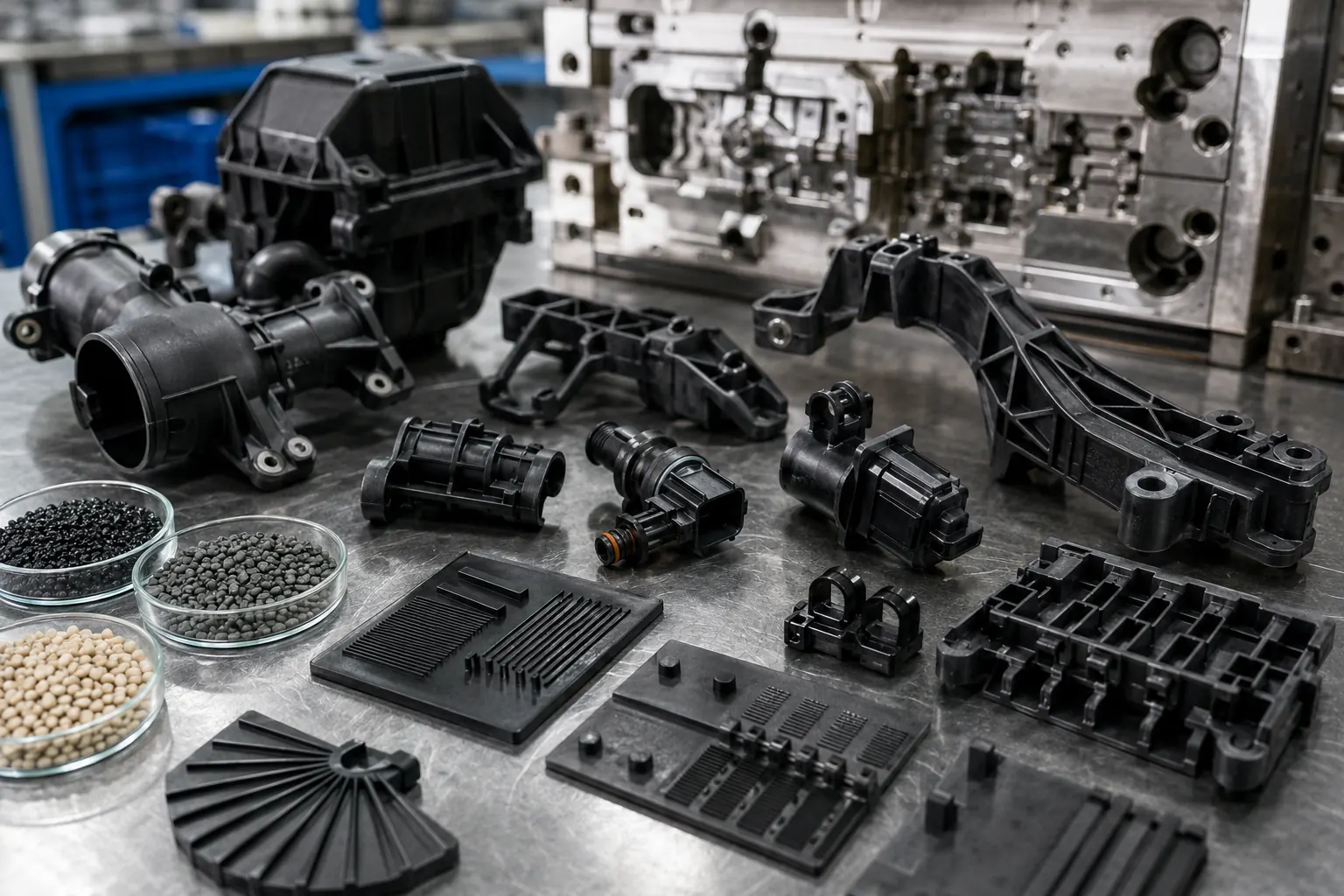
Automotive Injection Mold Manufacturer for OEM Vehicle Plastic Parts
Custom automotive injection mold design and manufacturing for OEM vehicle plastic parts, including connector housings, under-hood covers, automotive exterior covers, interior trims, EV components, 2K parts and insert molded automotive assemblies.
GBM Mold builds export automotive injection molds for connector housings, under-hood covers, automotive covers, interior trims, exterior components, EV plastic parts, 2K components and insert molded assemblies. We support DFM review, mold design, T1 samples, CMM inspection and export mold handover.
Send STEP / IGES files, resin grade, annual volume, tolerance and validation requirements for DFM review.
Automotive Injection Mold Specifications
| Item | GBM Automotive Mold Capability |
|---|---|
| Molded Parts | Interior trims, exterior covers, connector housings, under-hood covers, HVAC ducts, fluid reservoirs, EV battery covers |
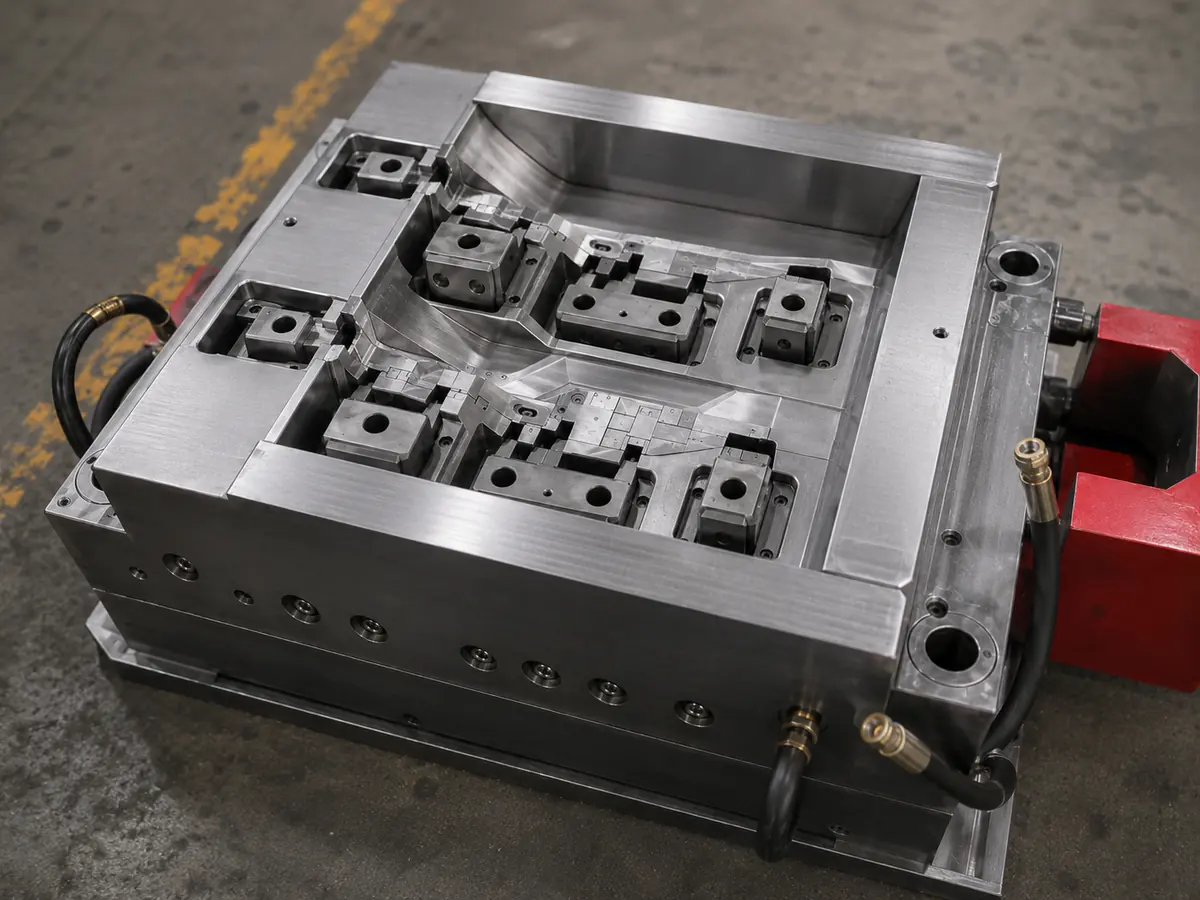
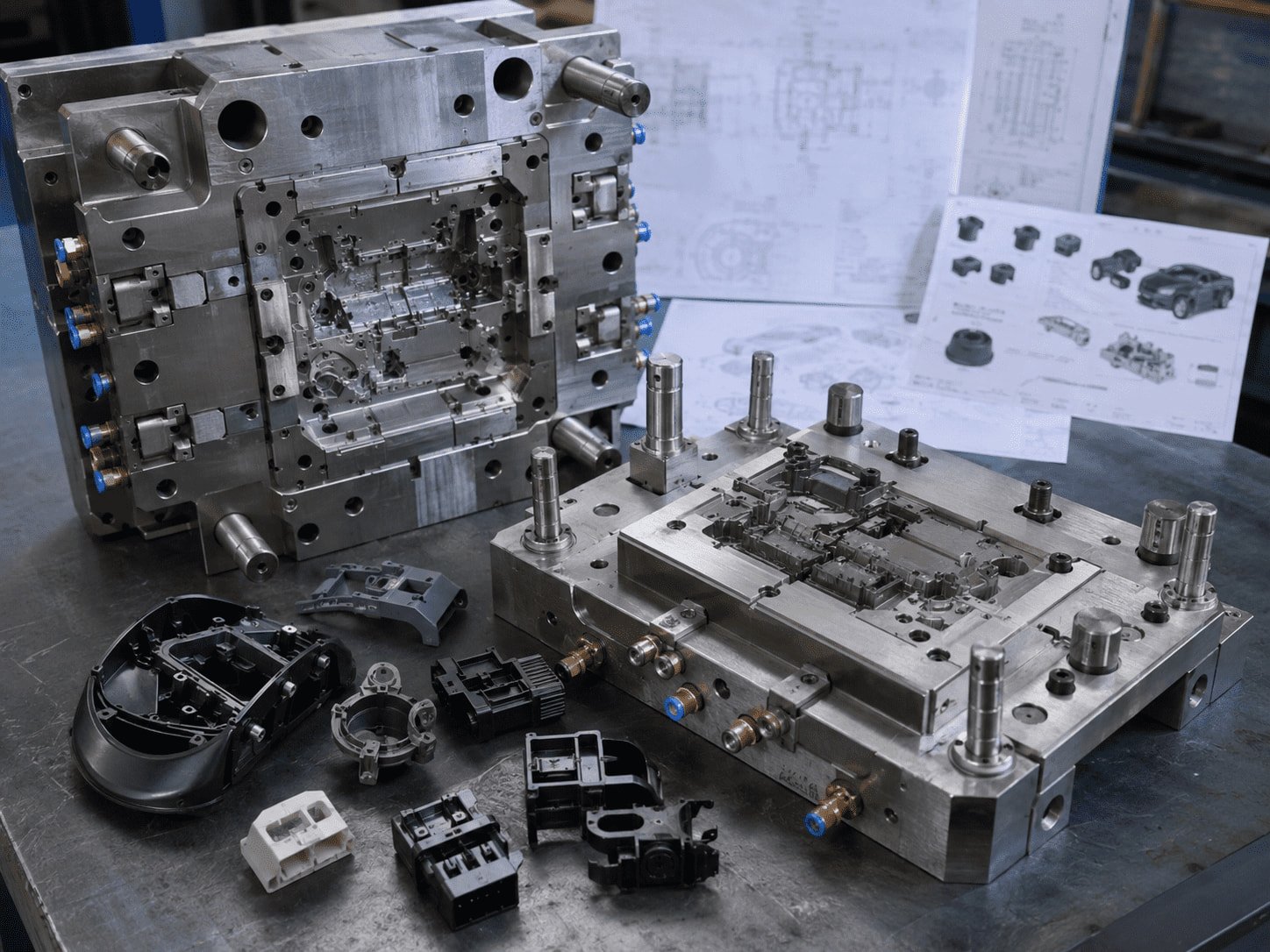
| Mold Type | Prototype mold, production mold, multi-cavity mold, 2K mold, insert mold, hot runner mold, cold runner mold |
| Materials | PP, ABS, PC/ABS, PA6, PA66-GF, POM, PBT, PPS, PEEK, TPE, TPU |
| Key Mold Risks | Warpage, shrinkage, flash, sink marks, weld lines, short shots, ejection marks, gate vestige |
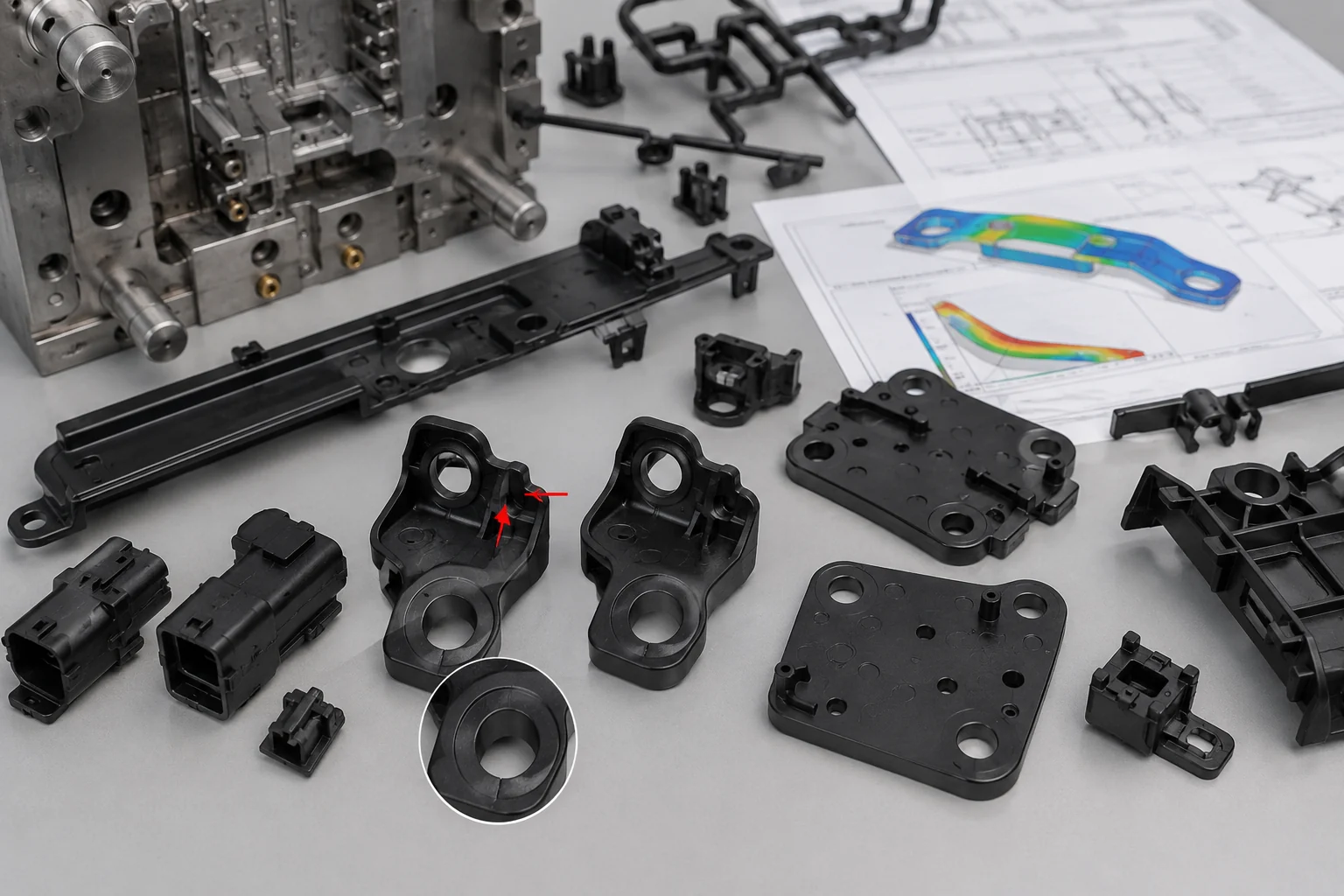
| Engineering Review | DFM, Moldflow, gate review, cooling review, shrinkage review, material selection |
| Validation Support | T1 samples, trial video, CMM report, FAI, material certificate, steel certificate, PPAP support if required |
| Export Mold Handover | 2D / 3D mold drawings, spare parts list, cooling layout, injection parameters, packing photos |
How to Choose an Automotive Injection Mold Manufacturer
Choosing an automotive injection mold manufacturer is not only about comparing mold price. OEM teams and Tier suppliers should check whether the supplier can review resin shrinkage, wall thickness, gate location, weld line risk, connector flash, under-hood heat exposure, T1 defects and CMM dimensions before production mold approval.
A reliable automotive mold supplier should provide DFM feedback before steel cutting, transparent T1 trial data, material and steel certificates, mold modification records and export mold handover documents.
1. Automotive Part Experience
Supplier should understand different requirements for connector housings, under-hood covers, exterior trims, interior visible parts, fluid system parts and EV plastic components.
2. DFM Before Tooling
The supplier should review wall thickness, ribs, bosses, draft angle, gate position, shut-off area, weld line and cooling risk before mold machining.
3. Material Shrinkage Review
PP, PC/ABS, PA66-GF, PBT, PPS, PEEK and TPE have different shrinkage, mold temperature, drying and wear requirements.
4. T1 Trial Transparency
Ask whether the supplier provides raw T1 samples, trial videos, injection parameters, defect photos and clear mold correction suggestions.
5. CMM and Validation Support
Automotive projects often need dimensional reports, material certificates, process records and PPAP-related documentation depending on the customer requirement. PPAP packages commonly include dimensional results, material certification, process capability data and control plans.
6. Export Mold Handover
For overseas buyers, the supplier should provide mold drawings, spare parts list, cooling layout, trial report, maintenance guide and packing photos.
Automotive Injection Mold Manufacturer for US, Midwest and Global Buyers
GBM Mold is a China-based automotive injection mold manufacturer supporting OEM product teams, Tier suppliers, engineering companies and sourcing teams in the US, Midwest, Europe and other export markets. If a local mold shop is not required, we can support remote DFM review, itemized mold quotation, weekly tooling updates, T1 sample shipment, CMM inspection and export mold handover.
| Buyer Search Intent | How GBM Can Support |
|---|---|
| Automotive injection mold manufacturers in the US | Remote tooling quotation, DFM review, sample shipment and export mold support |
| Automotive injection mold manufacturers in the Midwest | Support Midwest OEM / Tier supplier sourcing teams with CAD review and overseas tooling comparison |
| Automotive mold design services near me | Online engineering review by STEP / IGES files, drawings and material requirements |
| Top-rated automotive mold companies for OEM parts | Show component experience, DFM process, T1 transparency, CMM capability and export handover documents |
| Alternative to local mold shop | Lower tooling cost option when local production is not mandatory |
Automotive Injection Mold Types We Build
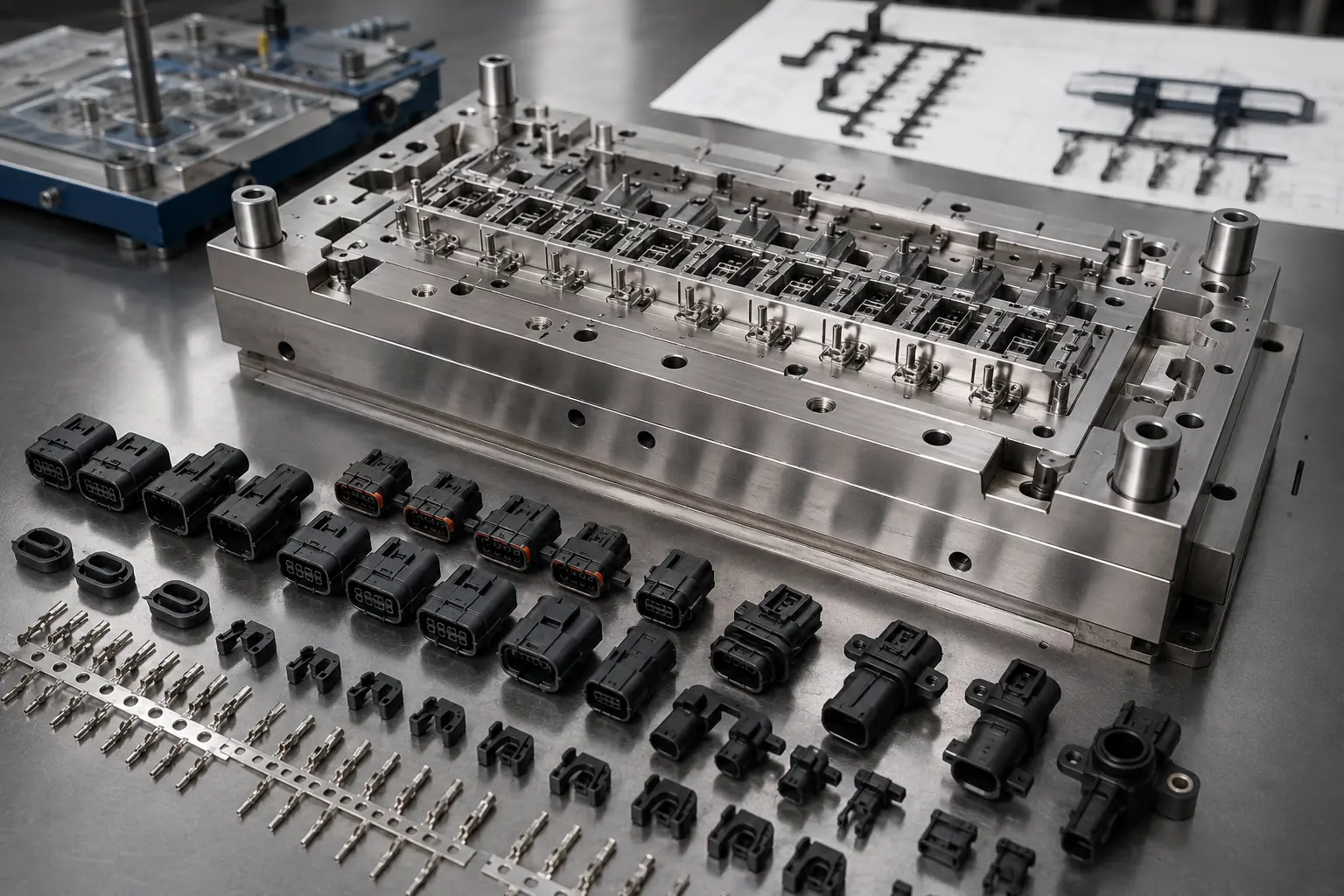
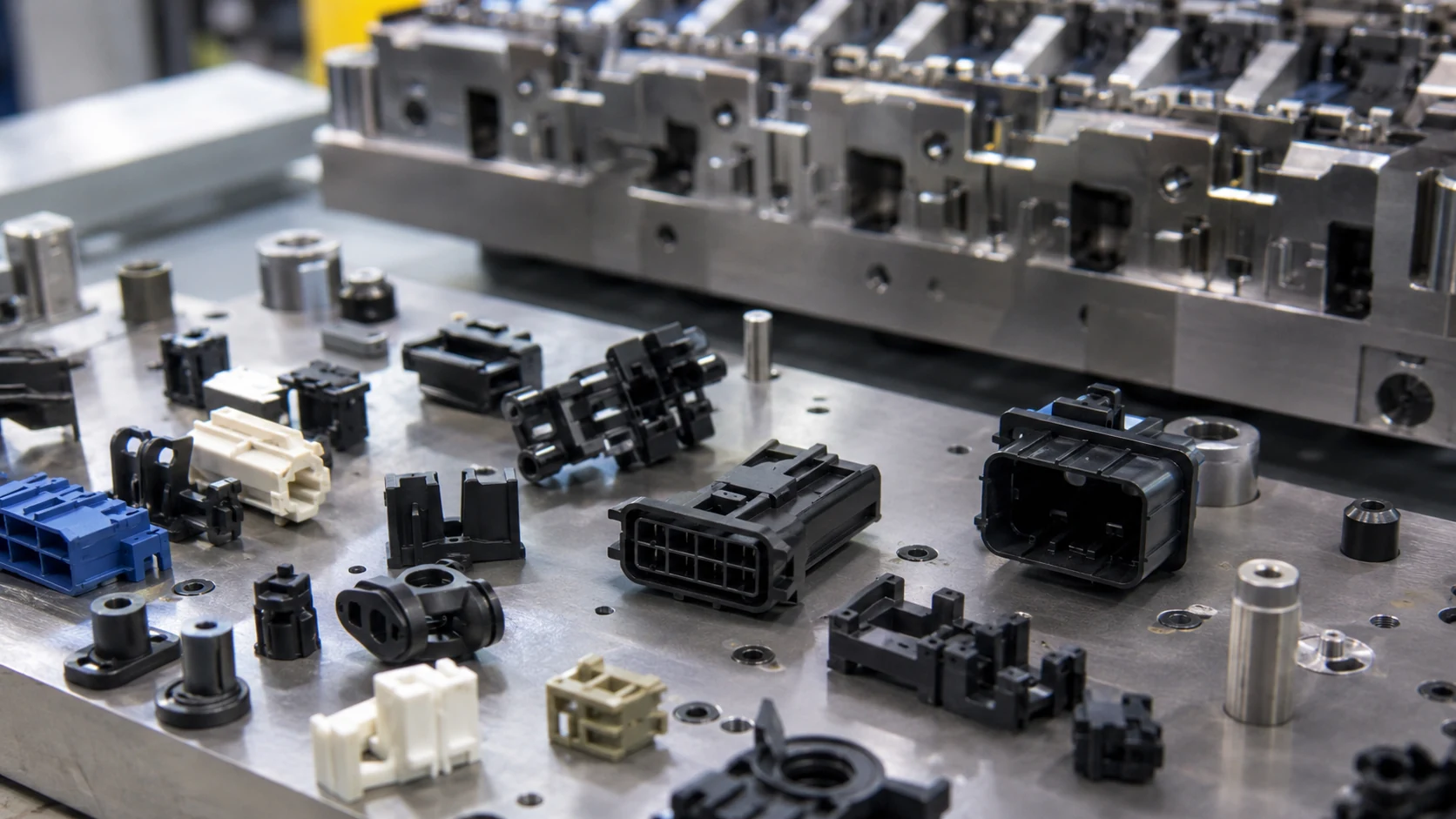
1. High-Cavitation Automotive Connector Molds
Parts: wire harness connector housings, relay bases, sensor covers, terminal housings, cable clips.
Mold Focus: multi-cavity balance, terminal slot shut-off, micro venting, PBT / PA66-GF / PPS material shrinkage and flash control.
Buyer Benefit: improves cavity-to-cavity consistency and reduces terminal insertion problems.

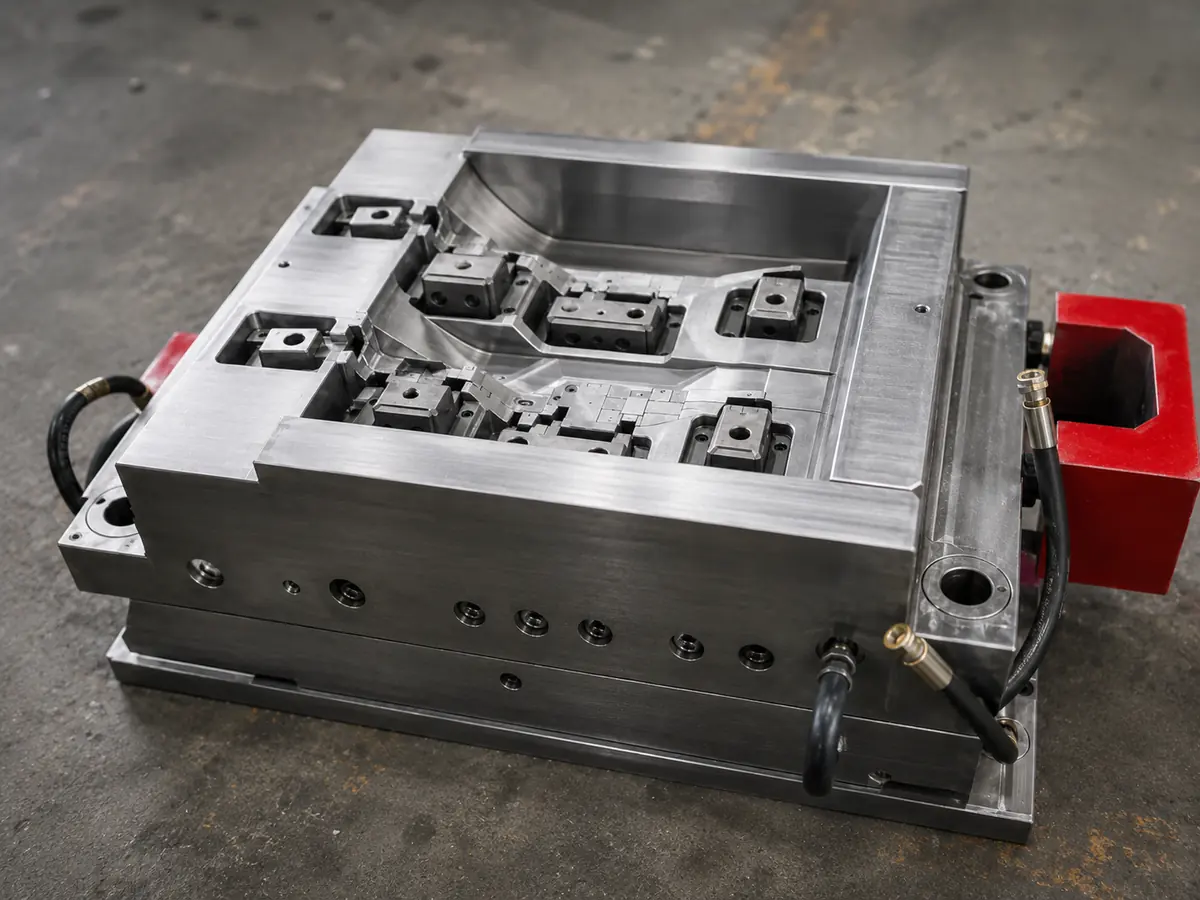
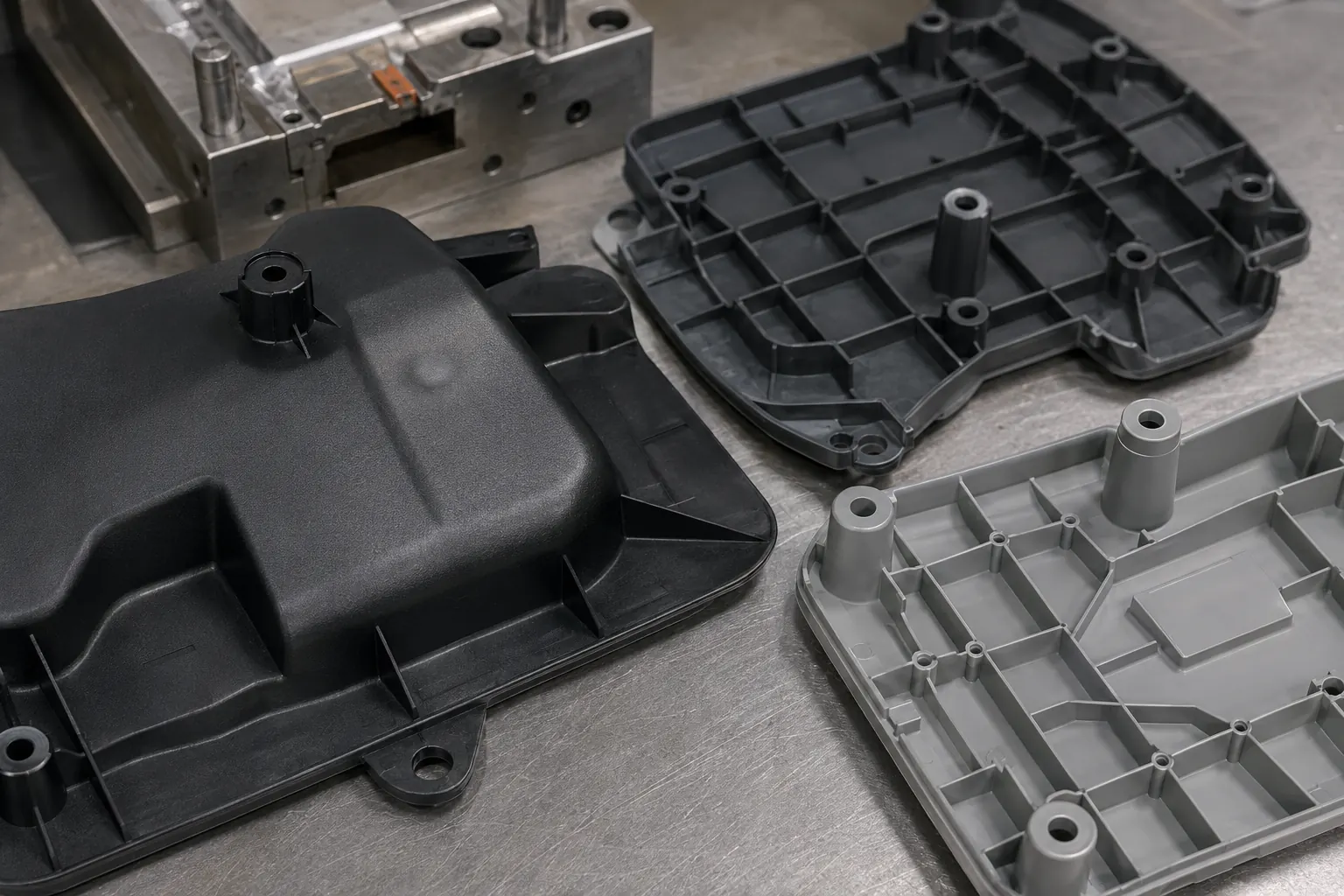
2. Under-Hood Auto Part Molds
Parts: engine covers, fluid caps, heat shields, battery covers, brackets, sensor housings.
Mold Focus: high-temperature resin review, glass-fiber shrinkage, gate wear, venting, cooling balance and dimensional stability.
Buyer Benefit: reduces warpage, short shots, sink marks and assembly mismatch in heat-exposed environments.
3. Automotive Cover and Housing Molds
Parts: protective covers, electronic housings, sensor covers, battery covers, mirror housings, grille covers.
Mold Focus: gate vestige, parting line, screw boss strength, snap-fit assembly, surface texture and CMM inspection points.
Buyer Benefit: supports both visible automotive covers and functional protective housings.

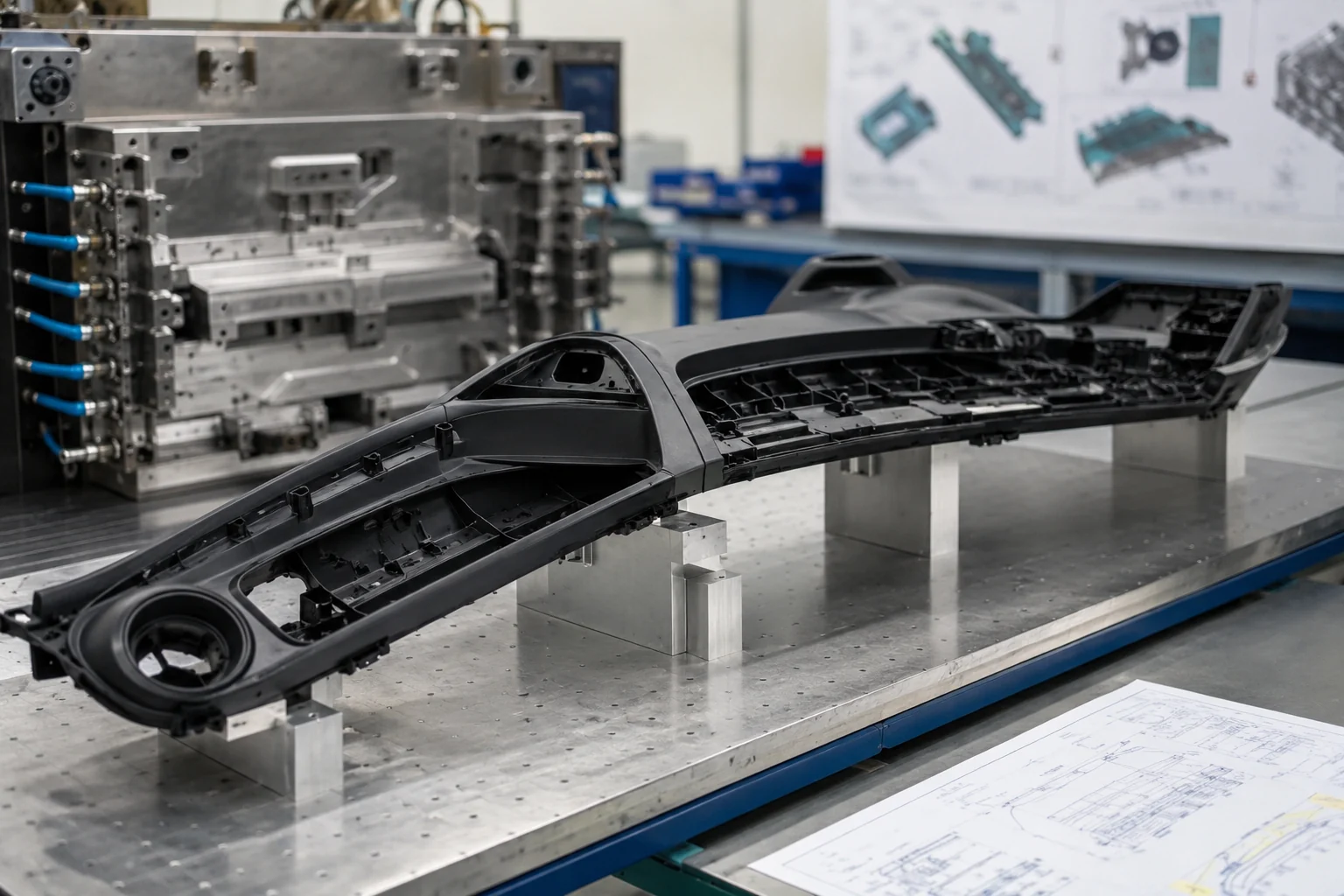
4. Automotive Exterior Component Molds
Parts: grilles, mirror shells, fender trims, wheel arch liners, bumper brackets.
Mold Focus: UV exposure, impact resistance, material shrinkage, large thin-wall flow and cooling balance.
Buyer Benefit: helps maintain panel fit and reduce outdoor deformation risk.
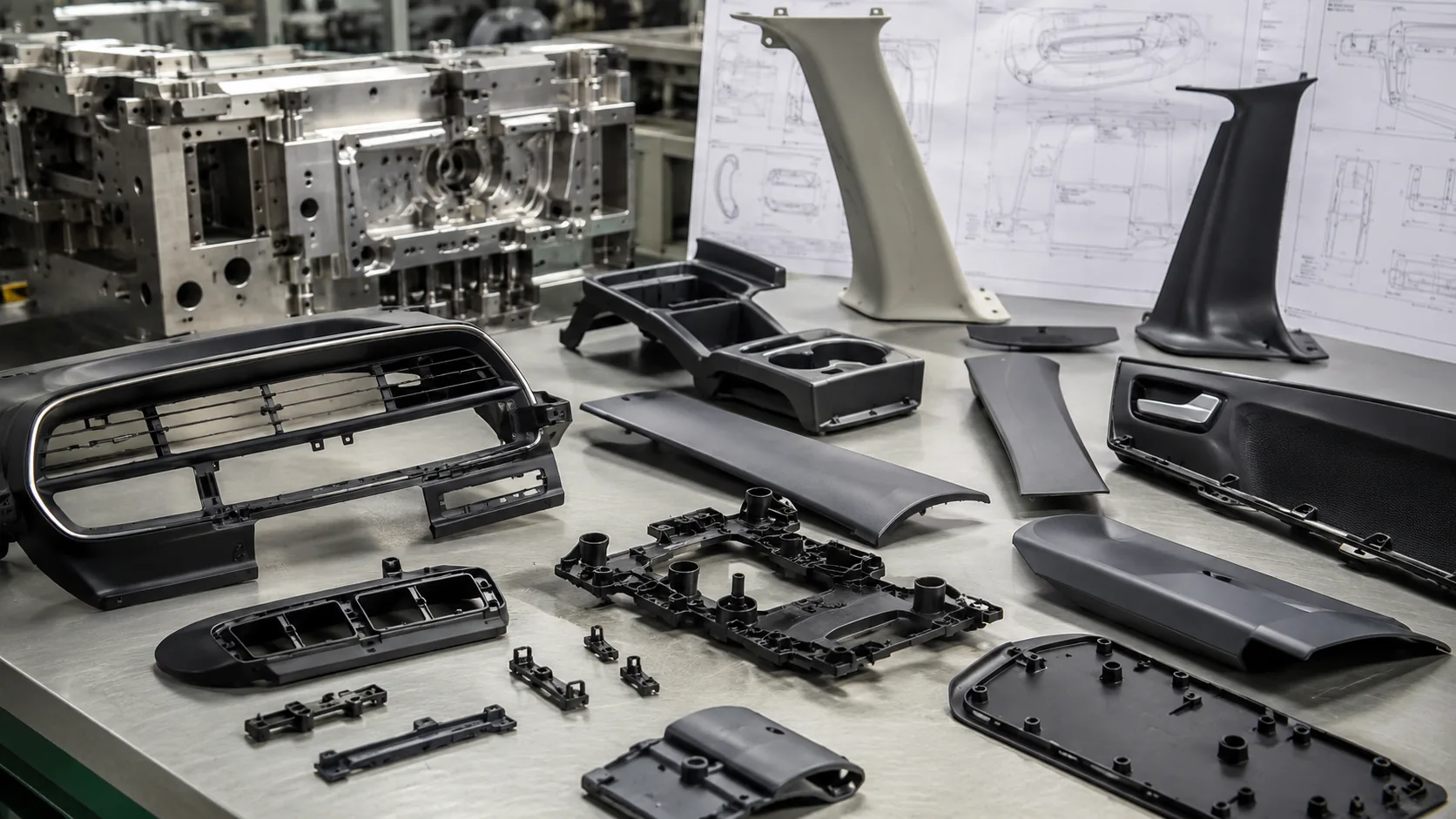
5. Automotive Interior Trim Molds
Parts: dashboard trims, door panels, pillars, consoles, switch bezels, soft-touch buttons.
Mold Focus: VDI texture, Class-A surface, hidden gate, sink mark prevention, clip fit and assembly feel.
Buyer Benefit: improves visual approval and assembly stability.

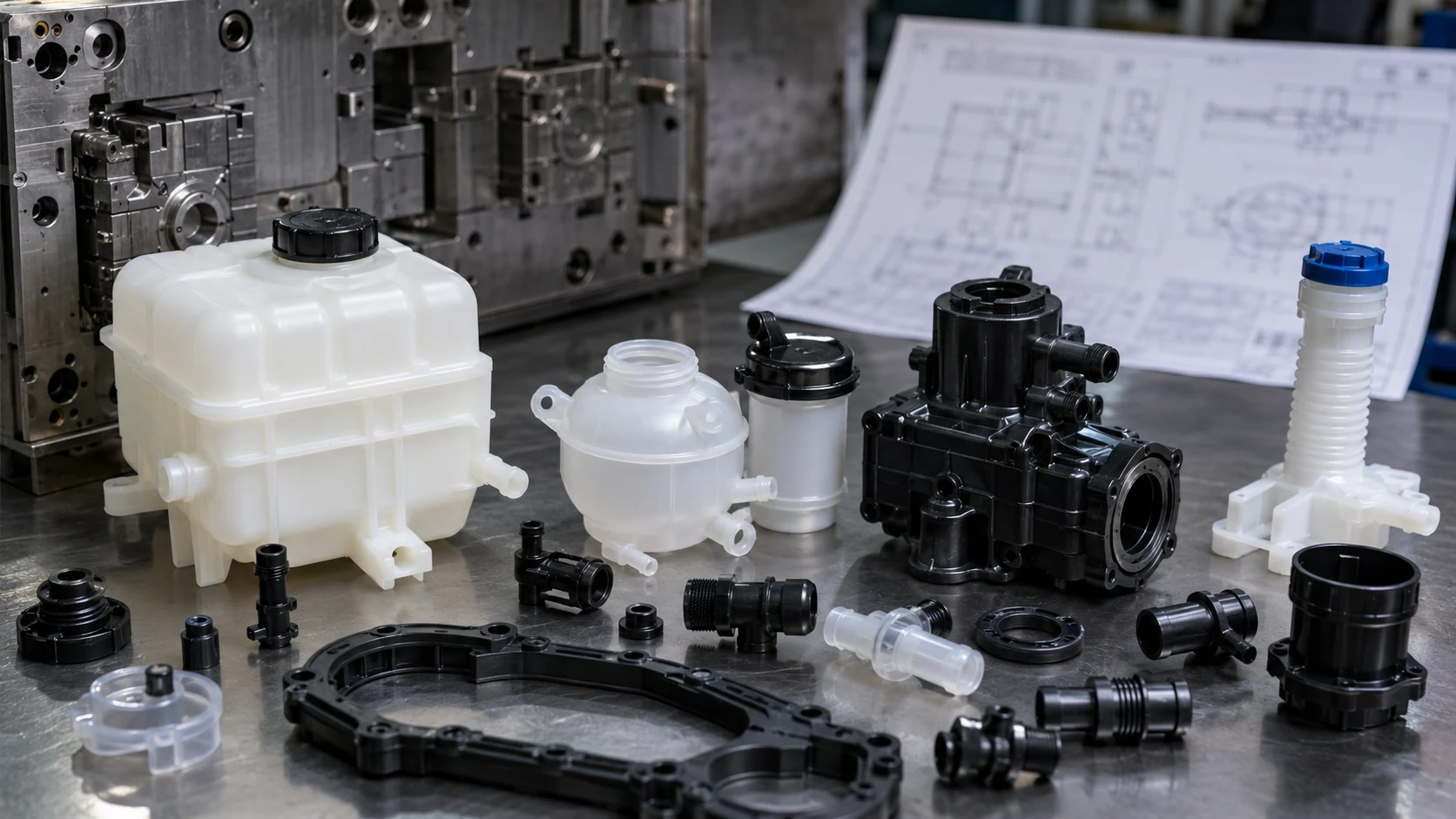
6. Fluid System and HVAC Molds
Parts: coolant tanks, washer reservoirs, pipe fittings, HVAC ducts, blower housings, air vents.
Mold Focus: welding flange flatness, sealing area, multi-point gate, warpage control and ejection stability.
Buyer Benefit: reduces leakage and airflow assembly problems.
7. 2K / Multi-Shot Automotive Molds
Parts: soft-touch buttons, two-color trims, integrated seals, TPE grips, hard-soft interior parts.
Mold Focus: first-shot positioning, second-shot sealing, material bonding, rotary mold alignment and T1 adhesion review.
Buyer Benefit: reduces secondary assembly and improves part integration. Two-shot molding is often more efficient for high-volume multi-material parts because it integrates materials in one automated process.
8. Automotive Insert Molds
Parts: brass threaded inserts, stamped terminals, metal bushings, reinforced mounting points.
Mold Focus: insert positioning, shut-off, insert deformation prevention, metal-plastic bonding and terminal alignment.
Buyer Benefit: improves mechanical strength or electrical connection inside plastic parts.
High-Cavitation Automotive Connector Mold Supplier
Automotive connector molds require more than a standard multi-cavity mold layout. Multi-pin housings, relay bases, sensor covers and wire harness connectors usually need precise shut-off surfaces, balanced filling, micro venting and stable ejection. For PBT, PA66-GF, PPS or flame-retardant materials, GBM reviews gate wear, terminal slot dimensions, insert alignment, flash risk and cavity-to-cavity consistency before final mold design. We utilize high precision mold standards and hot runner mold technology to ensure optimal results.
| Connector Mold Requirement | GBM Mold Design Focus |
|---|---|
| 8 / 16 / 32-cavity layout | Balanced runner, cavity pressure balance and stable cooling |
| Terminal slot accuracy | Precision EDM, grinding and shut-off surface review |
| Flash control | Venting, clamping support, steel fit and injection pressure review |
| PBT / PA66-GF / PPS materials | Shrinkage, wear resistance, mold temperature and gate insert review |
| Cavity-to-cavity consistency | T1 sample comparison, CMM inspection and correction record |
Under-Hood Auto Part Mold and Low-Shrinkage Tooling Review
Under-hood automotive plastic parts work near heat, vibration, oil, coolant and repeated assembly loads. For engine covers, brackets, fluid caps, battery covers, sensor housings and protective covers, GBM reviews resin shrinkage, glass-fiber orientation, rib thickness, gate location, venting and cooling balance before mold cutting.
For PA66-GF, PBT, PPS and PEEK molding materials, the mold should be designed around directional shrinkage, gate wear, flash risk and stable ejection. This helps reduce warpage, sink marks, short shots and assembly mismatch during T1 trials.
Heat-Resistant Resin Review
PA66-GF, PBT, PPS, PEEK or flame-retardant materials need mold temperature, drying and steel wear review.
Low-Shrinkage Mold Design
Shrinkage allowance, packing balance, fiber orientation and cooling layout should be checked before steel cutting.
Rib and Boss Optimization
Rib thickness, screw boss position and wall transition should be reviewed to reduce sink marks and cracking.
Fluid and Heat Exposure
Mold design should consider parts used near coolant, oil, heat, vibration and repeated assembly loads.
Automotive Cover Mold for Rigid Precision Plastic Parts
GBM builds automotive cover molds for protective covers, electronic housings, sensor covers, battery covers, mirror housings, grille covers and interior trim covers. For visible covers, we review gate vestige, texture direction, gloss level, sink marks and parting line position. For functional covers, we focus on screw boss strength, snap-fit assembly, sealing ribs, dimensional stability and CMM inspection points.
| Automotive Cover Type | Mold Design Focus |
|---|---|
| Electronic housing covers | Dimensional stability, screw bosses, snap-fit and connector interface |
| Sensor covers | Flash control, sealing ribs, material shrinkage and CMM points |
| Battery / EV covers | Flame-retardant resin, insulation, flatness and assembly tolerance |
| Mirror housings | Surface texture, gate position, impact resistance and parting line |
| Grille / exterior covers | UV resistance, warpage control, large thin-wall flow and ejection |
Engineering Plastics for Automotive Exterior Components
Automotive exterior plastic components should be designed according to weather exposure, impact load, UV stability, surface finish, dimensional tolerance and assembly method. The material decision should be confirmed before final mold design because shrinkage, mold temperature, flow length and gate position directly affect tool layout.

| Automotive Part | Common Material Options | Mold Risk | GBM Review Focus |
|---|---|---|---|
| Grille / exterior trim | PP, ASA, PC/ABS | UV exposure, warpage, surface texture | Gate position, cooling balance, texture direction |
| Mirror housing | ABS, PC/ABS, ASA | Sink marks, impact strength, paint surface | Boss thickness, ribs, parting line |
| Wheel arch liner | PP, TPO | Large-area shrinkage, thin-wall flow | Multi-point gating, venting, ejection |
| Lighting housing | PC, PC/ABS, PBT | Heat, dimension, surface requirement | Polishing, hot runner, mold temperature |
| Under-hood cover | PA66-GF, PBT, PPS | Glass-fiber shrinkage, heat, flash | Hardened gate insert, venting, cooling |
| EV battery cover | PC/ABS, PA66-GF, flame-retardant resin | Flatness, insulation, flame retardancy | Material confirmation, CMM points, deformation control |
Rapid Tooling for Automotive Prototypes
For automotive projects still in design validation, rapid tooling can help produce real injection molded samples before full production mold investment. Prototype tools are suitable for fit-check samples, assembly testing, material confirmation, pilot builds and early customer approval.
Rapid tooling or rapid aluminum molds are not always the best choice for long-term mass production. If the annual volume is high or the part requires strict dimensional stability, a hardened production mold should be considered after design freeze.
| Option | Best For | Tooling Choice | Output Goal |
|---|---|---|---|
| CNC / 3D printed prototype | Early shape and fit check | No injection mold | Fast geometry review |
| Rapid aluminum / soft steel mold | Real resin test and pilot samples | Aluminum or P20 | T1 samples and low-volume validation |
| Production automotive mold | Stable mass production | H13 / S136 / hardened steel | Long tool life, stable cycle and repeatability |
Automotive Injection Molding Challenges and Mold Solutions
1. Low Shrinkage and Warpage Control for Automotive Plastic Parts
Problem: Large automotive panels, under-hood covers or exterior trims can warp after cooling.
Mold Solution: Review resin shrinkage, fiber orientation, gate position, rib layout, packing pressure and cooling balance before machining.
Benefit: Reduces assembly mismatch, panel gap issues and repeated T1 mold corrections.
2. Flash Control for High-Cavitation Automotive Connector Molds
Problem: Flash on terminal slots can affect pin insertion and electrical assembly.
Mold Solution: Use precision EDM shut-off, strong mold base support, balanced filling, micro venting and CMM inspection.
Benefit: Improves connector consistency across all cavities.
3. Sink Mark Prevention on Automotive Covers
Problem: Screw bosses, ribs and thick mounting areas can create sink marks on visible cover surfaces.
Mold Solution: Adjust rib thickness, core out bosses, relocate gate position and improve packing balance.
Benefit: Improves cosmetic approval and reduces painting / texture defects.
4. Under-Hood Heat and Glass-Fiber Shrinkage Control
Problem: PA66-GF, PBT or PPS parts may show directional shrinkage, gate wear or deformation.
Mold Solution: Review fiber orientation, use hardened gate inserts, improve venting and control mold temperature.
Benefit: Improves stability for heat-exposed automotive parts.
5. Weld Line Control Near Mounting Holes and Clips
Problem: Weld lines near clips, holes or snap-fits can reduce strength.
Mold Solution: Adjust gate position, wall thickness, overflow wells and flow path.
Benefit: Reduces breakage risk during assembly.
6. Class-A Surface and Gate Vestige Control
Problem: Visible automotive interior or exterior surfaces cannot show obvious gate marks, drag marks or uneven texture.
Mold Solution: Review hidden gate options, draft angle, texture direction, polishing level and ejection position.
Benefit: Helps visual parts pass customer approval faster.
Cost Estimate for Automotive Injection Molding Production
Automotive injection molding services cost should not be estimated only by part weight. A realistic cost review should include tooling cost, part geometry, resin type, cavity count, mold steel, cycle time, inspection requirement, tool life and expected annual volume.
| Cost Factor | Why It Affects Price | Example |
|---|---|---|
| Part size | Larger mold base, longer cooling and bigger machine tonnage | bumper bracket vs connector housing |
| Part complexity | Sliders, lifters, deep ribs and undercuts increase mold structure cost | clips, brackets, ducts |
| Resin type | GF nylon, PPS and PEEK require higher temperature and wear-resistant mold design | under-hood parts |
| Cavity count | More cavities increase mold cost but can reduce unit cost at volume | 1-cavity vs 16-cavity connector mold |
| Runner system | Hot runner increases upfront cost but can reduce runner waste and cycle time | multi-cavity connector mold |
| Surface finish | VDI texture, SPI polish or Class-A surface needs extra mold finishing | interior trim, mirror housing |
| Tolerance | Tight tolerance requires precision machining and more CMM loops | connector terminal slot |
| Validation | CMM, FAI, PPAP, CPK and gauges add engineering workload | OEM / Tier supplier project |
| Tool life | Higher shot life requires better steel, heat treatment and mold base strength | 500k / 1M+ shots |
Cost Estimation for Multi-Shot Automotive Interior Molds
Multi-shot automotive interior molds usually cost more than single-shot tools because they require two resin systems, accurate first-shot positioning, second-shot sealing, rotary or transfer mold structure, material bonding review and stricter T1 validation.
For soft-touch buttons, HVAC dials, two-color trims and integrated seals, GBM reviews PC/ABS + TPE, PP + TPE, ABS + TPU or other material combinations (including overmolding) before mold design.
| Cost Driver | Why It Matters |
|---|---|
| Two material systems | Different shrinkage, melt temperature and bonding behavior |
| Rotary / transfer mold structure | More complex mold design and machining |
| First-shot positioning | Poor positioning can cause second-shot mismatch |
| Second-shot sealing | TPE / TPU flash control requires accurate shut-off |
| Bonding test | Material compatibility affects peel risk |
| Appearance approval | Interior visible parts require texture and color consistency |
| T1 validation | Need to check adhesion, flash, surface and assembly fit |
Automotive Mold Validation, T1 Trial and PPAP Support
Automotive mold validation should prove that the mold can produce stable parts, not only good-looking samples. GBM documents the trial process with T1 samples, injection parameters, defect photos, CMM inspection, material certificates, steel certificates, mold correction records and export packing photos.
For OEM or Tier supplier projects, PPAP-related documentation can be discussed according to project requirements.
Validation Flow
-
CAD feasibility review
-
DFM risk report
-
Moldflow / gate / cooling review
-
Mold design confirmation
-
Steel and mold base preparation
-
CNC / EDM / polishing
-
Mold assembly inspection
-
T1 trial
-
Defect mapping and correction plan
-
CMM / FAI inspection
-
T2 sample verification
-
Export mold preparation
-
Spare parts and maintenance document handover

Need clear trial feedback before approving an automotive mold?
Related Automotive Injection Molding Capabilities
Injection Molding Services
For custom molded plastic parts from prototype to production.
Custom Mold Manufacturing
For custom mold design, CNC machining, EDM, assembly and mold trial support.
2K/Multi-Shot Molding
For hard-soft, multi-color or multi-material automotive components.
Insert & Overmolding
For automotive parts with metal inserts, terminals, threaded bushings or reinforced assembly areas.
Precision Connector Molds
For connector, electronics and small precision plastic part tooling.
PA66/Nylon Molding
For PA6, PA66 and glass filled nylon automotive components.
High-Temp PEEK Molding
For high-temperature automotive or industrial plastic parts when project requirements justify the material.
Aluminum Mold Tooling
Rapid tooling options for automotive prototypes and low-volume validation.
Automotive Injection Mold FAQ
1. What is an automotive injection mold?
2. What automotive plastic parts can GBM Mold support?
3. How do I choose an automotive injection mold manufacturer?
4. Does GBM Mold support automotive injection mold projects for US or Midwest buyers?
5. Can GBM Mold build high-cavitation molds for automotive connectors?
6. What materials are commonly used for automotive injection molded parts?
7. What is the best engineering plastic for automotive exterior components?
8. What is an under-hood auto part mold?
9. How do you reduce shrinkage and warpage in automotive plastic parts?
10. Can GBM Mold make automotive cover molds?
11. What affects automotive injection mold cost?
12. How can I estimate the cost of automotive injection molding production?
13. Is rapid tooling suitable for automotive prototypes?
14. What is the difference between rapid tooling and production automotive mold?
15. What is a 2K or multi-shot automotive mold?
16. Why are multi-shot automotive interior molds more expensive?
17. Can GBM Mold support insert molding for automotive parts?
18. What validation documents can GBM Mold provide for automotive mold projects?
19. Do automotive injection molds require PPAP?
20. What information is needed for an automotive injection mold quote?
21. Can GBM Mold help if my automotive part design is not ready for tooling?
22. What are common defects in automotive injection molded parts?
23. How do you control flash in automotive connector molds?
24. Can GBM Mold support both mold manufacturing and injection molding production?
Initiate Your Tooling Project
Upload your STEP files, material specifications, and volume requirements. Our engineering team will return a detailed DFM risk assessment and an itemized tooling quotation.
Direct Contact
-
Annie@gbminjection.com
-
+86 13632611848
-
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City
