Gas Assist Molding for Thick-Wall & Cosmetic Parts
GBM Mold focuses on gas-assisted injection molding to resolve sink marks, warpage, weight issues, and surface defects, ensuring project suitability through detailed assessments.

Gas Assist Injection Molding at a Glance
What It Is
Gas assist molding uses nitrogen to shape molten plastic into hollow sections.
Where It Helps
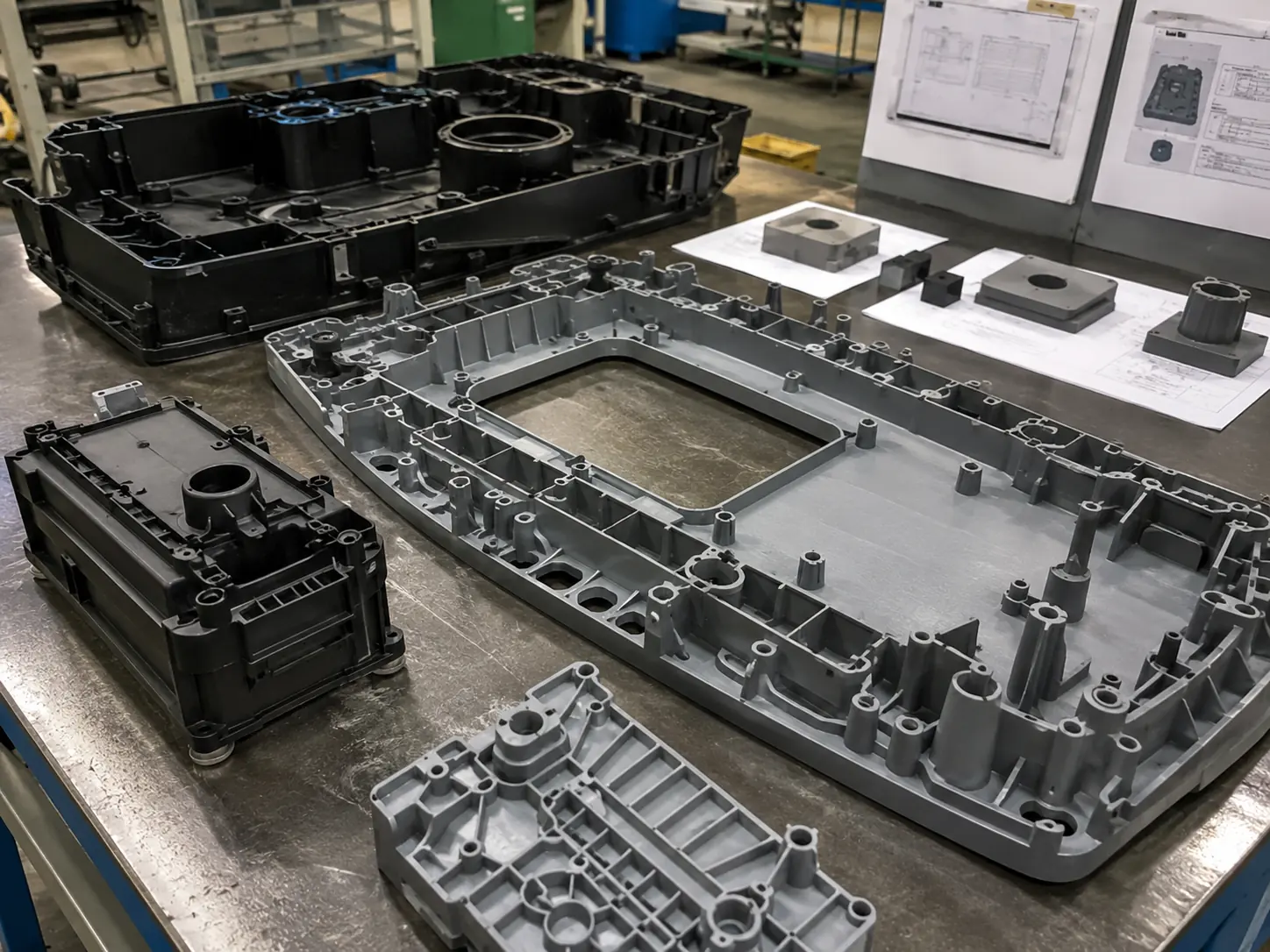
It is used for thick-wall parts, tubular shapes, handles, covers, housings, and large cosmetic surfaces.
What It Can Improve
Gas assist molding can reduce sink marks, weight, stress, and warpage on large panels.
GBM Reviews
GBM checks wall thickness, material flow, gate positions, and post-molding inspections.
Gas Assist Injection Molding Parameters We Review Before Tooling
| Parameter | GBM Mold Review Focus |
|---|---|
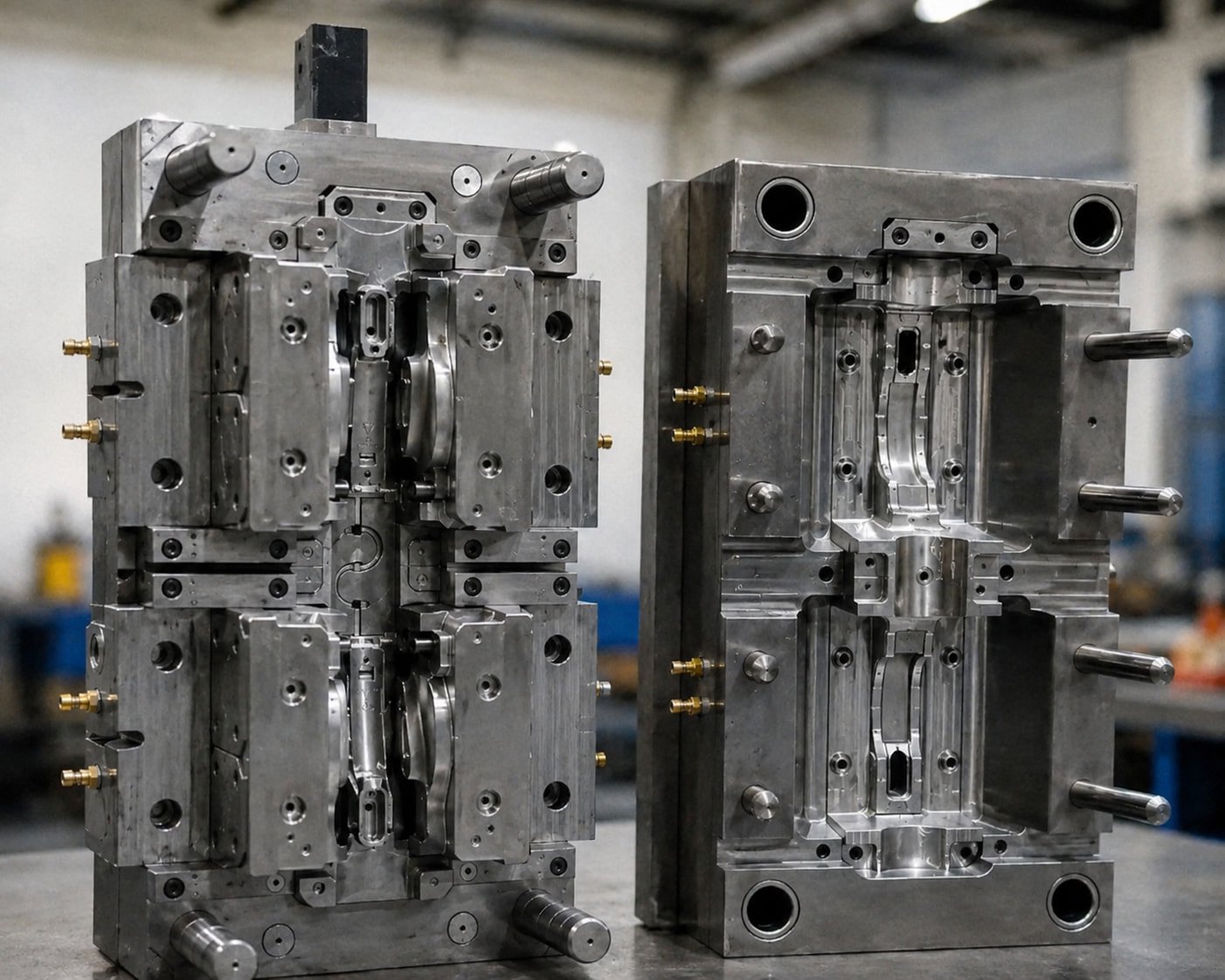
| Process Type | Internal gas assist molding, external gas assist molding, gas-assisted injection mold manufacturing |
| Typical Part Features | Thick walls, ribs, bosses, handles, tubular sections, large covers, structural frames |
| Mold Type | Custom injection mold, gas assist mold, multi-cavity mold depending on part size and production volume |
| Material Options | ABS, PP, PC, PC/ABS, PA, POM and project-specific engineering plastics evaluated for flow rate |
| Gas Medium | Usually nitrogen, based on equipment pressure settings and process cooling requirements |
| Key Tooling Areas | Gas channel layout, gas pin or nozzle position, gate and runner design, venting and cooling layout |
| Trial Validation | T1 samples, mold trial video, dimensional inspection, surface review and gas penetration check |
| Reports Available | Sample QC report, CMM report, FAI report and CPK study on request for batch stability |
| Delivery Support | Mold drawing, spare parts list, maintenance notes, packing photos and export mold preparation |

Or consult our engineers directly: Annie@gbminjection.com | +86 15268369865
Gas Assist Injection Molding Types We Support

Internal Gas Assist Injection Molding
Internal gas assist molding uses gas to create hollow sections in thicker plastic areas, ideal for handles, tubular features, and weight reduction in ribbed or boss-heavy parts.

External Gas Assist Injection Molding
External gas assist molding uses gas to push the cosmetic surface against the cavity wall, ideal for large covers, panels, housings, and A-side parts.

Gas Assist Mold for Thick-Wall & Ribbed Parts
For parts with thick ribs or heavy sections, conventional molding may cause defects or warpage. Gas assist molding can help if geometry allows.
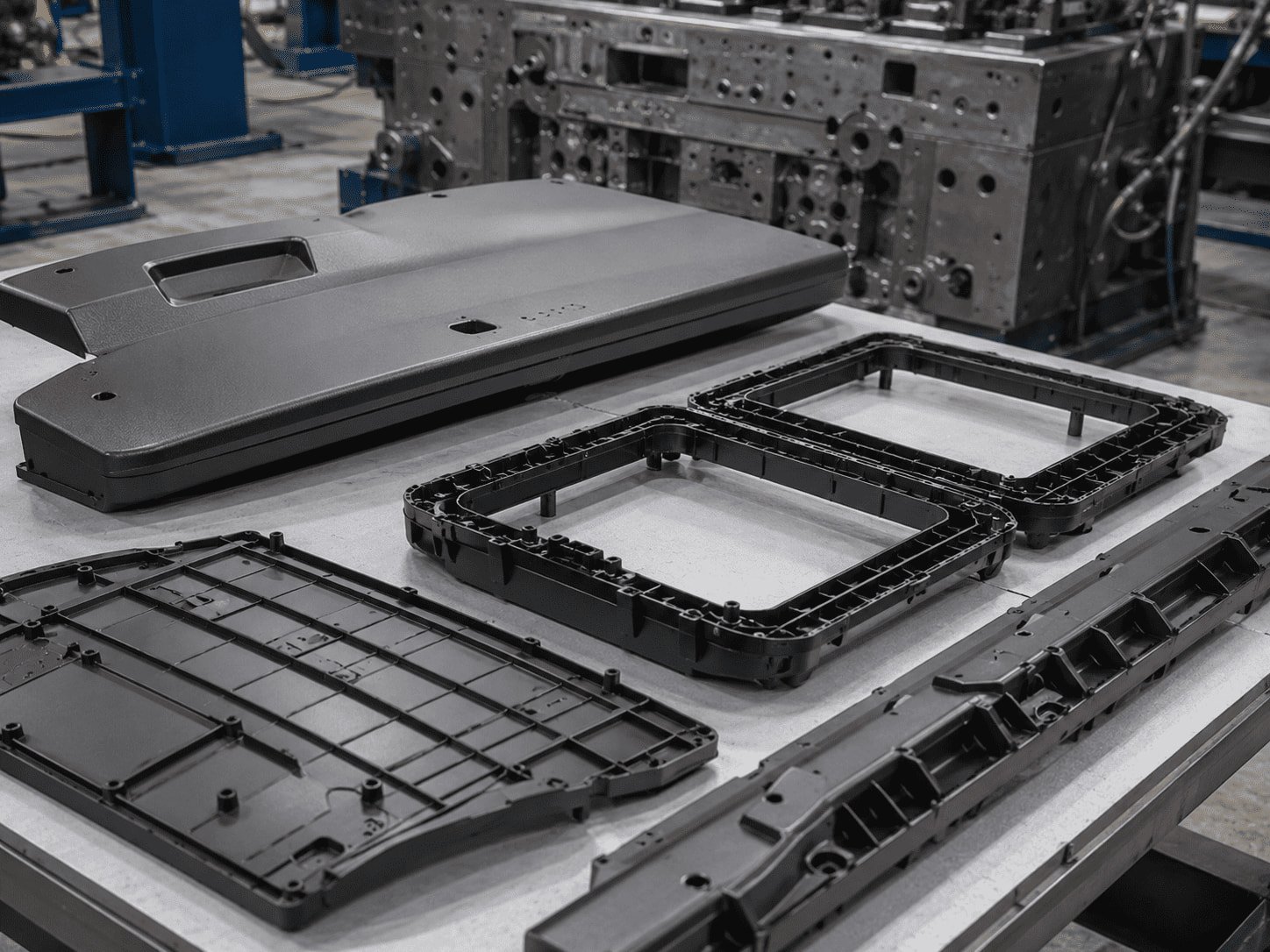
Gas Assist Molding for Large Covers & Frames
Large covers, panels, frames, and structural parts require balanced packing and reduced stress to ensure assembly fit and avoid deformation.
When Conventional Injection Molding May Create Problems
Procurement constraints and engineering bottlenecks that trigger the need for gas assist molding evaluation.
Sink Marks Around Ribs and Bosses
Thick sections cool slower and shrink differently from thinner walls. GBM reviews rib and boss thickness, gas channel route, cooling layout and T1 sample surface before suggesting gas assist molding.
Warpage on Large Plastic Covers
Large covers may warp due to uneven packing pressure, unbalanced cooling or long flow paths. GBM checks gate location, gas pressure path, cooling balance and part support features like mounting holes.
Heavy Parts and High Material Usage
Solid thick sections increase resin volume and cooling time. For selected designs, gas assist molding may create hollow sections while keeping functional stiffness and reducing overall component weight.
High Packing Pressure and Mold Stress
Large or thick parts may require high packing pressure in conventional injection molding. Gas assist molding can be reviewed as a way to improve filling and reduce pressure demand, depending on the project.
Visible Surface Defects on Cosmetic Parts
Ribs, bosses or internal structures may show through on the A-side surface. GBM reviews external gas assist, surface texture, B-side gas packing and T1 cosmetic inspection to mitigate this risk.
Complex Parts Requiring Multiple Assemblies
Some handles, frames or support structures can be integrated into one molded part after proper DFM review, reducing unnecessary secondary assembly in suitable projects and maintaining interface compatibility.
Need immediate assistance? Call our experts at +86 15268369865
How We Review and Build a Gas Assist Injection Molding Project
1
Part Drawing and Application Review
Review 2D/3D drawings, part function, cosmetic area, load area, assembly interface and annual quantity.
2
Gas Assist Feasibility Check
Check wall thickness, ribs, bosses, flow length, gas penetration path, possible hollow sections and surface risk.
3
Mold Layout and Gas Channel Planning
Plan gate, runner, gas channel, gas pin or nozzle position, venting and cooling layout to balance shrinkage.
4
DFM Feedback Before Mold Cutting
Send visual DFM notes showing possible sink risk, gas path, thick-wall zones, gate location and surface concerns.
5
Mold Manufacturing and Assembly
Build the mold with CNC, EDM, wire EDM, fitting, polishing, cooling and gas-related component preparation.
6
T1 Trial and Process Adjustment
Run T1 samples, check gas penetration, short-shot ratio, gas delay time, pressure ramp, surface condition and dimensional result.
7
Reports and Export Preparation
Provide samples, trial video, inspection report, mold photos, spare parts list, packing photos and export mold documentation.
Have a thick-wall or large cosmetic plastic part?
Send your drawing for a gas assist feasibility review covering wall thickness and gas path analysis.
Engineering Benefits of Gas Assist Injection Molding
Reduced Sink Marks on Thick Sections
Gas pressure can help pack material around thick ribs, bosses or handles, depending on channel layout and process control during T1.
Lower Part Weight Where Hollow Sections Are Possible
For selected thick-wall designs, gas assist molding can form hollow areas and reduce unnecessary solid plastic while maintaining structure.
Better Dimensional Stability for Large Parts
More even packing pressure and reduced molded-in stress may help large covers, frames and handles maintain shape for cabinet fitment.
Lower Packing Pressure for Certain Large Parts
Gas assist can help push material into cavity extremities, which may reduce injection pressure and clamping demand depending on the design.
Improved Cosmetic Surface on Selected Parts
External gas assist can help reduce A-side sink marks where ribs or mounting bosses are located on the reverse side of the panel.
More Design Freedom for Integrated Structures
Handles, support ribs, tubular sections and structural features may be integrated into one molded part after proper DFM review.
Need immediate engineering support? Call us at +86 15268369865
Typical Parts Suitable for Gas Assist Injection Molding

Automotive Interior & Exterior Handles
Buyer Concerns: weight, surface quality, dimensional stability, assembly fit

Appliance Handles and Large Covers
Buyer Concerns: sink mark reduction, appearance, long-term use, stable molding

Medical Equipment Housings
Buyer Concerns: large surface, clean appearance, assembly accuracy, inspection documents
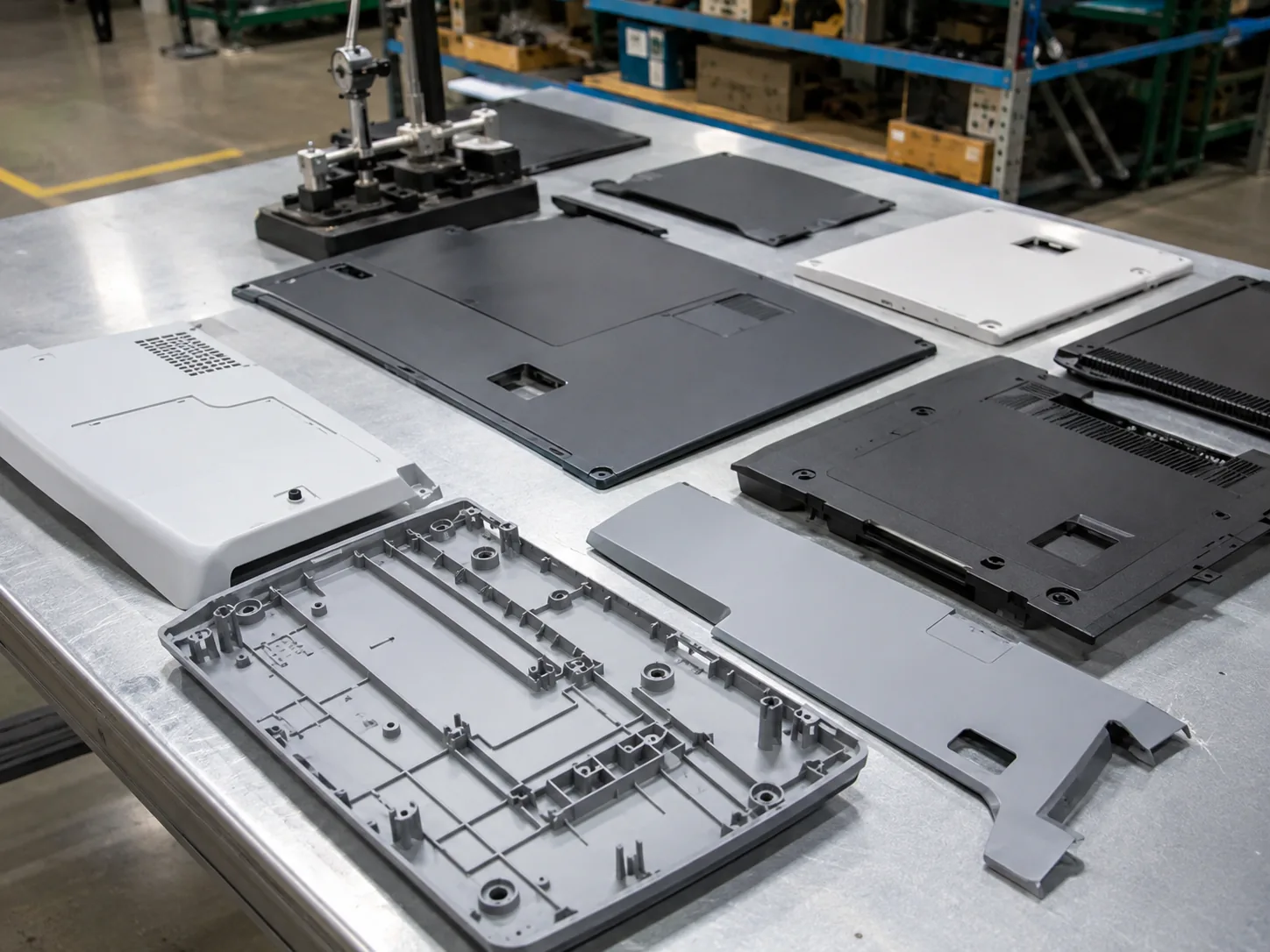
Office Equipment Covers and Panels
Buyer Concerns: large flat area, ribs on B-side, warpage control, surface texture
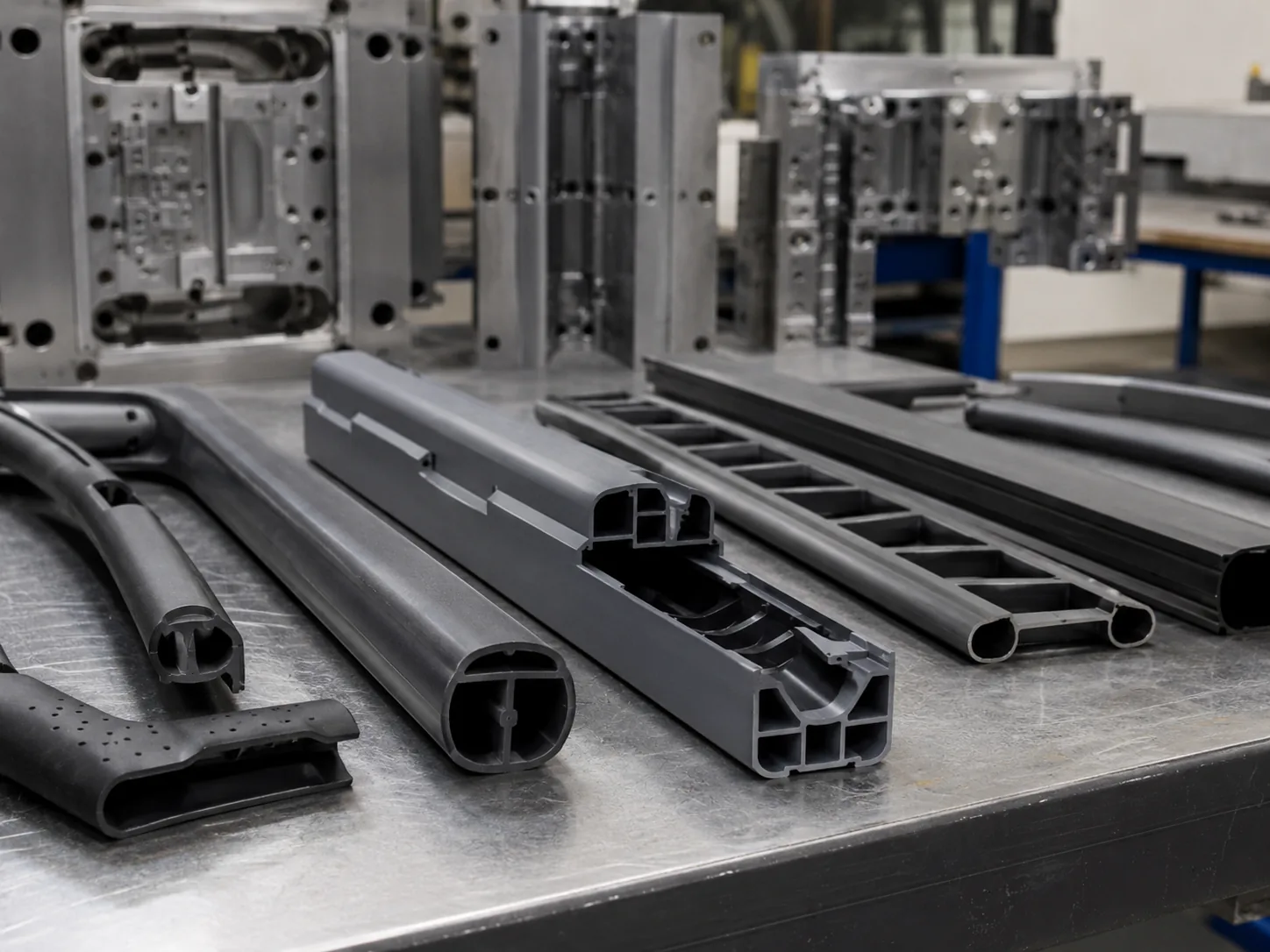
Tubular Shapes and Long Structural Parts
Buyer Concerns: gas penetration path, hollow section control, stiffness, material use
Large Ribbed Frames & Boss-Heavy Parts
Buyer Concerns: rib and boss design, gas channel position, cooling balance, T1 adjustment
Ready to Start Your Gas Assist Molding Project?
Get expert DFM analysis within 24 hours and T1 samples in as fast as 15 days. Contact GBM Mold Technology today for precision you can trust.
Gas Assist Mold Design Considerations Before Tooling
Gas assist molding is not suitable for every plastic part. GBM Mold reviews geometry, material flow rate, wall thickness, annual quantity and cosmetic requirements before suggesting gas assist tooling.
For some parts, conventional injection molding, structural foam, overmolding, cold runner mold or hot runner mold may be more suitable to achieve the required dimensional tolerance and surface finish.
GBM DFM Checklist
- Is the part thick enough in the right area for a stable gas channel?
- Are ribs, bosses or handles causing sink marks on the visible surface?
- Where should the gas pin or gas nozzle be located?
- Does the gas path follow the thick section instead of entering thin-wall areas?
- Is the gate position compatible with gas penetration?
- Can the cooling layout support stable shrinkage?
- Are venting and gas release considered in mold design?
- Is internal gas assist or external gas assist more suitable?
- What surface area is A-side and what can be accepted on B-side?
- What inspection reports (CMM, FAI) are required before shipment?
Gas Assist Injection Molding Defects We Check During Trial
| Defect | Possible Cause | What GBM Checks |
|---|---|---|
| Blow-Through | Gas pressure too high, gas injection too early, thin wall near gas path. | Gas delay time, pressure ramp, short-shot ratio and wall thickness near gas path. |
| Gas Fingering | Gas front branches away from the intended channel. | Gas channel layout, melt temperature, delay time, competing gas paths and material flow. |
| Short Fill or Incomplete Packing | Poor gas timing, insufficient resin volume or unbalanced flow. | Short-shot ratio, gate position, flow length, venting and gas pressure profile. |
| Sink Marks After Cooling | Gas channel too short, premature gas release or poor packing in thick areas. | Gas channel position, gas holding time, cooling layout and T1 surface result. |
| Surface Blisters or Whitening | Overpressure, gas too close to cosmetic surface or unstable cooling. | A-side/B-side thickness, pressure setting, gas path distance and mold temperature. |
| Uneven Wall Thickness | Poor gas channel balance or unstable penetration. | Part weight consistency, dimensional inspection, section review if needed and gas channel redesign. |
Or call us directly at +86 15268369865
Gas Assist Injection Molding vs Conventional Injection Molding
| Item | Gas Assist Injection Molding | Conventional Injection Molding |
|---|---|---|
| Best For | Thick-wall parts, handles, large covers, ribbed structures and cosmetic parts with sink risk. | Solid parts, thin-to-medium wall parts, simpler geometries and lower tooling complexity. |
| Part Weight | May reduce weight where hollow sections are possible. | Usually solid filling unless the part is designed with thinner walls. |
| Sink Mark Control | Can help reduce sink marks near ribs, bosses and thick sections. | Needs careful wall design, packing, cooling and gate control. |
| Tooling Complexity | Requires gas channel, gas pin/nozzle planning and process control. | Usually simpler mold structure for standard parts. |
| Trial Adjustment | Gas delay time, pressure, short-shot ratio and gas penetration need tuning. | Injection speed, packing, cooling and gate balance need tuning. |
| Suitable Buyer | OEMs developing large, thick-wall, cosmetic or structure-integrated plastic parts. | Buyers with standard molded parts where wall thickness and shrinkage are already controlled. |
Need immediate assistance? Call us at +86 15268369865
How to Choose Gas Assist Injection Molding for Your Part
When to Choose Gas Assist
Choose gas assist review if your part has thick handles, long tubular features or deep ribs.
Choose gas assist review if visible sink marks appear around ribs, bosses or wall transitions.
Choose gas assist review if the part is large and conventional molding needs high packing pressure.
Choose gas assist review if weight reduction is useful but the part still needs stiffness.
Choose gas assist review if a large cosmetic surface must hide B-side support features.
When NOT to choose Gas Assist:
Gas assist may not be the first choice if the part is very thin, very small, has no thick section for gas penetration, requires a fully solid structure or has geometry that creates uncontrolled gas branching.
Not sure whether gas assist is suitable?
Send your 3D drawing and annual quantity. GBM Mold will review wall thickness, gas path and mold risk before quoting.
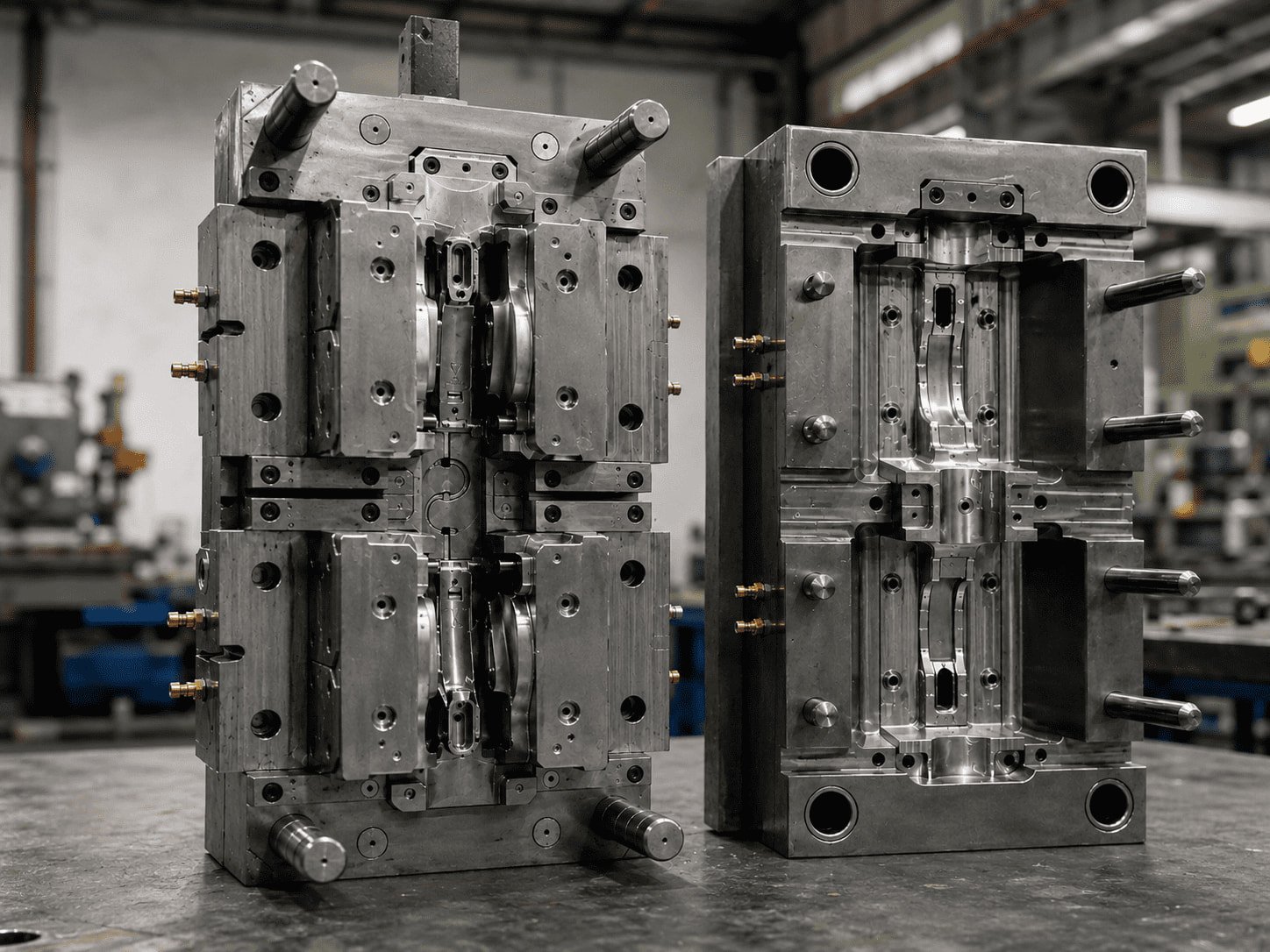
Gas Assist Mold Manufacturing Support from GBM Mold
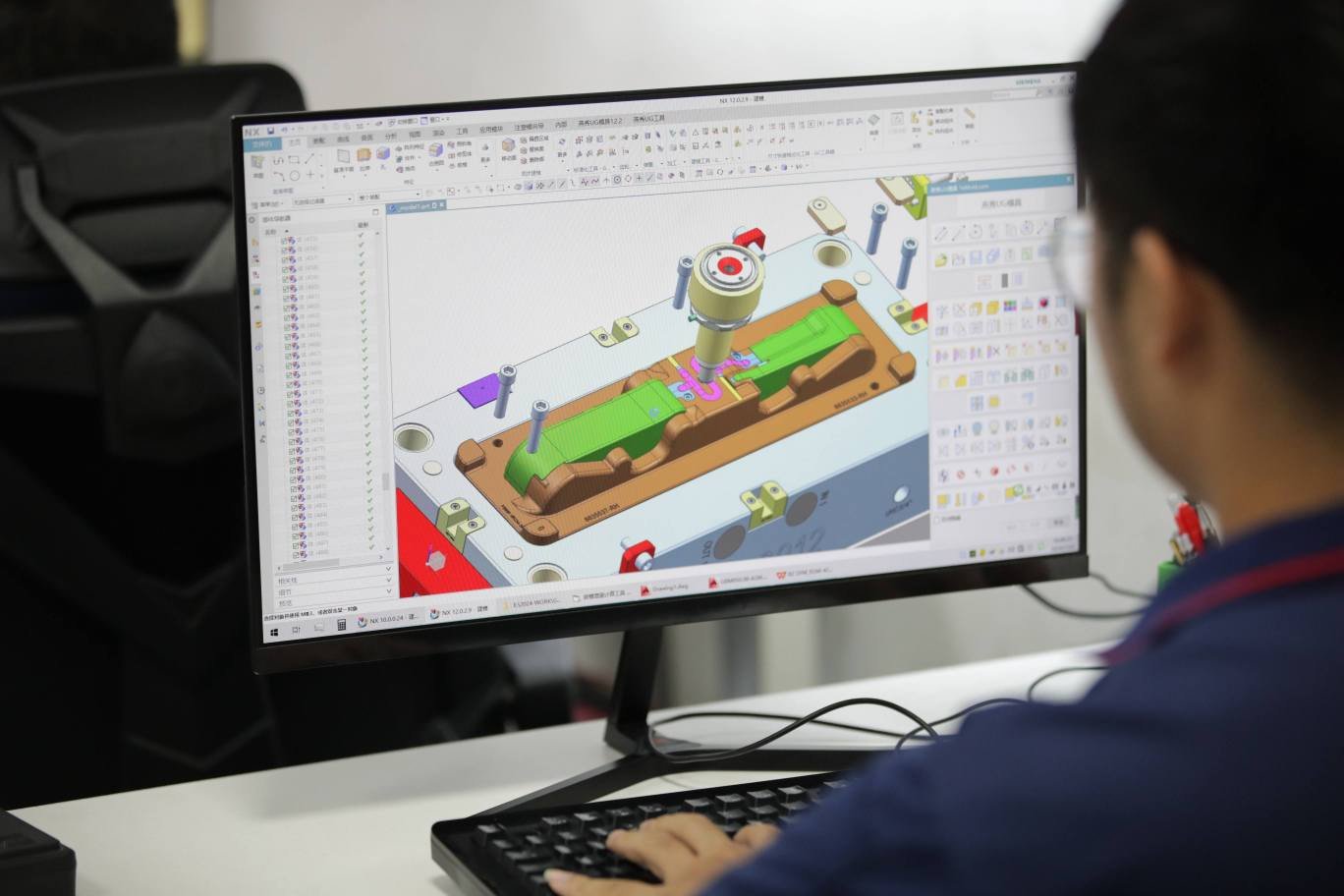
DFM Review Before Mold Cutting
We review part geometry, wall thickness, gas channel feasibility, gate position, gas pin/nozzle location and surface risk before cutting steel.

Mold Design and Manufacturing
GBM offers injection mold design, CNC machining, EDM, wire EDM, mold fitting, polishing, cooling layout, and gas-related mold planning.
Gas Channel and Trial Adjustment
We check short-shot ratio, gas delay time, gas pressure path, gas penetration result, sink marks and surface condition during T1 trials.
Engineering Plastic Experience
GBM works with common and engineering plastics including ABS, PP, PC, PC/ABS, PA, POM and project-specific resins depending on part requirements.
Inspection and Reporting
We can provide T1 samples, sample QC reports, CMM reports, FAI reports and CPK study on request for batch stability verification.

Export Mold Documentation
For export molds, GBM can prepare mold drawings, spare parts list, mold trial video, sample photos, packing photos and maintenance notes.
Or call our engineering team directly: +86 15268369865
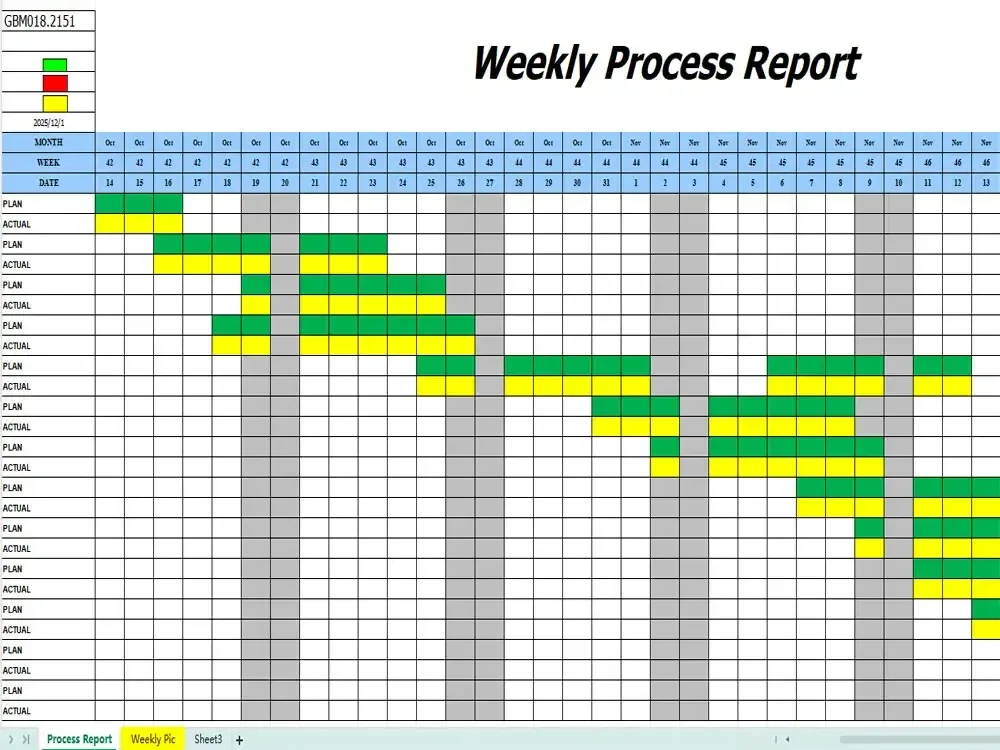
Project Evidence You Can Check Before Shipment
A transparent, step-by-step verification process ensuring your molds and parts meet exact specifications before leaving our facility.
DFM Screenshots & Engineering Notes
Show possible gas path, gate position, rib/boss risk and surface concerns before mold cutting.
T1 Trial Samples & Trial Video
Show molded samples, mold movement, gas assist trial process and key surface areas.
Dimensional and Surface Inspection
Provide sample QC report, CMM report, FAI report or CPK study based on project needs.
Export Mold Packing Documents
Provide mold photos, spare parts list, packing photos and basic maintenance notes before shipment.
Or call us directly at +86 1526836986
Related Injection Mold and Molding Services
High Precision Mold
For parts requiring tight fit, stable dimensions and detailed CMM inspection.
Cold Runner Mold
For selected materials, lower-volume projects or parts where runner system cost and maintenance need review.
Overmolding Mold Manufacturer
For hard-soft material combinations, grips, seals and multi-material part designs.
Polycarbonate Injection Molding
For PC covers, transparent guards, light guides and impact-resistant housings.
PP Injection Mold Manufacturer
For PP caps, covers, living hinges, chemical-resistant parts and lightweight molded products.
ABS Injection Mold
For ABS housings, appliance parts, covers and cosmetic plastic shells.
Gas Assist Injection Molding FAQ
What is gas assist injection molding?
How does gas assisted injection molding work?
What parts are suitable for gas assist injection molding?
What is the difference between internal and external gas assist molding?
Can gas assist injection molding reduce sink marks?
Is gas assist molding cheaper than conventional injection molding?
What defects can happen in gas assisted injection molding?
What information should I send for a gas assist molding quote?
Can GBM build gas assisted injection molds for export?
How do I know if my part should use gas assist molding?

Send Your Gas Assist Injection Molding Project for Review
If your part has thick walls, ribs, bosses, handles, or sink marks, send your drawing to GBM Mold. We’ll review it and suggest practical tooling and molding solutions.