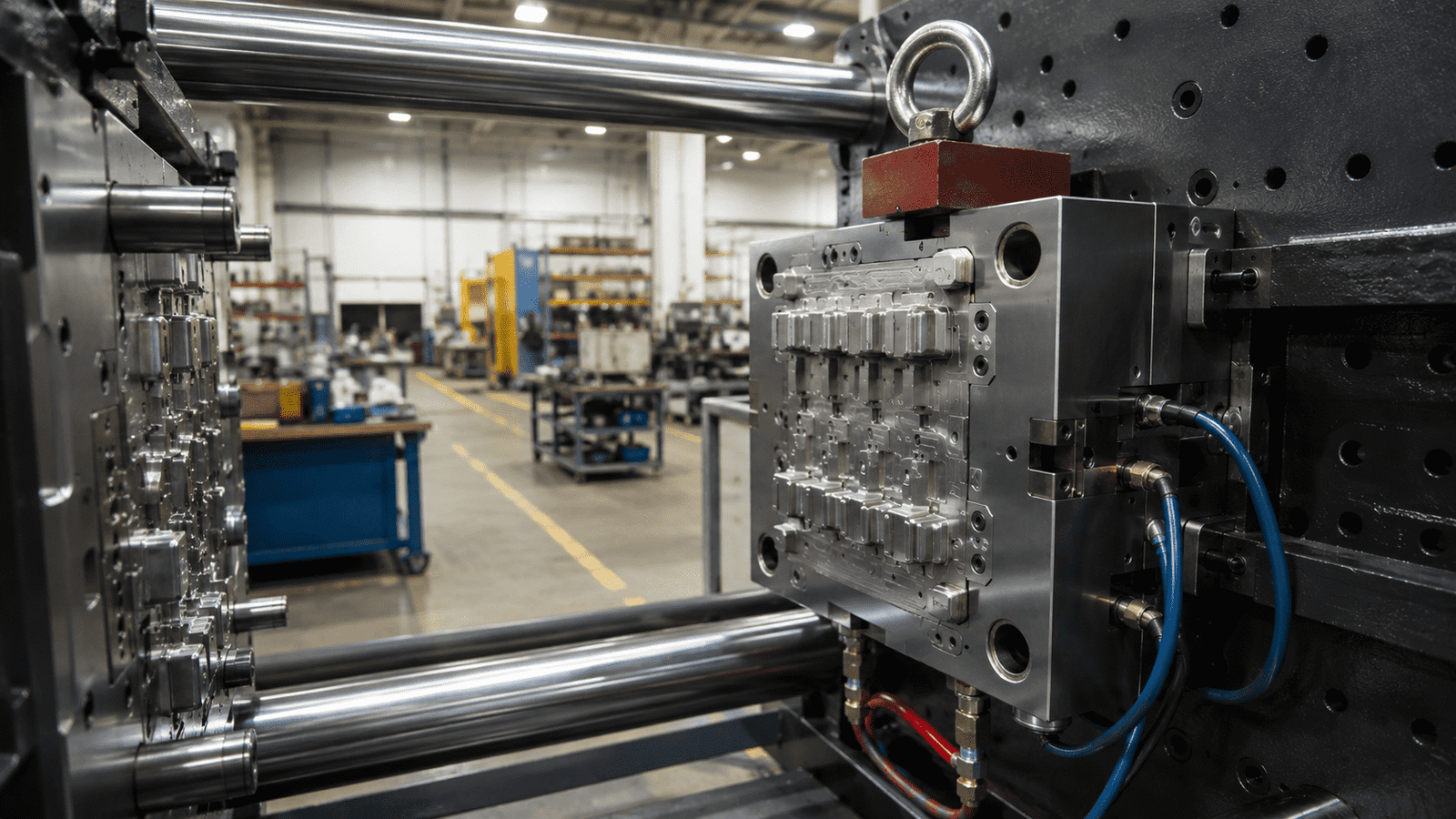
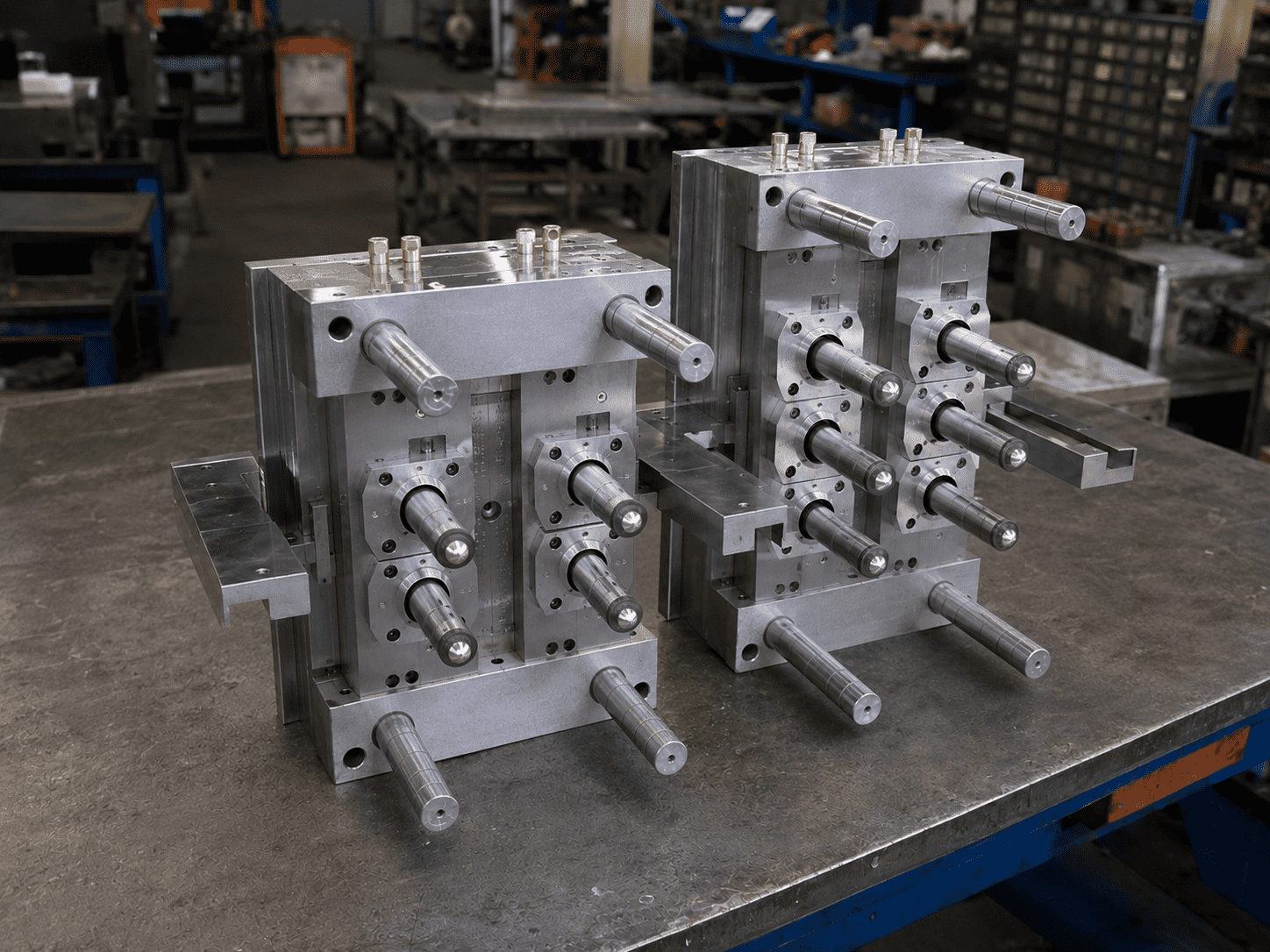
Multi-Cavity PP Mold
For high-volume PP parts requiring stable part weight and dimensions.
Focus: runner balance, cavity consistency, cooling and sample comparison.
PP Insert / PP + TPE Mold
For PP parts with inserts, soft-touch areas, sealing edges or grip surfaces.
Focus: insert positioning, bonding, flash control and shrinkage mismatch.
Product Scenarios
Where our custom PP injection molds deliver value.

Packaging & Containers
Caps, lids, boxes, trays, buckets and thin-wall containers. GBM reviews cavity balance, cooling layout and ejection for stable output.

Living Hinges & Flip Caps
Flip-top caps, snap lids and hinge covers. GBM checks hinge thickness, gate direction, PP grade and T1 bending performance.

Automotive Functional Parts
Clips, brackets, covers and lightweight interior parts. GBM focuses on shrinkage, assembly fit, CMM inspection and FAI / CPK if required.

Medical & Laboratory Components
Non-implant disposable parts, lab containers and sample holders. GBM supports material confirmation, sample QC and CMM inspection upon request.

Electronics & Electrical Components
Insulating covers, connector parts and functional housings. GBM reviews gate design, dimensions and assembly fit.

Industrial Chemical-Resistant Parts
Chemical containers, pump parts, fluid handling covers and protective parts. GBM checks wall thickness, material grade and dimensional stability.
PP Molding Challenges & GBM Solutions
How we mitigate common polypropylene molding defects through expert DFM and tooling.
| Pain Point | Business Impact | GBM Solution |
|---|---|---|
| High Shrinkage | Loose assembly or unstable dimensions | Review PP grade, wall thickness, gate location, packing and cooling |
| Warpage | Lids, boxes and panels may bend after ejection | Optimize ribs, cooling balance, gate position and ejection |
| Sink Marks | Thick ribs or bosses may show visible defects | Review rib/boss ratio, wall transition and packing |
| Flash | Affects sealing edges, snap fits and appearance | Control parting line, venting, mold fitting and clamping area |
| Gate Marks | Visible marks may affect customer-facing surfaces | Select gate type and location based on appearance requirement |
| Living Hinge Failure | Hinges may crack or whiten after bending | Review hinge thickness, flow direction and PP grade |
| Multi-Cavity Imbalance | Different cavities may produce inconsistent parts | Review runner balance, cooling consistency and T1 samples |
| Wrong PP Grade | Part may fail in stiffness, impact or chemical resistance | Compare PP homopolymer, copolymer, filled PP or alternative materials |
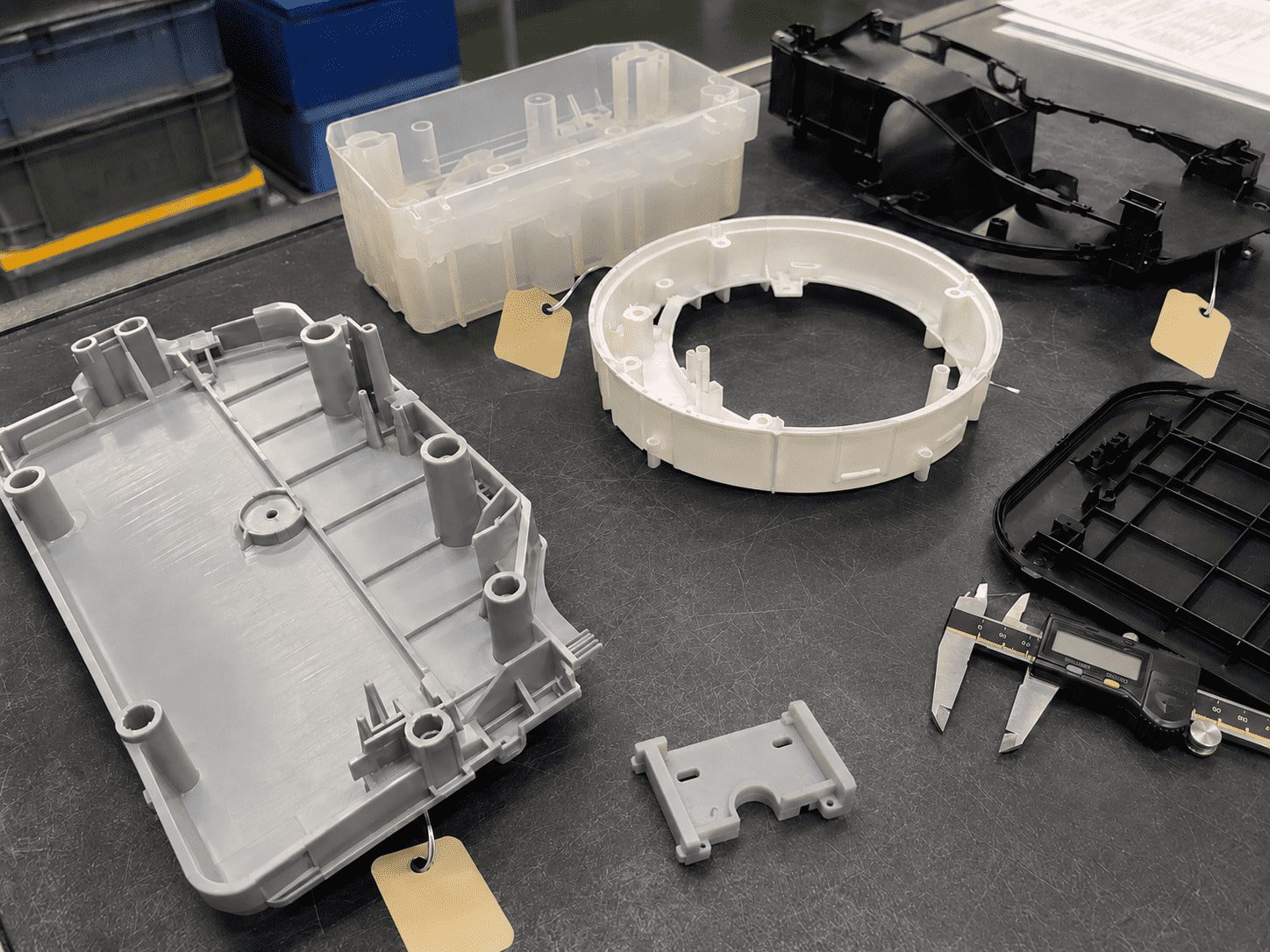

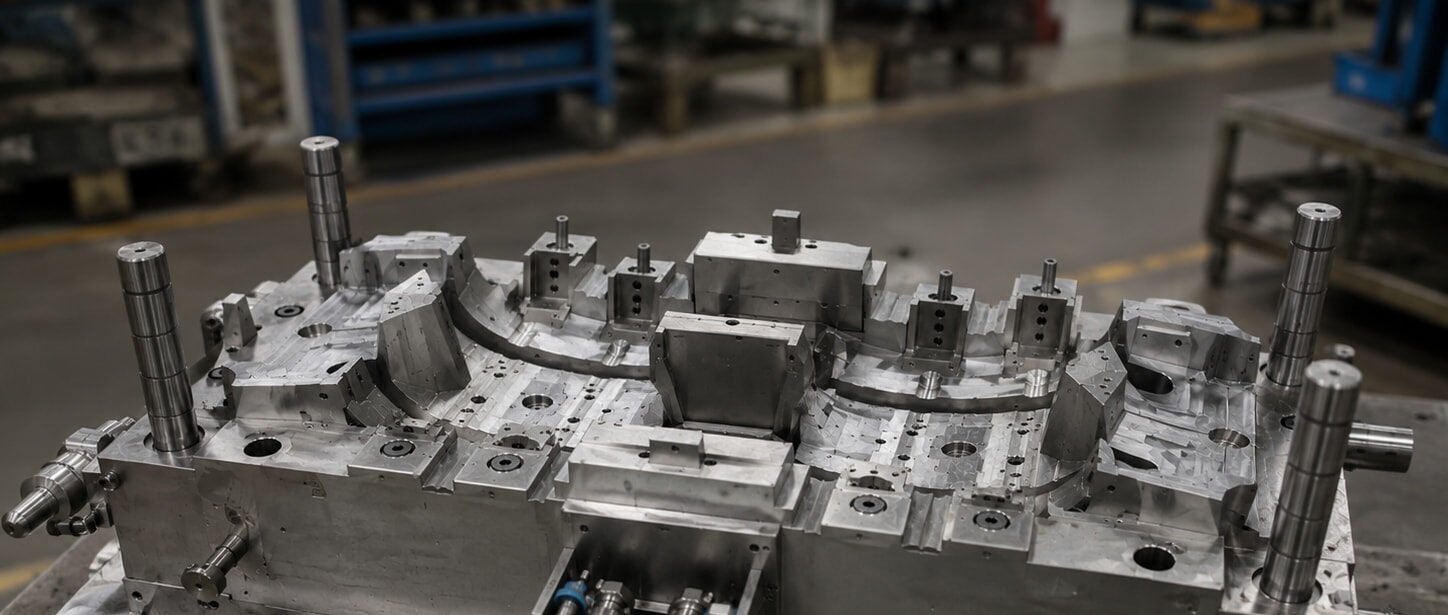
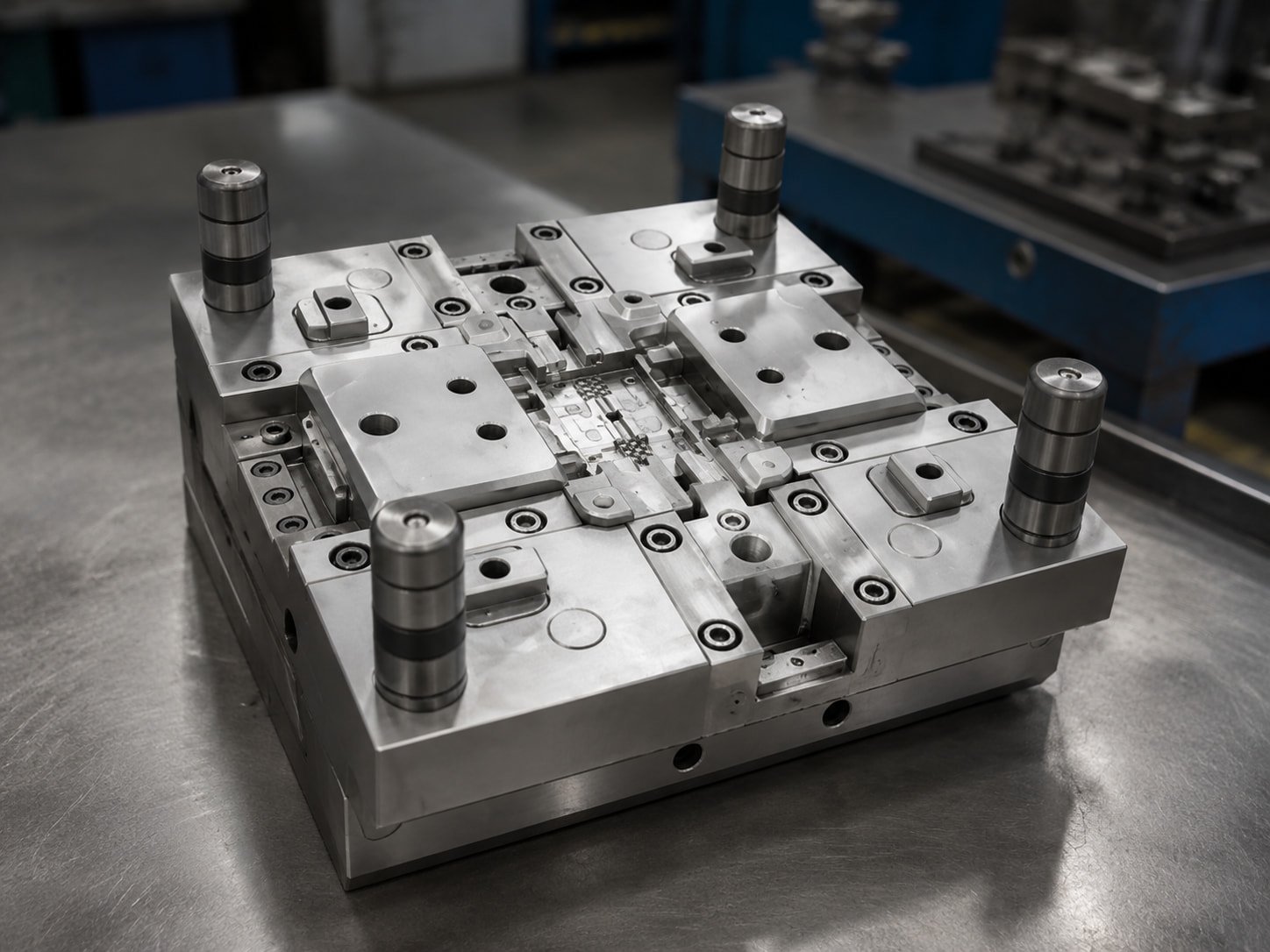
PP Mold Structure Details
Key components engineered for optimal polypropylene flow and cooling.
Cavity & Core
Define part shape and surface.
Runner & Gate
Control PP filling path and gate vestige.
Cooling Channels
Help stabilize cycle time and reduce warpage.
Ejection System
Releases the part without bending or whitening.
Parting Line & Venting
Affect flash, trapped air and appearance.
Why Choose GBM for PP Injection Molds
Precision tooling backed by comprehensive DFM and rigorous quality control.
DFM Before Mold Cutting
GBM reviews wall thickness, ribs, bosses, living hinges, gate location and assembly surfaces before steel cutting. This helps reduce mold changes caused by sink marks, warpage or hinge problems.
Shrinkage & Warpage Review
For PP containers, lids and clips, GBM checks PP grade, cooling layout, gate position and critical dimensions. CMM inspection can be used when assembly fit is important.
Multi-Cavity Mold Support
For high-volume PP parts, GBM reviews runner balance, cavity layout, cooling consistency and sample comparison during T1.
T1 Samples and Reports
GBM can provide T1 samples, mold trial videos, sample QC reports, full CMM reports, FAI and CPK reports upon request.
Export Mold Delivery
For export molds, GBM can provide mold drawings, spare parts list, maintenance notes, packing photos and anti-rust protection.
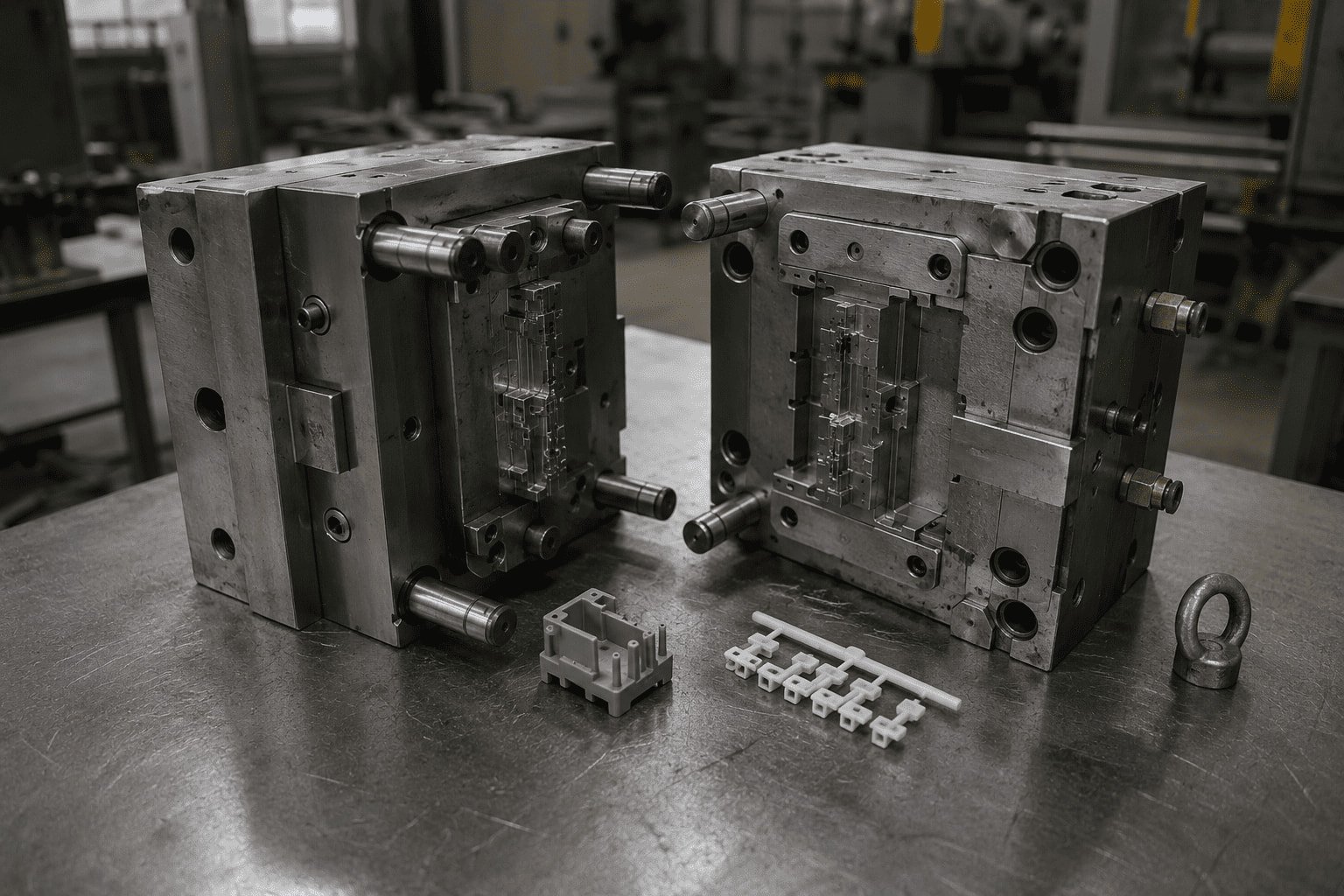
Mold Manufacturing Capability
GBM supports CNC, EDM, wire cutting, grinding, fitting, assembly, mold trial and sample inspection for PP mold projects.
PP vs ABS vs PE vs PC
Comparing common thermoplastic materials to ensure PP is the right choice for your mold.
| Material | Better For | Watch Out |
|---|---|---|
| PP (Polypropylene) | Caps, containers, living hinges, chemical-resistant parts | Higher shrinkage, warpage, harder painting or bonding |
| ABS | Housings, covers, cosmetic parts | Lower chemical resistance than PP |
| PE / HDPE | Containers, tanks, moisture-resistant parts | Lower stiffness and less precise detail |
| PC (Polycarbonate) | Durable housings, transparent parts, impact-resistant parts | Higher cost and more demanding molding process |
Conclusion: If the part has snap fits, living hinges, chemical exposure, thin walls or critical assembly surfaces, material selection should be reviewed before mold quotation.



How to Choose the Right PP Mold
Use this buyer checklist to ensure all critical factors are considered before requesting a quotation.
-
Part Function cap, container, hinge, housing, clip, cover or structural part
-
PP Grade homopolymer, copolymer, filled PP, translucent PP or special grade
-
Annual Quantity & Runner affects cavity number, cold/hot runner system, mold steel and tooling budget
-
Wall Thickness & Hinge check for sink marks, hinge thickness, gate direction and PP grade
-
Tolerance & Quality Approval mark critical dimensions; define T1 samples, QC report, CMM, FAI or CPK
-
Mold Destination export molds need machine data, mold standard and spare parts

PP Mold Trial and Inspection
For PP molds, T1 trial should verify filling, flash, sink marks, warpage, gate marks, ejection, dimensions, assembly fit and living hinge performance when applicable.
GBM Checks:
- Filling and short shot
- Flash and parting line
- Sink marks and warpage
- Gate mark and weld line
- Ejection and appearance
- Critical dimensions
- Cavity balance
- Living hinge movement
Reports Available:
- T1 sample feedback
- Sample QC report
- Full CMM dimension report
- Mold trial video
- FAI / CPK upon request

Export-Ready PP Injection Mold Delivery
For export PP molds, GBM can prepare mold cleaning, anti-rust protection, water line check, ejection check, wooden case packing, spare parts list, maintenance notes, trial video and packing photos.
Documents Available:
- Mold layout drawing
- 2D / 3D mold drawing
- Spare parts list
- Mold trial video
- Sample QC report
- CMM report if required
- Maintenance instructions
- Packing photos
Frequently Asked Questions
Common questions about PP injection mold design and manufacturing.
What is a PP injection mold?
Is PP the same as polypropylene?
Is PP good for injection molding?
What parts are commonly made with PP injection molds?
What defects are common in PP injection molding?
Why do PP parts shrink or warp?
Can GBM make multi-cavity PP molds?
Can PP be used for living hinges?
What information is needed for a PP mold quote?
Can GBM provide T1 samples and CMM reports?
Get a PP Injection Mold Quote with DFM Review
Send your 2D/3D drawings, PP grade, annual quantity and quality requirements. GBM engineers will review shrinkage, wall thickness, gate design, cooling layout, mold structure and quotation direction.
What to Send for a Faster Quote
- 2D / 3D drawings
- PP grade
- Annual quantity
- Surface finish
- Tolerance
- Cavity requirement
- Mold export standard
- Existing defect photos if available
Direct Contact
Email: Annie@gbminjection.com
Phone: +86 15268369865
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City
