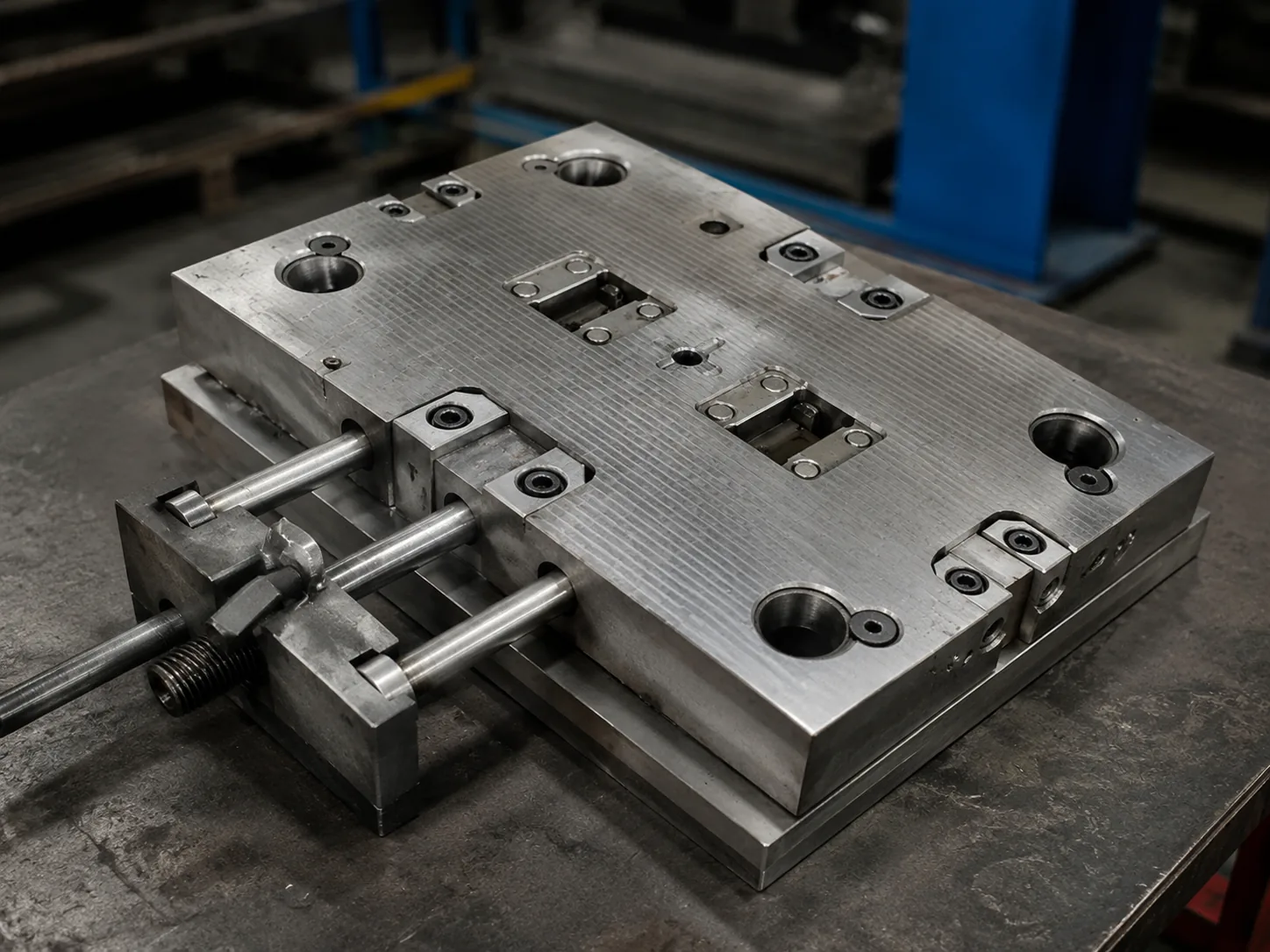
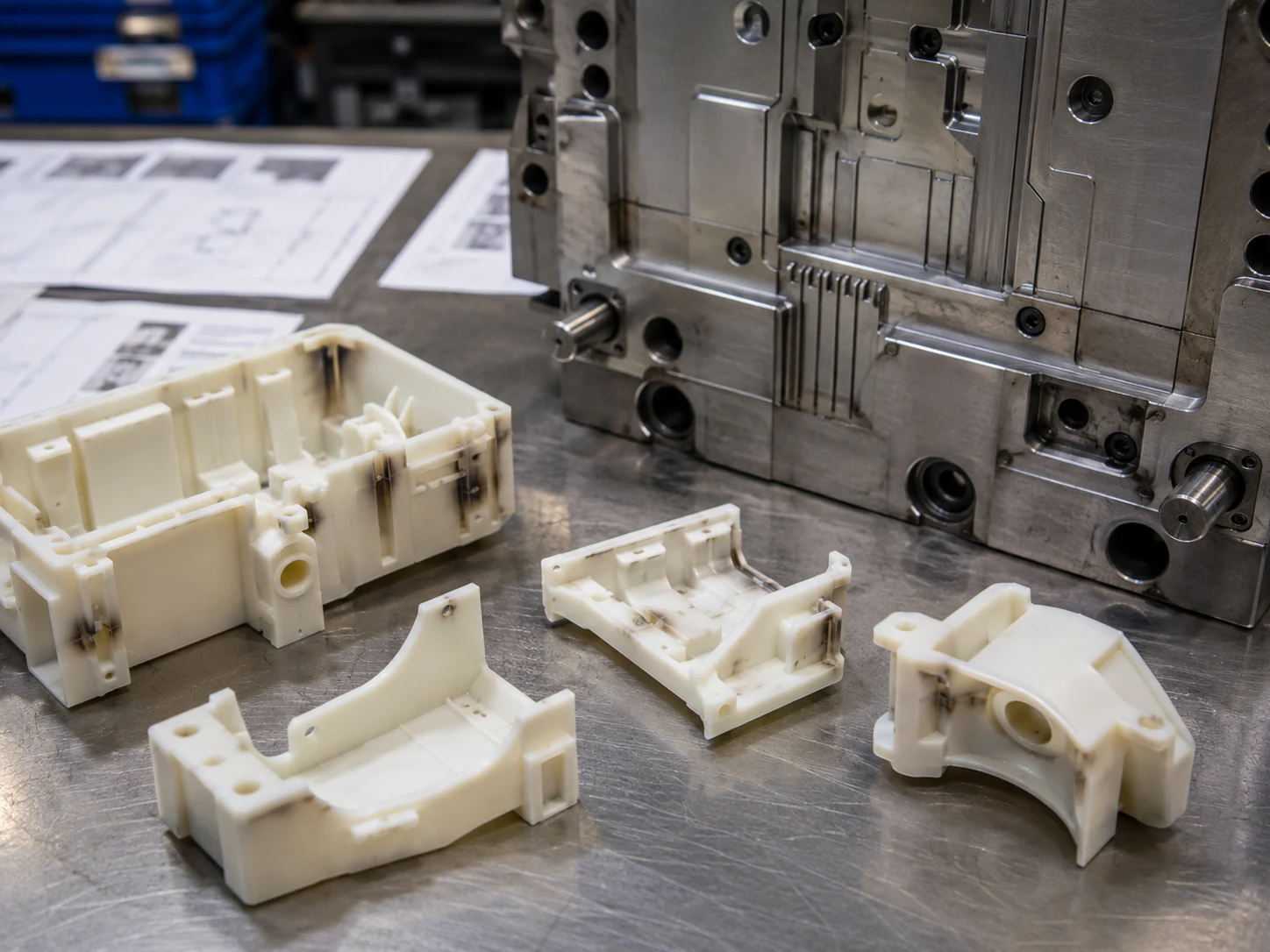
Custom Nylon Injection Mold Manufacturerfor PA6, PA66 & Glass-Filled Nylon
GBM Mold designs and builds custom nylon injection molds for PA6, PA66, Nylon 6, Nylon 66 and glass-filled nylon parts. We support thin-wall PA66, high-flow PA6, 1x16 PA6 molds, nylon spacers and overmolded spacer production with DFM review, T1 trial and CMM inspection.
Send STEP/IGES files, material grade, annual quantity, and assembly requirements for a 24H DFM review.
Nylon Injection Mold Parameters
| Molded Material | PA6, PA66, PA12, high-flow PA6, direct injection molding grade PA6, glass fiber reinforced nylon GF15-GF50, mineral-filled nylon, carbon-fiber reinforced nylon, flame-retardant nylon, and impact-modified nylon compounds. |
|---|---|
| Common Reinforcement | GF15, GF30, GF33, GF50 to meet specific tensile strength, stiffness, and creep resistance requirements under mechanical load. |
| Mold Type | Export-grade production molds, multi-cavity systems, insert molds (for threaded brass/steel inserts), and hardened tools for abrasive reinforced nylon. |
| Runner System | Cold runner, hot sprue, or full hot runner (valve gate) based on material flow length, gate vestige limits, and expected mass production volume. |
| Mold Steel | P20, H13, S136, 718H, or fully hardened steel (HRC 48-52) inserts for high-wear areas when molding abrasive glass-filled nylon. |
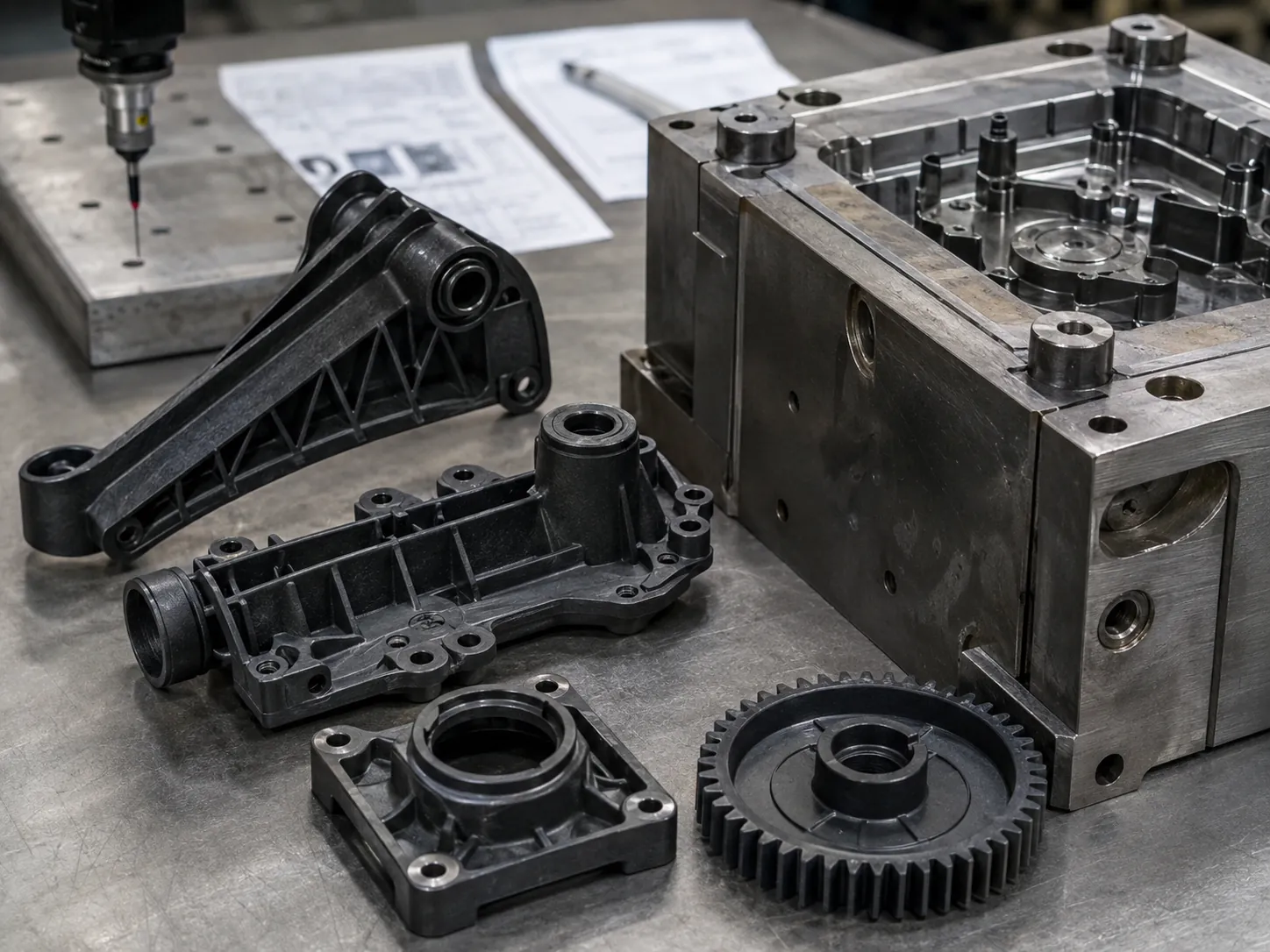
| Part Applications | Automotive engine bay brackets, electrical terminal blocks, industrial gears, bearings, custom fasteners, and heavy-duty structural housings. |
| Key Mold Design Points | Shrinkage compensation (1.0%-2.5%), glass fiber orientation mapping, moisture control during molding, conformal cooling, and precise venting (0.01-0.02mm). |
| Mold Trial | T1 sample delivery in 15 days, detailed injection parameter logs, trial videos, and defect troubleshooting (flash, short shots, warpage). |
| Quality Documents | FAI (First Article Inspection) reports, CMM dimensional checks, material certificates (RoHS/REACH), mold maintenance logs, and safe export packaging. |
| Multi-Cavity Option | 1×4, 1×8, 1×16 / 1x16 PA6 injection molds for clips, spacers, fasteners, connector parts and small precision Nylon 6 components. |
| Prototype Support | Thin-wall PA66 prototype tooling, rapid PA66 molding support, aluminum tooling and bridge tooling for early part validation. |
| Special Part Types | Nylon spacers, overmolded spacers, insert molded nylon parts, precision molding Nylon 6 parts, thin-wall PA66 covers, PA6 clips and high-flow PA6 complex parts. |
GBM Mold Technology
When your assembly requires tight tolerances in PA66 or GF30, standard tooling approaches often fail. Send your 3D CAD for a targeted mold structure review.
24H Response Time
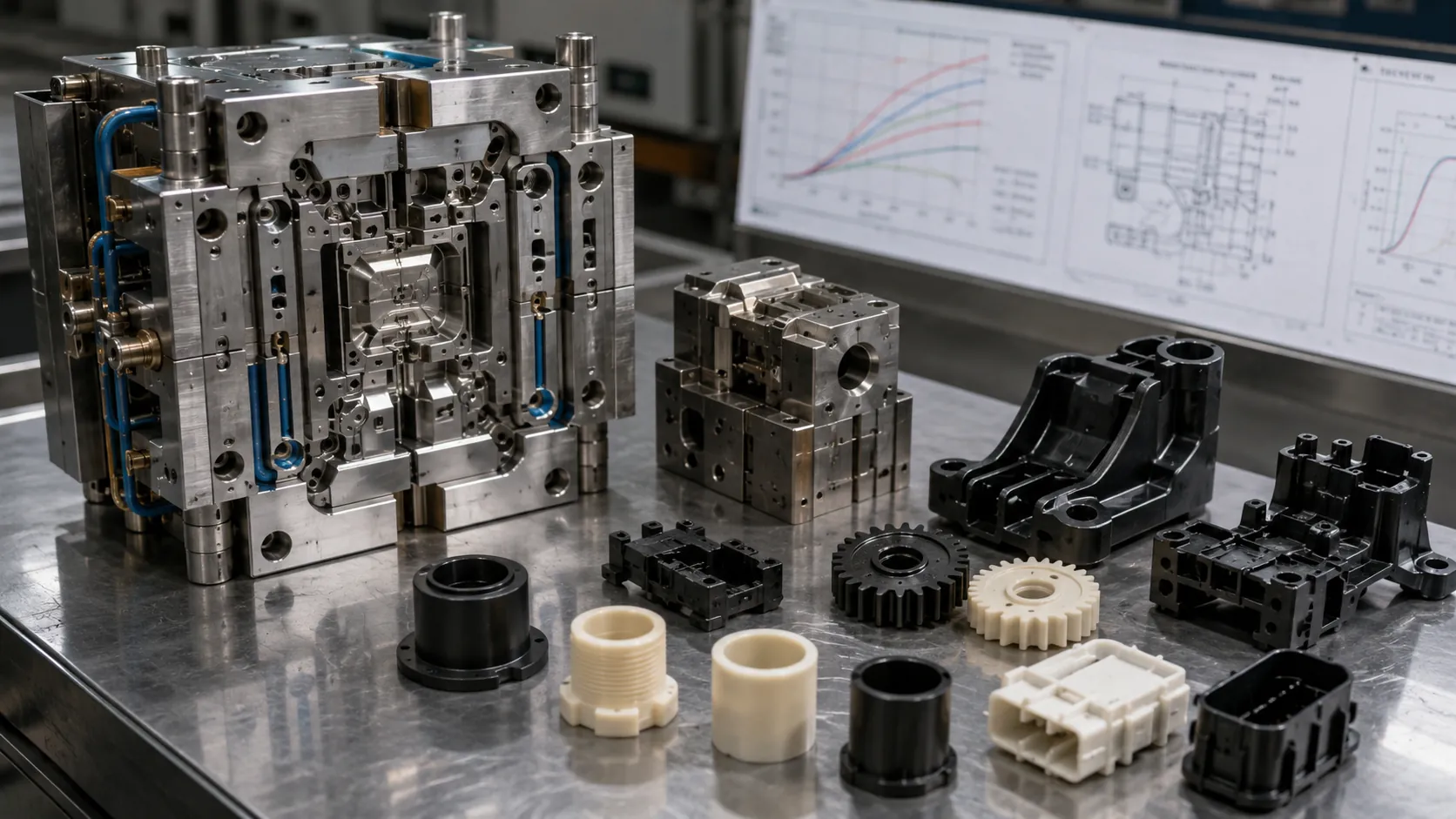
What Is a Nylon Injection Mold?
Nylon injection molds require specific engineering considerations to handle the unique thermal and rheological properties of polyamides. Because nylon absorbs moisture and shrinks significantly, the mold must maintain stable temperatures and incorporate optimized cooling circuits. When using abrasive glass-filled grades, the tooling demands hardened steel inserts at gate locations and complex parting lines to prevent premature wear and flash.
-
Designed specifically for the melt flow and cooling behavior of PA6, PA66, and reinforced compounds.
-
Incorporates precise venting (typically 0.01mm - 0.02mm) to prevent gas traps and burn marks.
-
Uses balanced cooling channels to manage anisotropic shrinkage and prevent part warpage.
-
Utilizes hardened steel (e.g., H13, S136) in high-wear areas to withstand abrasive glass fibers.
-
Gate positioning is calculated via mold flow analysis to control fiber orientation and structural strength.
For Nylon 6 injection molding, the mold must consider moisture absorption, shrinkage and dimensional change after conditioning. For glass filled nylon injection molding, the mold also needs hardened steel, controlled gate location, fiber orientation review and replaceable wear inserts. For thin-wall PA66 or nylon spacer parts, gate size, venting, injection speed and cavity balance become especially important.
Designing a snap-fit or load-bearing bracket?
Let us review your wall thickness and draft angles before you invest in tooling.
Nylon Materials We Support for Injection Molding
Different nylon grades behave differently in injection molding. The right choice depends on strength, heat resistance, moisture exposure, wear performance, dimensional stability, surface requirement and target cost.

PA6 / Nylon 6 Injection Molding
Best For: Cost-effective structural components, snap-fits, automotive interior clips, and impact-resistant housings.
Watch Out: Absorbs moisture up to 8-10%, which can alter final assembly dimensions and reduce tensile strength if not conditioned.
Mold Design Note: For precision molding Nylon 6 parts, GBM checks gate location, wall thickness transition, shrinkage allowance, cooling balance, and post-conditioning dimensions. PA6 is suitable for clips, spacers, snap-fit parts, small housings and complex molds where impact resistance, stable assembly fit and cost control are important.
PA66 / Nylon 66 Injection Molding
Best For: High-temperature automotive under-hood parts, electrical terminal blocks, and rigid mechanical gears.
Watch Out: Narrower processing temperature window; highly susceptible to thermal degradation and sink marks in thick sections.
Mold Design Note: Demands precise mold temperature control (often 80-100°C) to achieve proper crystallinity and structural integrity. For thin-wall prototype PA66 parts, GBM reviews melt flow, gate size, venting, mold temperature and short-shot risk before cutting steel.

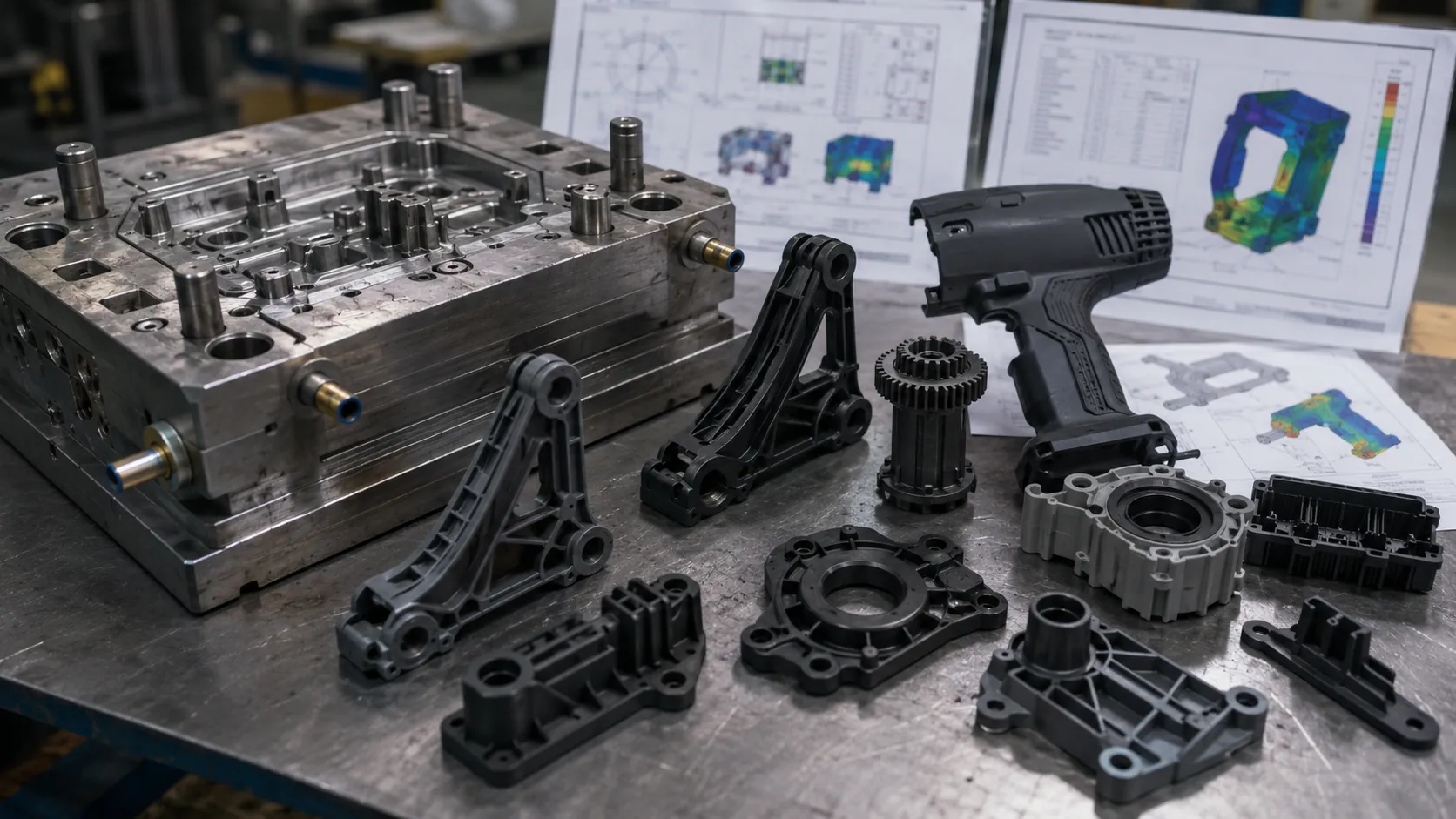
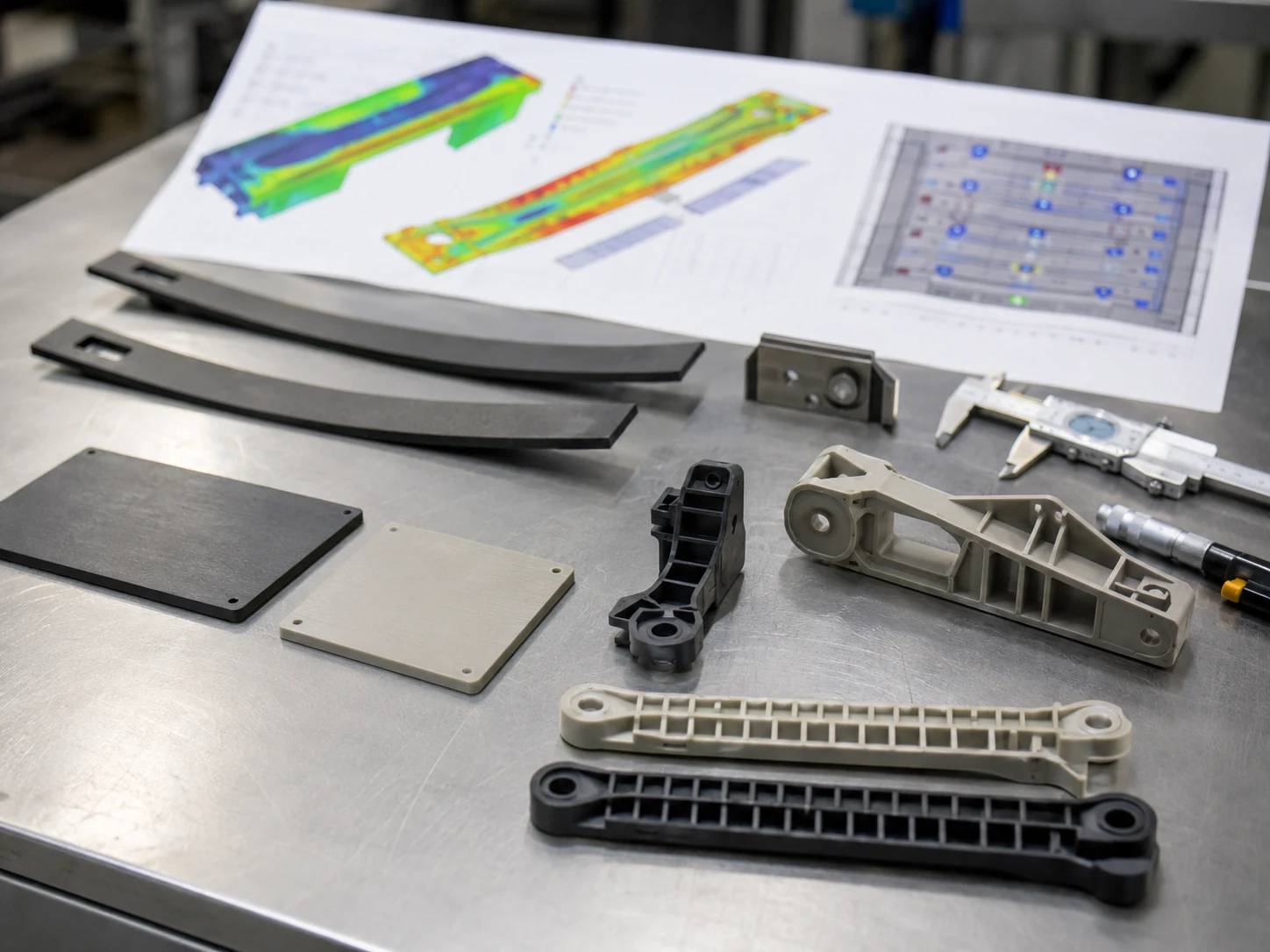
Glass-Filled Nylon Molding
Best For: Heavy-duty load-bearing brackets, power tool housings, and metal-replacement structural components.
Watch Out: Fiber orientation causes differential shrinkage (longitudinal vs. transverse), leading to predictable warpage risks.
Mold Design Note: Requires hardened mold steel (HRC 48+) and strategic gate placement to control weld line strength and tool wear. This is the key material family for glass filled nylon injection molding and glass filled nylon injection moulding projects, especially GF15, GF30, GF33 and GF50 structural parts.

Reinforced Nylon
Best For: Custom bearings, sliding tracks, and components exposed to continuous mechanical friction or long-term static loads.
Watch Out: Carbon fiber or PTFE additives alter melt viscosity, requiring higher injection pressures and distinct gate sizing.
Mold Design Note: Tooling must be designed around the specific shrinkage rate (often 0.3%-0.8%) provided by the resin manufacturer's TDS.

Flame-Retardant / Electrical
Best For: PCB enclosures, wire harness connectors, and industrial switchgear requiring UL94 V-0 ratings.
Watch Out: Flame retardant additives can cause mold deposit buildup and require frequent cleaning of cavity surfaces.
Mold Design Note: Adequate venting is critical to prevent gas degradation, and mold maintenance plans must account for additive outgassing.

Black Nylon & Custom
Best For: UV-resistant outdoor equipment housings, hidden automotive chassis clips, and custom-colored industrial levers.
Watch Out: Pigments and UV stabilizers can slightly alter the shrinkage rate and mechanical properties compared to natural grades.
Mold Design Note: Masterbatch dispersion requires optimized runner and gate design to prevent flow marks or color streaking.
High-Flow PA6 and Direct Injection Molding Grade Nylon
Some PA6 projects require better flowability for thin ribs, clips, spacer parts, long-flow covers, and complex mold structures. For high-flow PA6 or direct injection molding grade nylon, GBM reviews the resin TDS, melt flow behavior, shrinkage rate, gate size, venting, cooling layout and demolding risk before mold manufacturing.
If your drawing specifies 2800DM injection nylon or another fast-molding PA6 grade, please send the material datasheet together with your STEP file. Our engineers will check whether the mold needs larger gates, balanced runners, optimized venting, cavity temperature control or special ejection support to reduce short shots, deformation and unstable dimensions during T1 trial.

High-Flow PA6 for Complex Molds
For thin ribs, snap-fits, long-flow covers and compact structural parts.
Direct Injection Molding Grade PA6
For PA6 grades requiring fast filling, easy demolding and stable cycle control.
Gate and Venting Review
We check gate size, flow path, vent depth and melt front balance before tooling.
T1 Trial Parameter Validation
We document injection speed, mold temperature, holding pressure, cooling time and part dimensions.
Glass Filled Nylon Injection Molding Solutions
For GF15, GF30, GF33 and GF50 nylon parts, mold design must control abrasive wear, fiber orientation, anisotropic shrinkage, gate erosion, weld line strength and conditioned dimensions after molding.
GF15 / GF30 / GF50 Material Review
Select the glass fiber percentage according to load, stiffness, service temperature, creep resistance and assembly tolerance.
Hardened Tooling for Abrasive Nylon
Use hardened H13, S136 or replaceable gate inserts at high-wear areas to reduce flash and premature mold damage.
Fiber Orientation and Warpage Control
Review gate location, flow path and weld line position before tooling to reduce anisotropic shrinkage.
Replaceable Gate and Wear Inserts
Design replaceable inserts for high-volume GF nylon production, especially around gates and shutoff areas.
Moisture and Dimensional Conditioning
Control drying, molding parameters and post-molding dimension checks because nylon parts can absorb moisture after molding.
CMM Inspection After T1 Trial
Check critical dimensions after sample conditioning, especially for brackets, spacers, clips and assembly parts.
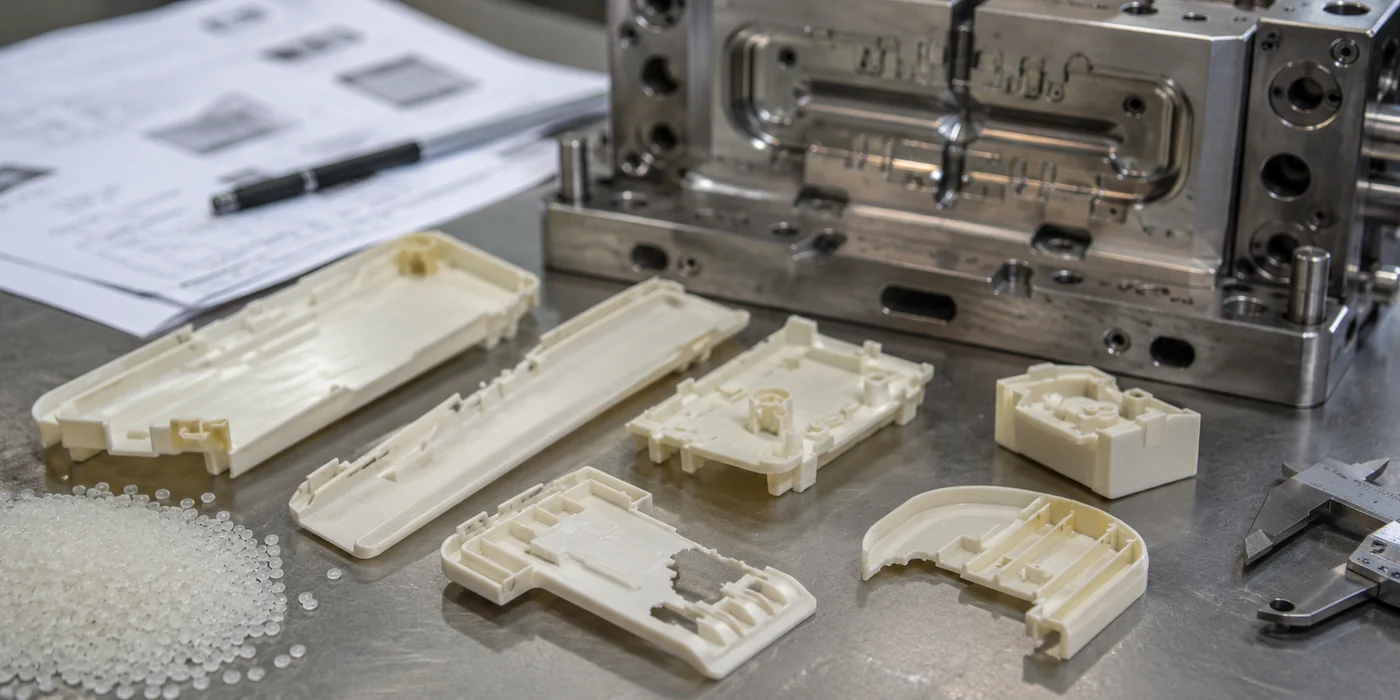
Nylon Injection Mold Types We Build
PA6 / Nylon 6 Injection Mold for Precision Molding
Suitable for precision molding Nylon 6 parts such as clips, spacers, fasteners, snap-fit components and small structural housings. Built for impact-resistant components like automotive clips and tool housings. We focus on balanced cooling circuits and uniform wall thickness transitions to prevent sink marks and ensure stable cycle times during mass production.
PA66 Nylon Injection Mold
Engineered for high-temperature and rigid parts like engine bay brackets. The tooling incorporates oil or pressurized water heating to maintain 80-100°C mold temperatures, ensuring proper material crystallinity and dimensional accuracy.
Glass Filled Nylon Injection Mold
Designed to withstand the abrasive nature of GF15-GF50 materials. We utilize fully hardened steel inserts (HRC 48-52) at gates and complex parting lines, while using mold flow analysis to predict and counter fiber-induced warpage.
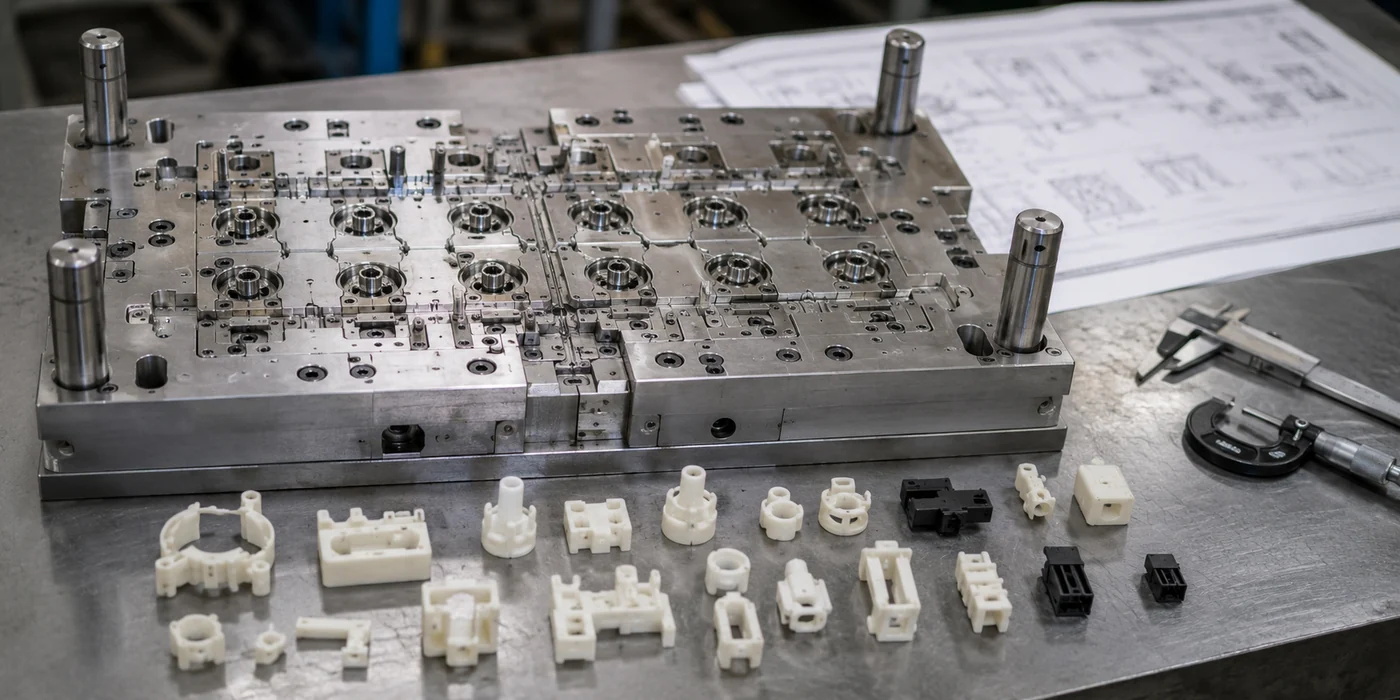
1×16 / 1x16 PA6 Injection Mold
For buyers searching 1*16 PA6 injection mold or 1x16 PA6 mold, GBM reviews runner balance, cavity-to-cavity shrinkage, gate consistency, cooling layout and multi-cavity inspection before steel cutting.
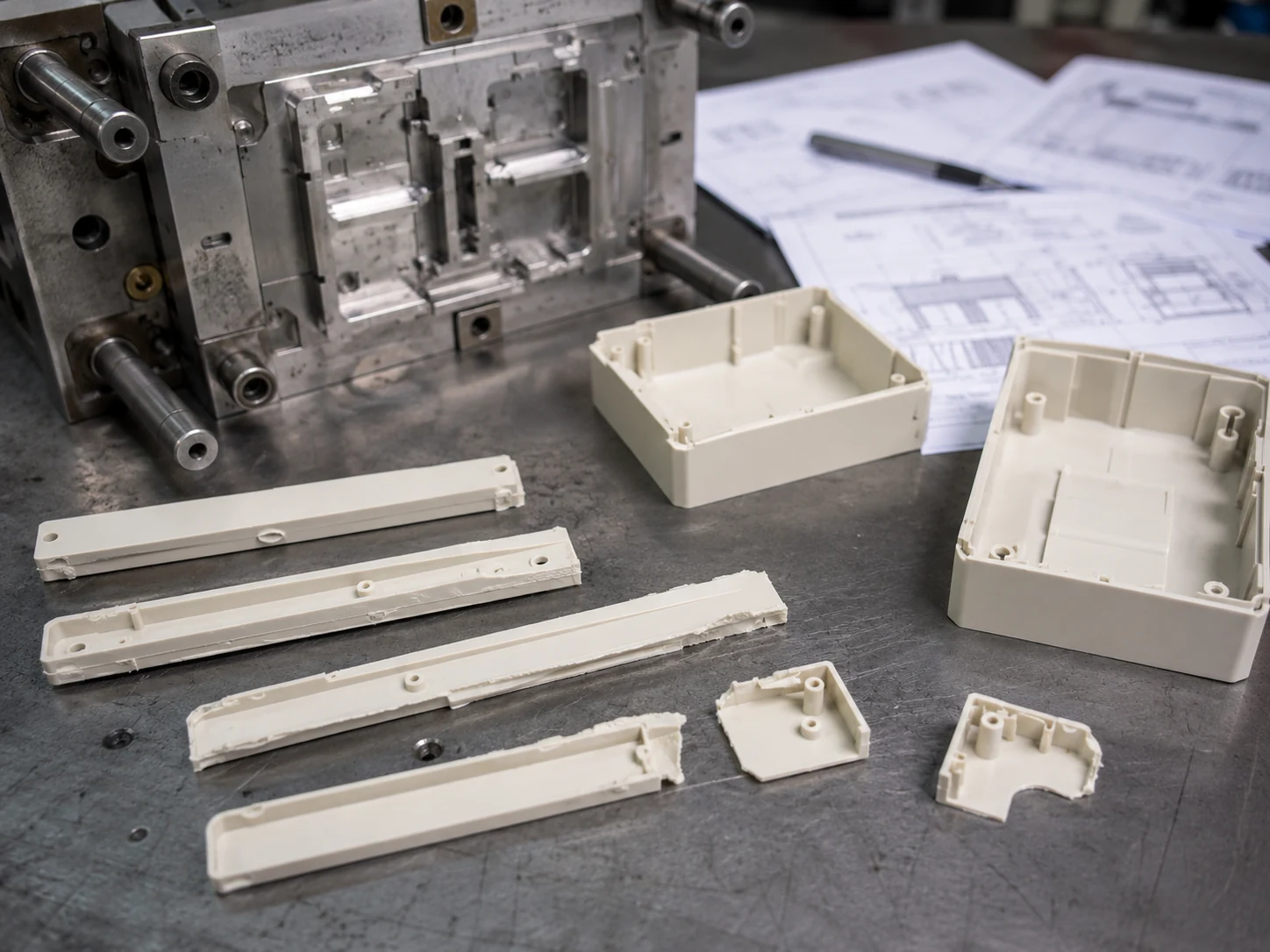
Thin-Wall PA66 Prototype Mold
For thin-wall prototype PA66 parts, GBM checks early filling risk, gate feasibility and mold temperature before T1 trial. Suitable for thin covers, clips, connector housings and compact nylon parts that need stable filling and quick tooling review.

Overmolded Spacer Mold Supplier & Manufacturer
GBM supports nylon spacers, insert molded spacers and overmolded spacer production for small functional components requiring stable dimensions, clean shutoff, insert positioning and repeatable assembly fit. We review STEP files, material grade, tolerance and cavity count before tooling.
Thin-Wall PA66 Prototype Molding
Thin-wall PA66 prototype parts are sensitive to short shots, burn marks, weak weld lines and dimensional instability. Before tooling, GBM reviews flow length, gate size, venting, mold temperature, wall thickness transitions and material drying requirements.
Flow Length Review
Check whether PA66 can fill thin-wall sections before freezing.
Gate and Venting Design
Balance gate size, injection speed and venting to reduce short shots and burn marks.
Prototype Tooling Strategy
Use aluminum tooling or bridge tooling when fast design validation is needed.
T1 Sample Correction Plan
Record molding parameters and adjust steel-safe areas after first trial.
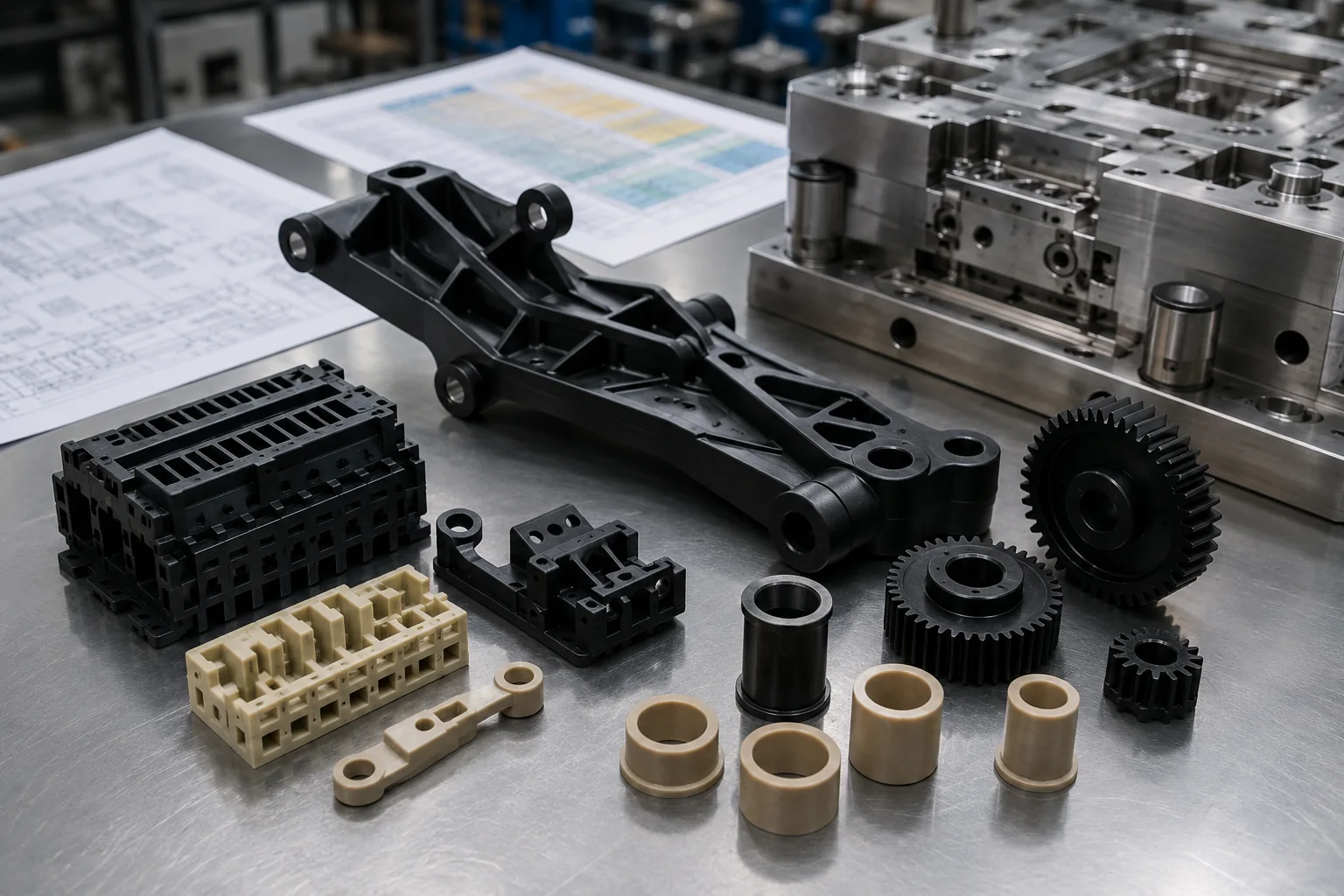
Typical Nylon Injection Molded Parts We Support

Automotive Under-Hood & Chassis Components
Examples: Engine cover brackets, radiator end tanks, wire harness clips, fluid reservoirs, and heavy-duty chassis fasteners.
Buyer Concerns: Project engineers face strict constraints on heat deflection temperature (HDT), chemical resistance to automotive fluids, and vibration fatigue. We select specific PA66 or GF30 grades and design tooling to meet PPAP and long-term dimensional stability requirements.
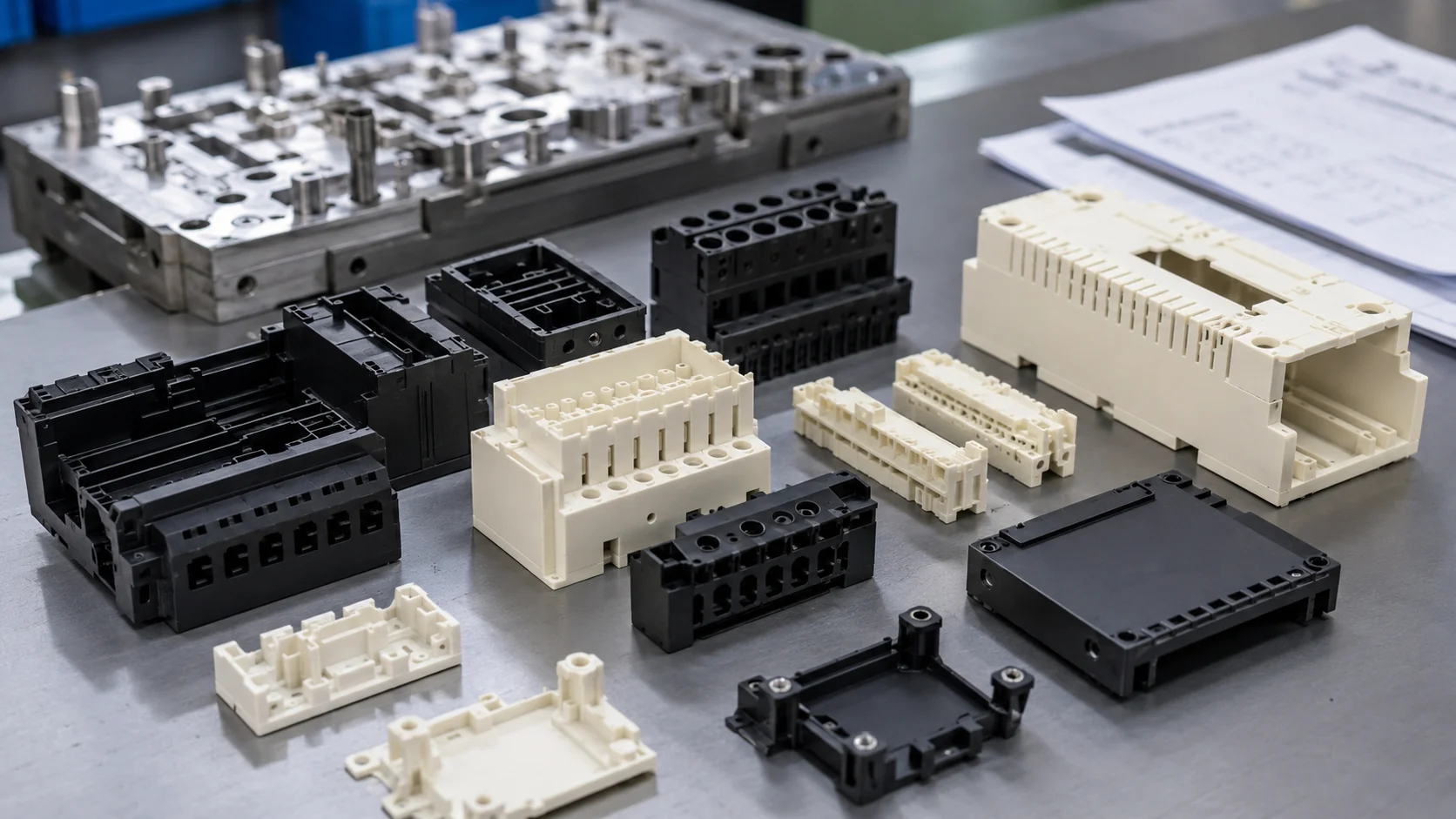
Electrical Connectors & Switchgear Housings
Examples: High-voltage terminal blocks, PCB mounting brackets, DIN rail enclosures, battery casing parts, and wire management tracks.
Buyer Concerns: Assembly lines require zero-flash connectors with precise pin-hole alignments. We utilize UL94 V-0 flame-retardant nylon and design molds with micro-venting to prevent gas traps, ensuring clean surfaces and reliable mating fits.
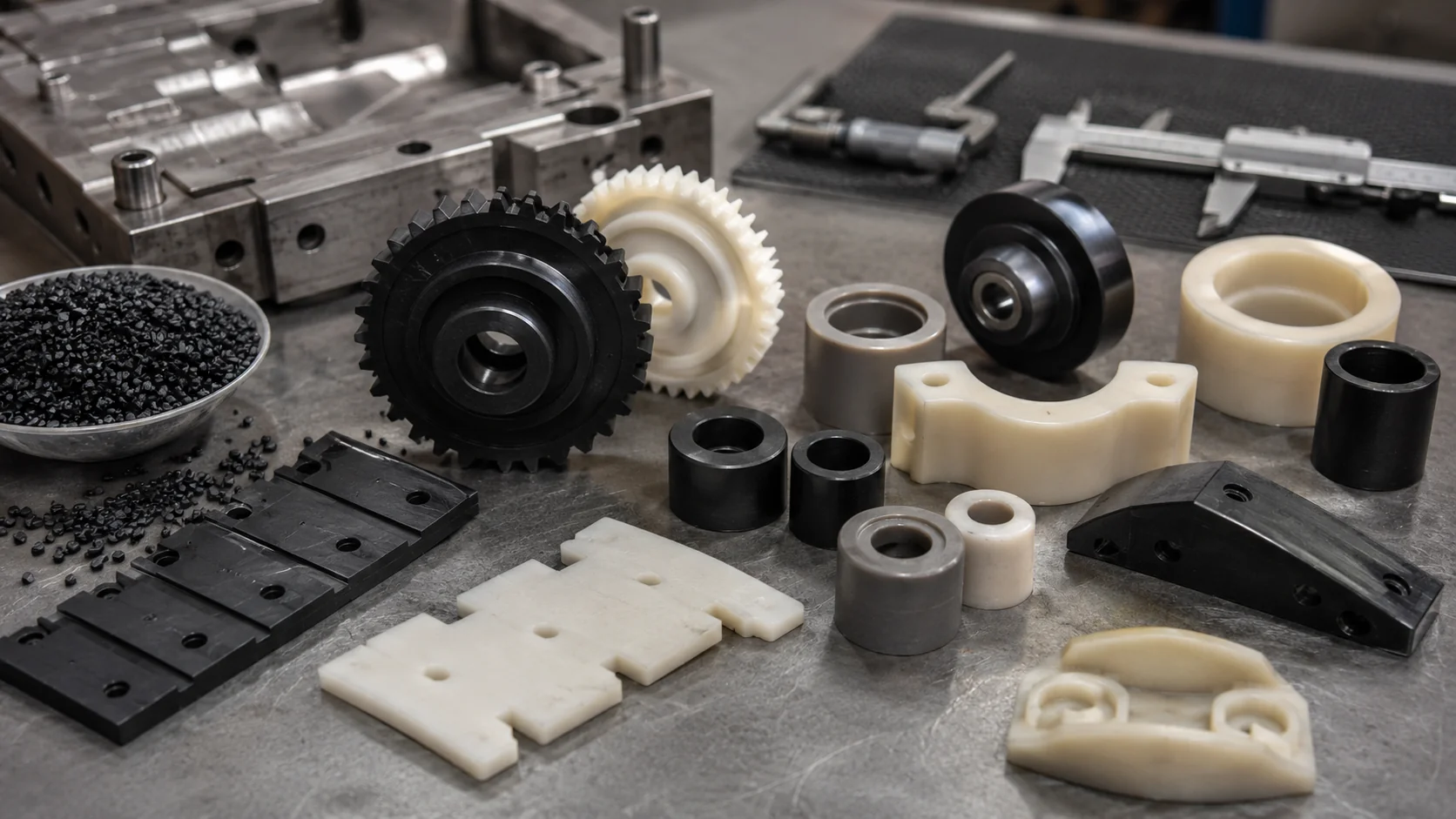
Industrial Load-Bearing & Wear Parts
Examples: Power transmission gears, sliding track rollers, heavy-duty bushings, custom spacers, and conveyor system wear pads.
Buyer Concerns: Maintenance teams need parts that won't fail under continuous friction or static loads. We analyze the CAD for wall thickness consistency and design molds that maximize the material's inherent creep resistance and low friction coefficient.
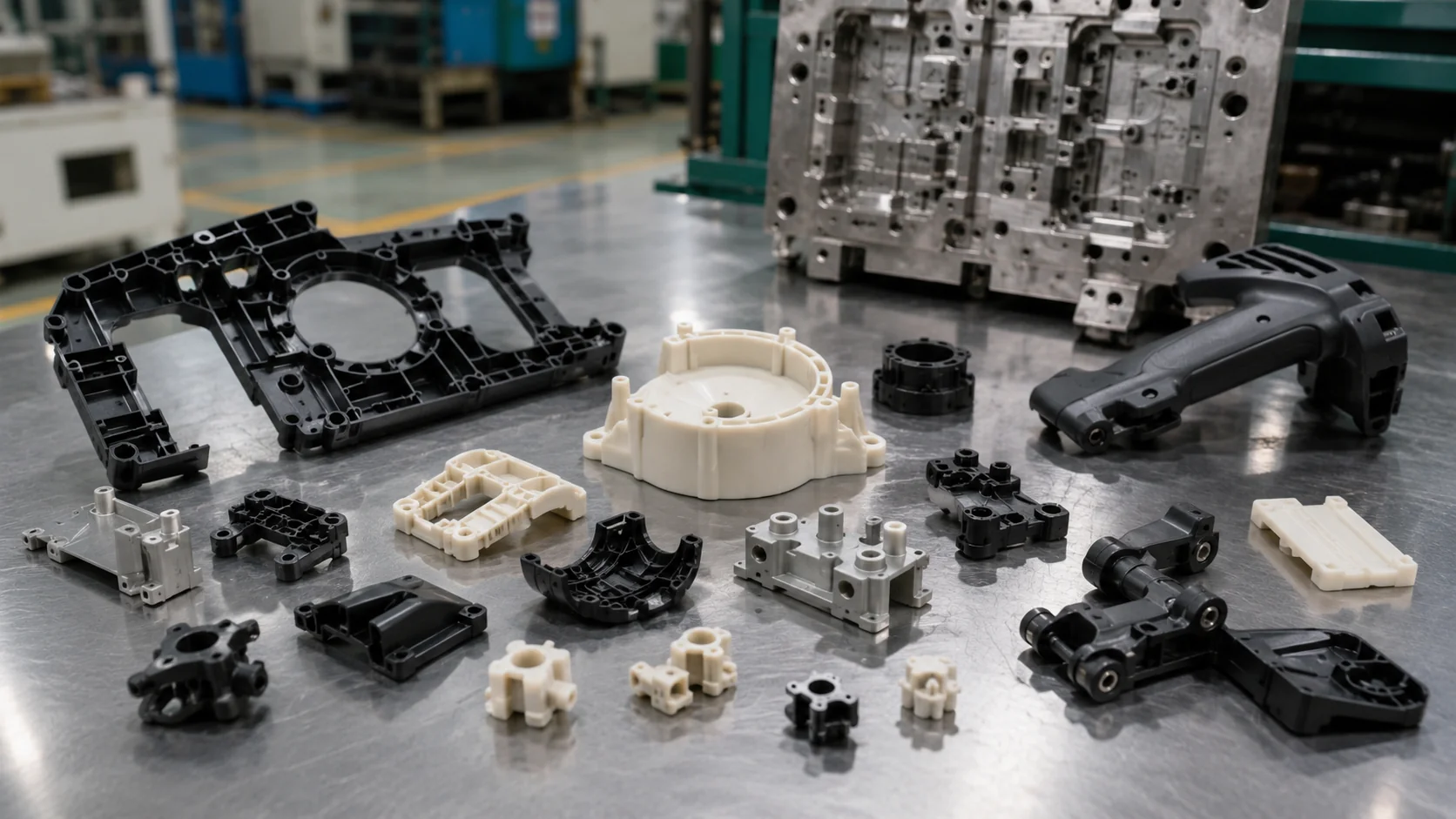
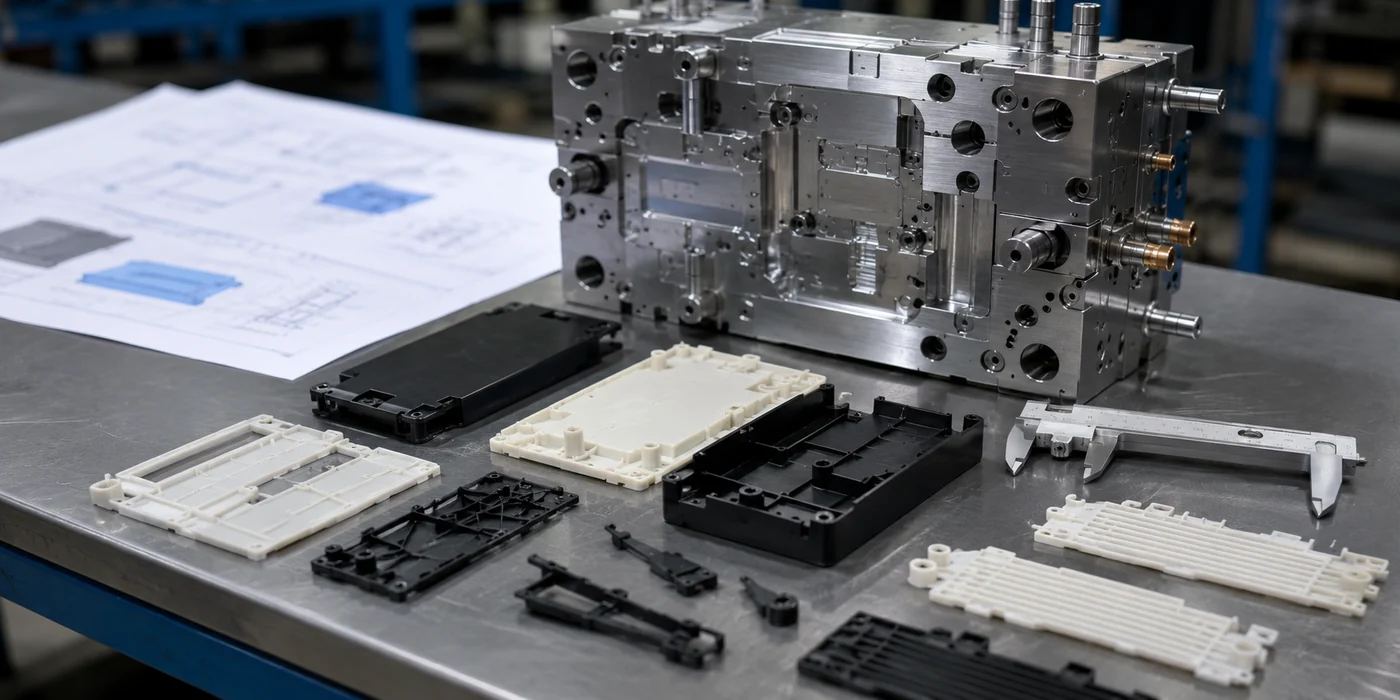
Appliance Structural & Functional Parts
Examples: Washing machine internal brackets, power tool handles, blender motor mounts, and moving hinge joints.
Buyer Concerns: Procurement needs cost-effective volume production without sacrificing snap-fit strength. We balance the use of PA6 for toughness with optimized cold runner systems to minimize material waste and unit cost while maintaining structural integrity.
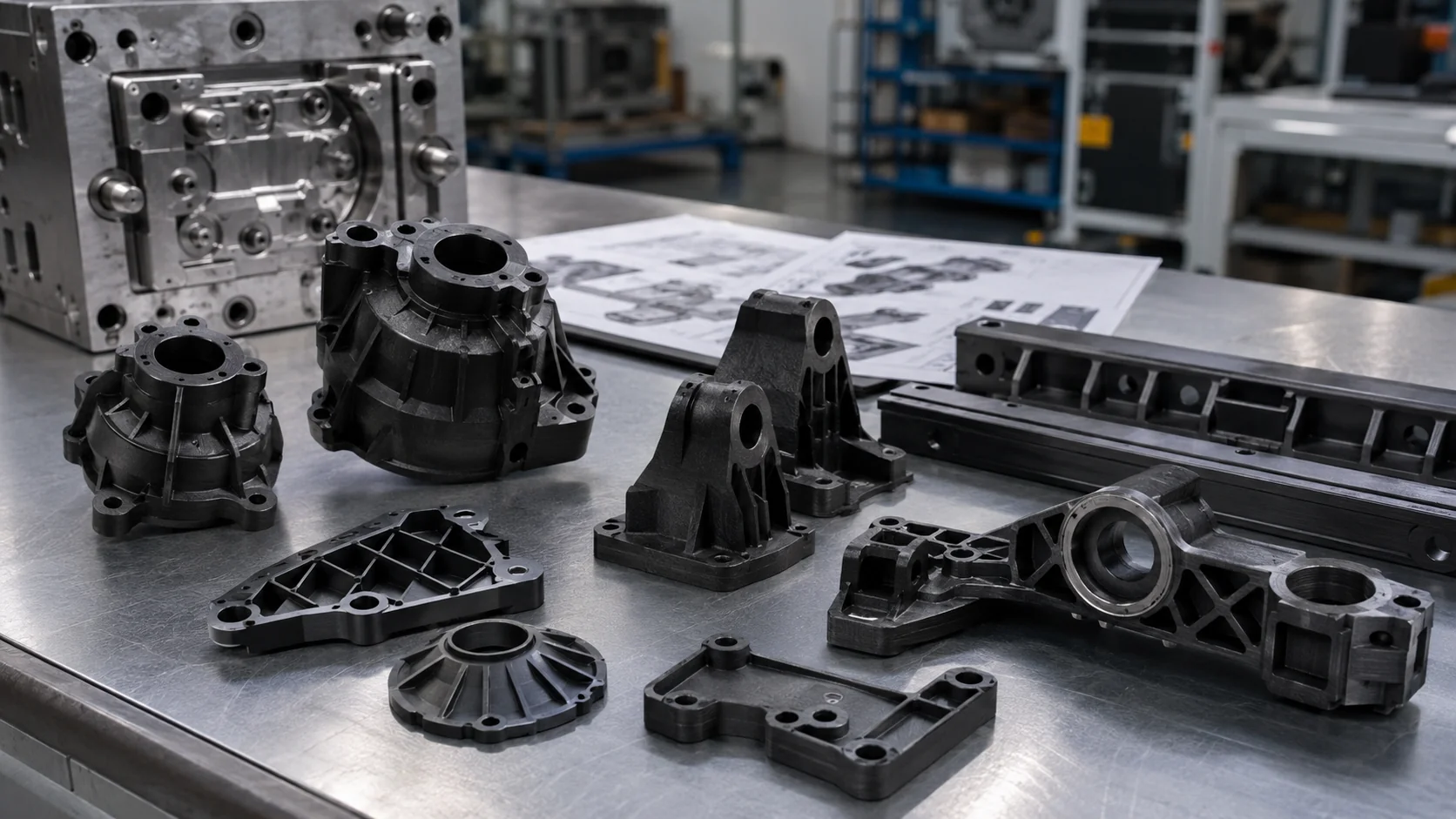
Metal-Replacement Structural Nylon
Examples: GF50 industrial pump housings, heavy machinery motor mounts, and structural support beams previously made of die-cast aluminum.
Buyer Concerns: Converting from metal to plastic introduces risks of weld line weakness and anisotropic shrinkage. We use mold flow simulation to place gates where fiber orientation maximizes tensile strength, using hardened steel to ensure the mold lasts through its intended lifecycle.
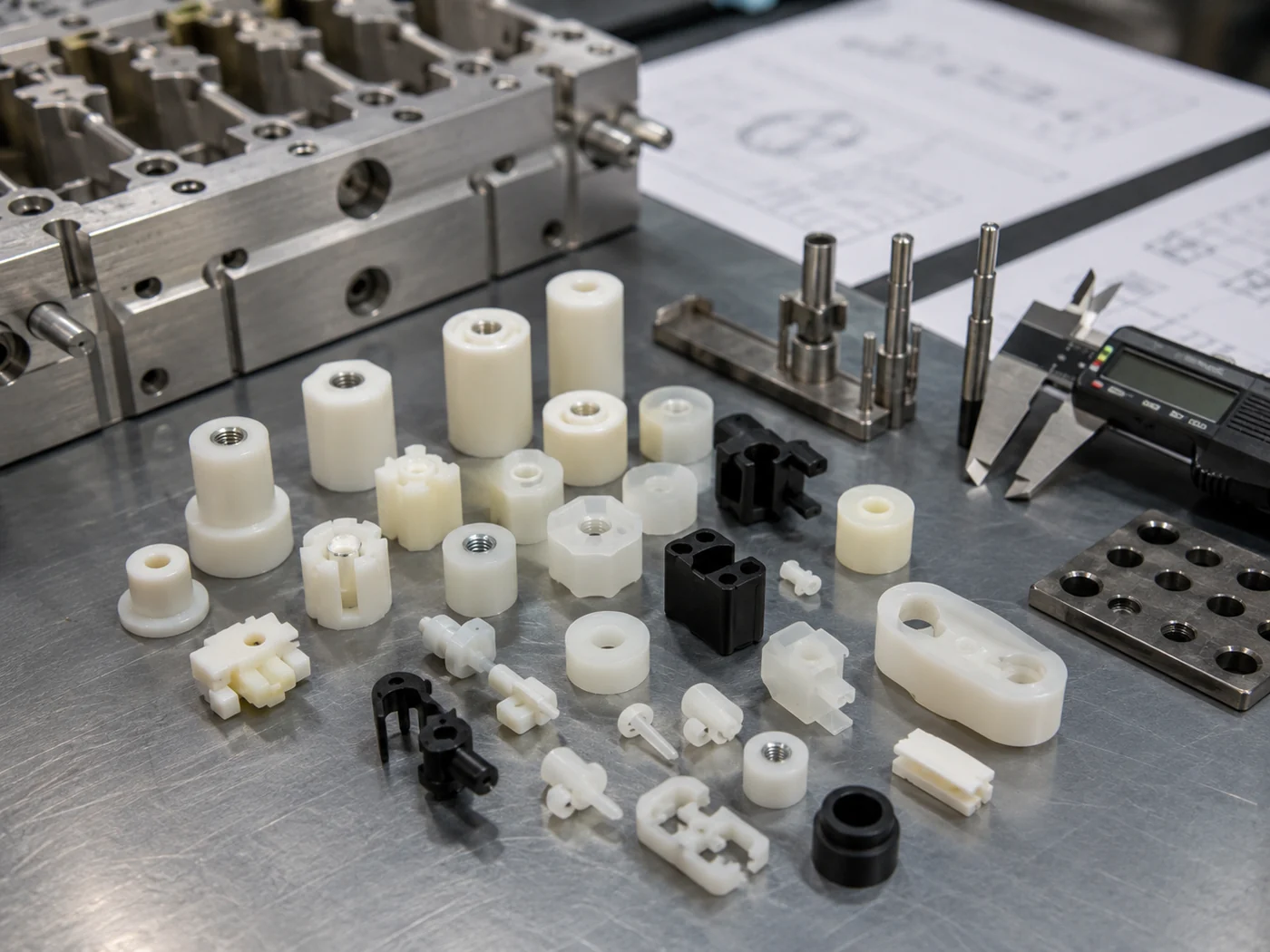
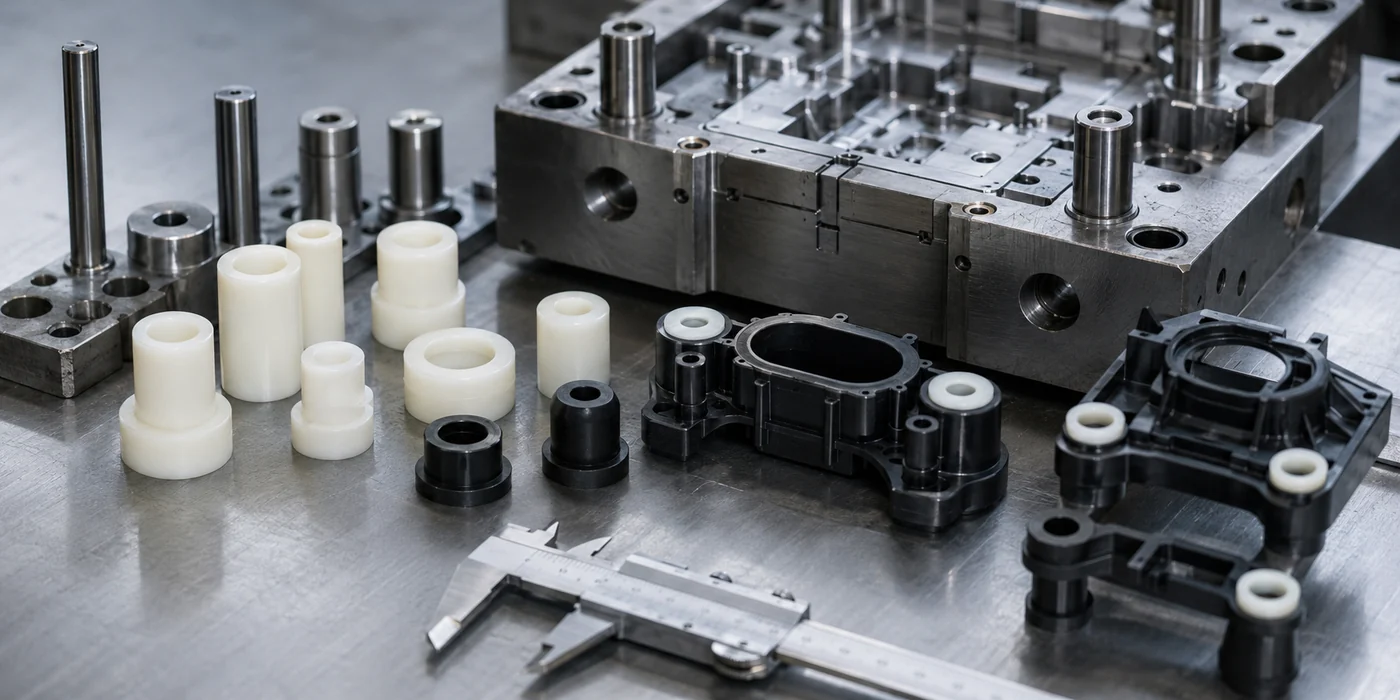
Precision Nylon Spacers, Clips & Fasteners
Examples: PA6 spacers, overmolded spacers, threaded inserts, small clips, connector spacers, nylon fasteners and precision molded Nylon 6 components.
Buyer Concerns: These small parts often require stable dimensions, clean shutoff, low flash, consistent cavity balance and repeatable assembly fit in multi-cavity molds.
Multi-Cavity PA6 Injection Mold for Spacers, Clips and Fasteners
For high-volume Nylon 6 injection molding, a 1×8 or 1×16 PA6 injection mold can reduce unit cost, but it requires balanced runners, stable cooling, precise venting and cavity-to-cavity inspection. GBM reviews part size, annual volume, material shrinkage and assembly tolerance before recommending cavity count.
1×8 / 1×16 Cavity Layout
Choose cavity count based on annual volume, part size, tolerance and production target.
Runner Balance
Ensure each cavity fills consistently to reduce weight and size variation.
Spacer and Clip Tolerance Control
Check small functional dimensions for assembly stability.
Pilot Run Validation
Use T1 and pilot samples to confirm cavity-to-cavity consistency before mass production.
Engineering Challenges in Nylon Injection Molding and How We Solve Them
Nylon requires precise control over moisture, temperature, and mold design to achieve stable parts.

Pre-Molding Moisture & Hydrolysis
Polyamides absorb moisture. Molded above 0.2% water content, steam causes defects and weakens tensile strength.
Desiccant dryers reduce moisture below 0.1%, and T1 trials log injection parameters for consistent processing.
Ensures structural parts meet their designed load-bearing capacity without hidden internal voids, reducing assembly line rejections.
Anisotropic Shrinkage & Warpage
In glass-filled grades, shrinkage differs along and across fiber flow, causing bowing and misaligned holes.
Mold flow analysis predicts fiber orientation. Gates optimize flow along the structural axis, and conformal cooling ensures even heat extraction.
Mounting holes align perfectly with your metal chassis, eliminating the need for manual rework or forceful assembly on the production line.
Abrasive Wear from Glass Fibers
High-pressure injection of GF30 or GF50 erodes P20 steel molds, leading to flash within thousands of shots.
Hardened steel (HRC 48-52) like S136 or H13 is used for core, cavity, and gate inserts, with replaceable sub-inserts for easy maintenance.
Guarantees flash-free parts throughout the mold's lifecycle, protecting your investment and preventing mid-production tooling delays.
High Viscosity & Short Shots
Highly filled nylon compounds cool rapidly, causing viscosity increases that may freeze thin walls or long flow sections before full cavity packing.
DFM review identifies thin-wall risks early, sizes gates for nylon grade, and uses high-speed injection to fill cavities before freezing.
Consistent part density and complete filling of complex features like thin ribs or fine connector pins, ensuring structural integrity.
Gas Traps & Diesel Effect Burn Marks
High injection speeds for nylon trap air, causing diesel effect, burn marks, and polymer degradation.
We create venting channels (0.01mm - 0.02mm) along the parting line and use ejector pin venting to release gas quickly without flashing.
Eliminates cosmetic defects and localized material degradation, ensuring parts pass visual and functional QC inspections.

Post-Molding Dimensional Shifts
A freshly molded PA6 part is brittle and undersized but toughens and swells over weeks as it absorbs moisture, risking tolerance specs.
We design molds to target conditioned dimensions. T1 samples are moisture treated before CMM inspection to simulate their final state.
Prevents the common issue where parts fit during the prototype phase but fail on the assembly line months later due to moisture expansion.
Thin-Wall PA66 Short Shot Risk
Thin-wall PA66 parts may freeze before full cavity packing, especially when flow length is long or the gate is too small.
Review gate size, runner balance, melt temperature, mold temperature, injection speed and venting during DFM and T1.
Improves T1 success for thin-wall prototype PA66 parts and reduces repeated mold corrections.
Spacer Flash and Insert Position Shift
Nylon spacers and overmolded spacer parts may flash around shutoff areas or shift during insert loading.
Use precise locating pins, strong insert support, clean shutoff fitting and controlled venting around spacer features.
Improves assembly fit and reduces secondary trimming or sorting.
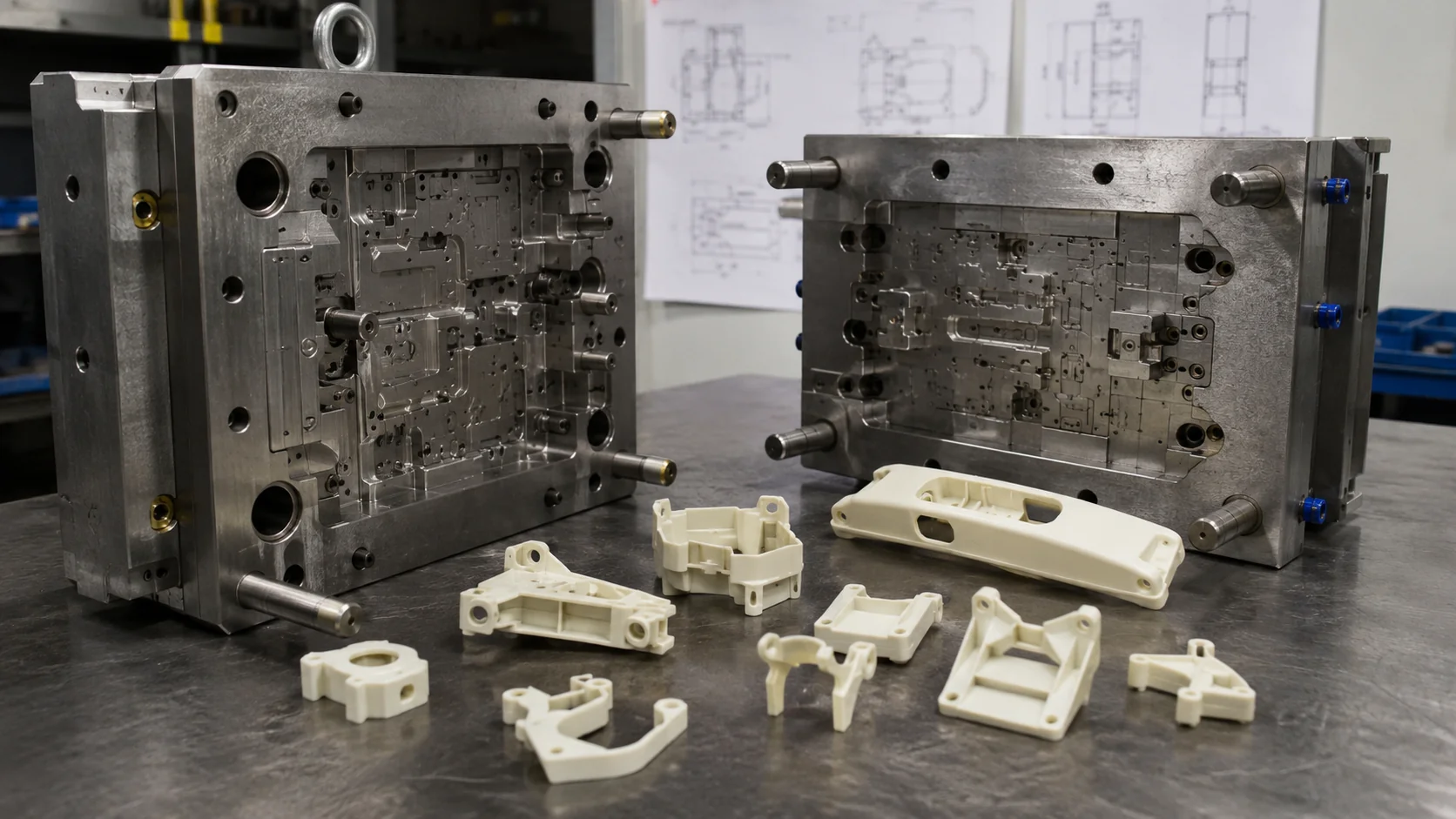
Nylon Injection Molding Process
CAD & Application Analysis
We analyze your STEP/IGES files against the specific PA6/PA66 TDS, verifying how load requirements, operating temperatures, and moisture exposure will impact the tooling strategy.
DFM & Shrinkage Evaluation
We identify sink mark risks on thick bosses, evaluate draft angles for rigid GF materials, and calculate precise shrinkage compensation based on fiber orientation. For 1×16 PA6 molds, thin-wall PA66 prototypes and glass filled nylon parts, we review cavity balance, flow length, gate size and fiber orientation before mold design confirmation.
3D Mold Structure Design
Our engineers layout the parting lines, design replaceable hardened inserts for abrasive GF nylon, and map conformal cooling circuits to manage uneven heat distribution.
Precision Machining & Assembly
Using high-speed CNC and EDM, we cut the hardened steel to ±0.005mm tolerances, ensuring flash-free shutoffs and precise venting for the low-viscosity nylon melt.
T1 Trial & Parameter Logging
We mold the first articles using dried resin, logging injection speeds, holding pressures, and mold temperatures to establish a repeatable, scientific molding process.
CMM Inspection & Mass Production
Samples undergo CMM dimensional checks and visual inspection. Once approved, we establish the SOP for stable mass production and safe export packaging.
Facing tight tolerances on a glass-filled bracket? Send your 3D CAD for a detailed DFM review and tooling cost breakdown.
Nylon Injection Molding Temperature & Processing Notes
Establishing a stable injection molding process for polyamides requires strict control over moisture and thermodynamics. The parameters below illustrate the engineering considerations we apply during T1 trials to ensure the final parts meet your mechanical and dimensional specifications.
| Processing Item | Engineering Notes |
|---|---|
| Desiccant Drying Protocol | PA6/PA66 must be dried at 80-90°C for 4-6 hours in a desiccant dryer to bring moisture below 0.1%. Failure to do so results in splay, voids, and severe loss of tensile strength. |
| Melt Temperature Control | Typical melt ranges are 240-270°C for PA6 and 270-300°C for PA66. Precise barrel temperature profiling prevents material degradation while maintaining adequate flow for thin-walled sections. |
| Mold Temperature & Crystallinity | We often utilize oil or pressurized water heaters to maintain mold temperatures between 80-100°C. This promotes proper polymer crystallinity, enhancing structural rigidity and high-temperature performance. |
| High-Pressure Filling | GF compounds exhibit rapid viscosity increases. We utilize high injection pressures (often 80-120 MPa) to pack out the cavity fully before the material freezes, preventing short shots. |
| Injection Velocity Profiling | Fast injection speeds are typically required to prevent premature freezing and to achieve a resin-rich surface finish on glass-filled parts, hiding the glass fibers. |
| Micro-Venting Strategy | Due to high injection speeds, trapped air must escape rapidly. We machine parting line vents at 0.01-0.02mm depth to allow gas evacuation without the low-viscosity nylon flashing. |
| Balanced Thermal Extraction | Uneven cooling leads to differential shrinkage and bowed parts. We design cooling channels close to thick sections and utilize beryllium copper inserts in hard-to-reach core pins for rapid heat transfer. |
| Regrind Management | For load-bearing structural parts, we strictly limit or eliminate regrind. Glass fibers break during recycling, significantly reducing the mechanical strength of the subsequent molded parts. |
| Fast Cycle / Cooling Control | For PA6 and glass filled nylon production, cycle time depends on wall thickness, crystallization, mold temperature, cooling layout and ejection stability. GBM reviews cooling efficiency and part deformation risk instead of blindly shortening cycle time. |
Injection parameters are highly specific to the mold's thermal dynamics and the exact resin grade's TDS. We establish and document a unique scientific molding SOP for every tooling project to guarantee batch-to-batch consistency.
PA6 / Nylon 6 vs PA66 vs Glass Filled Nylon Injection Molding
| Material | Typical Use | Strengths | Watch Out | Mold Design Focus |
|---|---|---|---|---|
| PA6 / Nylon 6 | Snap-fit clips, interior automotive trim, power tool housings, and general-purpose structural brackets. | Excellent impact resistance, high elongation at break, and superior surface finish capability. | High moisture absorption (up to 10%) reduces stiffness and causes significant dimensional swelling over time. | Focus on balanced cooling to prevent sink marks and utilizing appropriate shrinkage rates (1.2-1.8%) for unconditioned dimensions. |
| PA66 / Nylon 66 | Engine bay components, high-voltage terminal blocks, rigid gears, and high-temperature industrial fasteners. | Superior tensile strength, higher heat deflection temperature (HDT), and better chemical resistance than PA6. | Narrow processing window; prone to thermal degradation and requires high mold temperatures for proper crystallization. | Requires hot oil/water mold heating, robust draft angles, and micro-venting to handle rapid injection speeds. |
| Glass Filled Nylon | Metal-replacement structural beams, heavy-duty pump housings, and continuous-load mechanical mounts. | Drastically reduced creep under load, lower thermal expansion, and exceptional rigidity. | Highly abrasive to tooling steel; fiber alignment causes severe differential shrinkage and potential warpage. | Demands fully hardened steel (HRC 48+), mold flow analysis for fiber orientation, and replaceable gate inserts. |
Buyer Decision Guide
Choose PA6 / Nylon 6 injection molding when the part needs impact resistance, easier processing, lower cost and good assembly fit. Choose PA66 when the part requires higher heat resistance, rigidity and dimensional control under load. Choose glass filled nylon injection molding when the part must replace metal, reduce creep, increase stiffness or withstand long-term mechanical stress. For thin-wall PA66, high-flow PA6 or precision Nylon 6 parts, GBM recommends a DFM and TDS review before confirming the mold structure.
Not sure which nylon grade fits your part? Send your application and drawing for material review.
Nylon Injection Mold vs ABS Injection Mold
Nylon and ABS are both common injection molding materials, but they are used for different part functions. ABS is often selected for housings and cosmetic parts, while nylon is more common for functional, wear-resistant and mechanically loaded parts.
| Comparison Item | Nylon Injection Molding | ABS Injection Molding |
|---|---|---|
| Typical Function | Structural brackets, sliding gears, chemical-resistant engine parts, and load-bearing electrical connectors. | Electronic enclosures, consumer appliance housings, cosmetic bezels, and display monitor frames. |
| Mechanical Strength | High tensile strength, excellent fatigue resistance, and low friction coefficient for moving parts. | Good impact resistance and stiffness, but susceptible to fatigue and wear under continuous friction. |
| Moisture | Highly hygroscopic; requires strict desiccant drying and post-molding dimensional conditioning. | Mildly hygroscopic; requires basic drying but dimensions remain stable in ambient humidity. |
| Mold Design Focus | Anisotropic shrinkage control, hardened steel for GF grades, high mold temperatures, and micro-venting. | Cosmetic surface finishes (SPI A2 / VDI 3400), hiding weld lines, and preventing sink marks on thick ribs. |
| Best Choice | When the part must survive mechanical stress, friction, chemicals, or high temperatures. | When the priority is a flawless cosmetic surface, electroplating compatibility, and cost-effective rigid enclosures. |
The best material should be selected according to load, working temperature, chemical exposure, surface requirement, assembly method and target cost.
How to Choose a Nylon Injection Mold Supplier for PA6, PA66 and GF Nylon
Sourcing a tooling partner for nylon components requires looking beyond the initial mold cost. The right manufacturer must demonstrate expertise in managing moisture, controlling anisotropic shrinkage, and designing hardened tooling that survives abrasive glass-filled compounds.

Advanced Tooling for PA6, PA66 & GF Nylon
PA6/PA66 & GF Compound Expertise
Your supplier must understand the specific drying protocols, melt thermodynamics, and shrinkage behaviors of PA6, PA66, and custom GF/mineral-filled compounds.
Pre-Tooling DFM & Mold Flow
A reliable partner runs mold flow analysis to predict fiber orientation and warpage, reviewing wall thickness transitions and draft angles before cutting any steel.
Hardened Tooling Strategy
If you specify GF30, the supplier must quote fully hardened steel (HRC 48-52) and design replaceable gate inserts to prevent premature tool washout and flash.
Transparent T1 Trial Reporting
You should receive detailed injection parameter logs, trial videos, and a comprehensive defect analysis (addressing any short shots or sink marks) alongside your T1 samples.
CMM & Dimensional Validation
The facility must have in-house CMM capabilities to verify tight tolerances, especially after the nylon parts have undergone natural or artificial moisture conditioning.
Stable Mass Production & Export
Whether running mass production in-house or exporting the mold, the supplier should provide FAI reports, mold maintenance schedules, and secure rust-preventative packaging.
Glass Filled Nylon Support
Check whether the supplier can quote hardened steel, replaceable gate inserts and mold flow review for GF30 / GF50 materials.
1×16 PA6 Injection Molds
For high-volume PA6 parts, the supplier should review runner balance, cavity-to-cavity consistency, cooling layout and multi-cavity inspection.
Thin-Wall PA66 Prototype
Thin-wall PA66 requires mold temperature control, venting, fast filling and careful short-shot troubleshooting.
Spacer & Overmolded Parts
Spacer parts need stable dimensions, clean shutoff, low flash, precise insert support and reliable assembly fit.
RFQ Checklist
To receive a precise tooling breakdown and DFM feedback, please provide:
- 3D CAD file
- 2D drawing with critical dimensions
- Nylon material grade or application requirement
- Annual quantity
- Surface finish requirement
- Assembly or load condition
- Target market or compliance requirement if any
- Expected mold life or production plan
Providing this data allows our engineers to calculate exact shrinkage, select the right steel hardness, and layout the optimal cavity configuration.
What Affects Nylon Injection Mold Cost?
Tooling quotes for nylon parts vary based on the engineering work needed to control shrinkage, moisture absorption, glass fiber wear, cavity balance and long-term production stability.
Part complexity + resin grade + cavity count + steel hardness + inspection requirement.
Send your STEP file and material TDS for a line-item tooling quote.
1
Part Design Complexity
Geometry & Undercuts
Slides, lifters, unscrewing threads and deep ribs increase mold machining time and mold base size.
Surface Finish & Draft Angles
Texture, polish, VDI surface and tight draft angles can increase mold correction risk.
Nylon Spacer Structure
Overmolded spacers, inserts, thin shutoffs and precision assembly dimensions increase mold difficulty.
2
Material & Resin Risk
Abrasive Fillers & Steel Hardness
GF30 or GF50 nylon may require hardened steel and wear-resistant inserts.
Glass Fiber Percentage
Higher glass fiber content increases tool wear, gate erosion and warpage control difficulty.
Material Grade and Flow Requirement
High-flow PA6, 2800DM injection nylon or FR nylon may need special gate, venting and T1 validation.
3
Tooling Structure
Cold vs. Hot Runner Systems
Hot runners cost more upfront but reduce material waste and cycle time for volume production.
1×16 / 1x16 PA6 Mold Cavitation
Multi-cavity molds reduce unit price but require runner balance, cooling balance and cavity-to-cavity checks.
Tooling Lifecycle
Long-life SPI Class 101 tooling requires better steel, wear plates, guided ejection and stronger mold construction.
4
Tolerance & Trial Validation
Assembly Tolerances & CMM
Tight tolerances require stable mold temperature, shrinkage control and CMM validation.
Thin-Wall PA66 Prototype Risk
Thin-wall PA66 parts may need higher mold temperature, precise venting and more T1 adjustment.
Production Volume & Cavitation
Higher production volume may justify more cavities, better steel and more advanced cooling.
Quality Control for Nylon Injection Mold Projects
Ensuring consistency in nylon molding requires scientific process control. Because PA6 and PA66 shrink and absorb moisture, our QC protocols validate not just the T1 sample, but the repeatability of the injection parameters and the final conditioned dimensions.
Quality Control Flow
- 1Resin & Additive Verification (RoHS/REACH)
- 2Tool Steel Hardness & Certification Check
- 3CNC/EDM Dimensional Verification (±0.005mm)
- 4Core/Cavity Alignment & Shut-off Validation
- 5T1 Scientific Molding Trial & Parameter Logging
- 6Visual QC for Flash, Splay, and Burn Marks
- 7CMM Inspection of Critical Assembly Tolerances. For 1×16 PA6 molds, cavity-to-cavity dimensional consistency should be checked during T1 and pilot production.
- 8Defect Analysis & Mold Modification Strategy
- 9FAI Report Submission & Client Approval
- 10Mass Production SOP or Export Packaging
Project Documents Provided
Stop struggling with warped brackets and flashing gates. Let our engineers design a mold built specifically for the thermal dynamics of your nylon grade.
Your Engineering Partner for High-Performance Polyamide Tooling
Polyamide-Specific DFM Analysis
We don't treat nylon like ABS. We analyze your CAD specifically for anisotropic shrinkage, predicting fiber orientation and optimizing wall thickness to prevent sink marks and warpage before cutting steel.
Hardened Tooling for Glass Filled Nylon Injection Molding
GF30 and GF50 destroy standard molds. We specify HRC 48-52 hardened steel (S136/H13) and design replaceable gate inserts to ensure your mold survives high-volume abrasive production.
Scientific T1 Molding Trials
We dry the resin to <0.1% moisture and log precise melt/mold temperatures. You receive transparent trial data, highlighting any short shots, flash, or diesel-effect burn marks, along with our correction plan.
Scalable Tooling Strategies
From single-cavity P20 prototype molds for testing snap-fits, to 16-cavity fully hardened hot-runner systems for mass production, we align the mold class with your budget and volume. From thin-wall PA66 prototype molds to 1×16 PA6 production molds, we align mold class, cavity count and steel choice with your validation stage and annual volume.
Seamless Technical Communication
Our English-speaking engineers provide clear DFM reports, CMM data, and trial videos, ensuring you have total visibility and control over your tooling project without needing to visit the factory.
Value-Engineered Tooling Costs
We identify cost-saving opportunities in the CAD—such as modifying an undercut to eliminate a costly slider—and recommend the optimal cold/hot runner balance to minimize material waste.
Ready to tool up your nylon project? Send your STEP files, material grade, and annual volume. We'll provide a comprehensive DFM review and an itemized tooling quote within 24 hours.
Related Injection Molding Capabilities
Overmolding Mold
Specialized tooling for overmolded spacers and multi-material components.
Insert Molding
Integrate metal threads and hardware directly into nylon components.
Multi-Cavity Mold
1x16 and 1x32 molds for high-volume production of clips and fasteners.
High Precision Mold
Tight tolerance tooling for precision molding nylon 6 and engineering parts.
Nylon Injection Mold FAQ
Can nylon be injection molded?
What is a nylon injection mold?
Which nylon is better for injection molding, PA6 or PA66?
What is glass filled nylon injection molding?
What is glass filled nylon injection moulding?
How long should nylon be dried before injection molding?
What causes warpage in injection molded nylon parts?
Can ABS and nylon use the same injection mold?
What are common defects in nylon injection molding?
How do I choose a nylon injection mold supplier?
What affects the cost of a nylon injection mold?
Is nylon better than ABS for injection molded parts?
Do glass filled nylon molds need special tooling?
Is Nylon 6 injection molding suitable for precision parts?
Can you build a 1×16 PA6 injection mold?
Can you support thin-wall prototype PA66 parts?
Can you make nylon spacers or overmolded spacers?
What is 2800DM injection nylon?
Can high-flow PA6 be used for complex molds?
What is precision molding Nylon 6 used for?
Can you support precision molding PA66?
What should be checked before thin-wall prototype PA66 molding?
Is glass filled nylon injection moulding the same as molding?
Can GBM build a 1x16 PA6 injection mold?
Are you an overmolded spacer supplier manufacturer?
Can you support overmolded spacer production?
Start Your Mold Project
Partner with GBM Mold Technology Co., Ltd. for injection mold design and manufacturing. Submit your project for DFM analysis in 24 hours.
-
T1 Samples in 15 Days
-
±0.002mm Precision
-
ISO9001 & TS16949 Certified
-
10+ Years In-house Mfg
Direct Contact
Email Us
Annie@gbminjection.comCall Us
+86 13632611848Headquarters
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen CityRequest a Quote
Fill out the form below to get your comprehensive DFM analysis.
