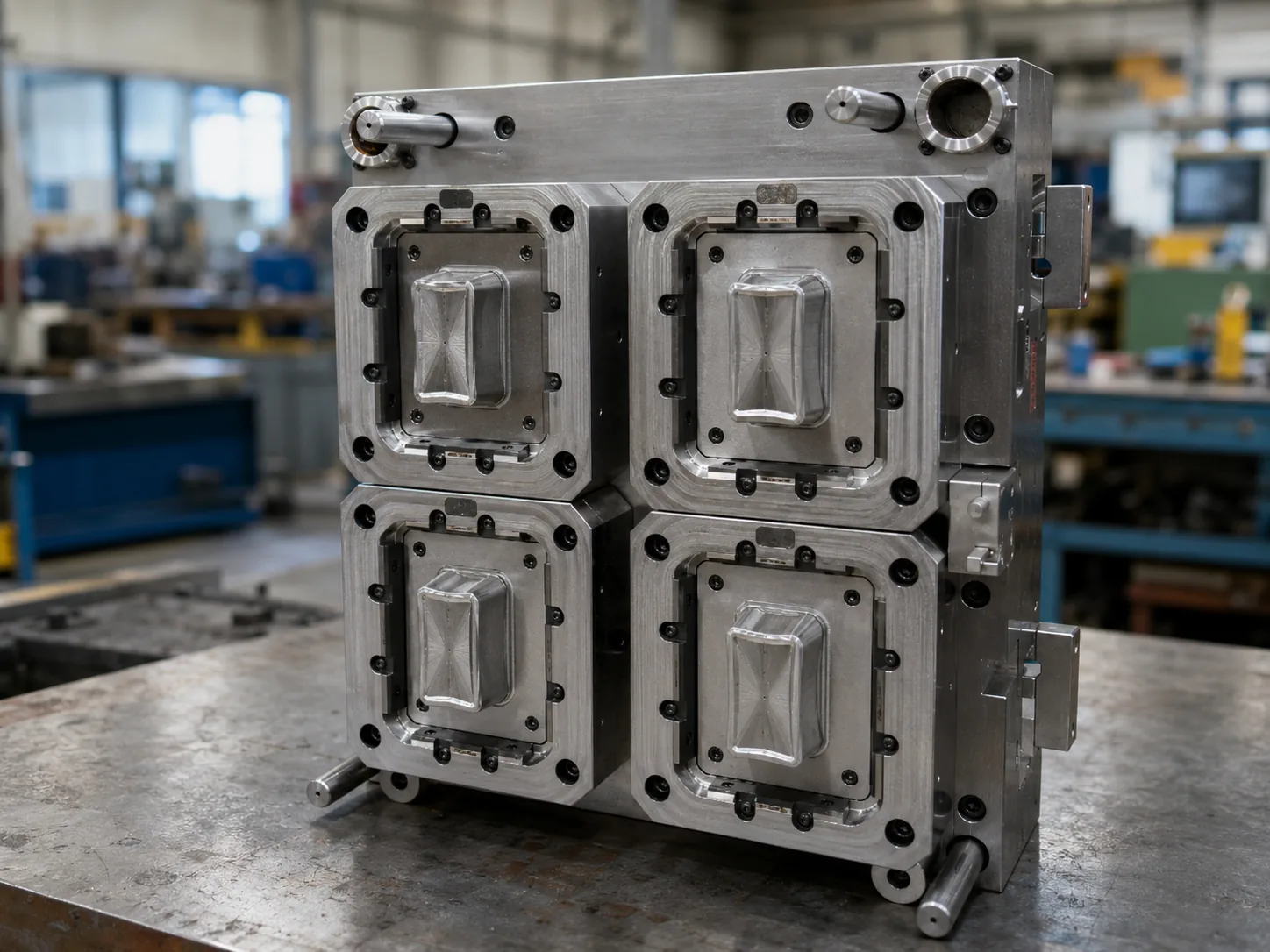
Custom Mold Tooling for Thin-Wall & Food Containers
When designing containers or jars, we use thin-wall molds to optimize weight, stability, and production speed.
From CAD review to cooling channel evaluation, we prevent defects and ensure seamless production with DFM reports and validation data.
- Thin-Wall & High-Speed Food Packaging Molds
- Threaded Cap, Closure & PET Preform Tooling
- Multi-Cavity, Hot Runner & IML Integration
- DFM Review, T1 Validation & CMM Inspection
Send STEP/IGES files, target resin (PP/PET), cavity layout, and estimated annual volume for an accurate tooling assessment.
What Defines a Production-Ready Packaging Mold?
A packaging mold is essential for manufacturing efficiency, handling resin flow, cooling, and clean part ejection for seamless injection molding.
- We verify tooling steel and surface treatments for cleanroom and material contact requirements before CNC machining.
- We configure prototypes or stack molds based on machine tonnage and output goals.
- Tooling design optimizes cooling and gate placement to prevent sink marks and speed up cycles.
- We optimize assembly features like stacking ribs, snap fits, and sealing surfaces during DFM to avoid expensive post-molding changes.
- A successful project depends on T1 parameters, part weight checks, and tooling tweaks based on molding data.
Facing warpage issues or long cycle times on your current packaging parts?
Upload CAD for Engineering Review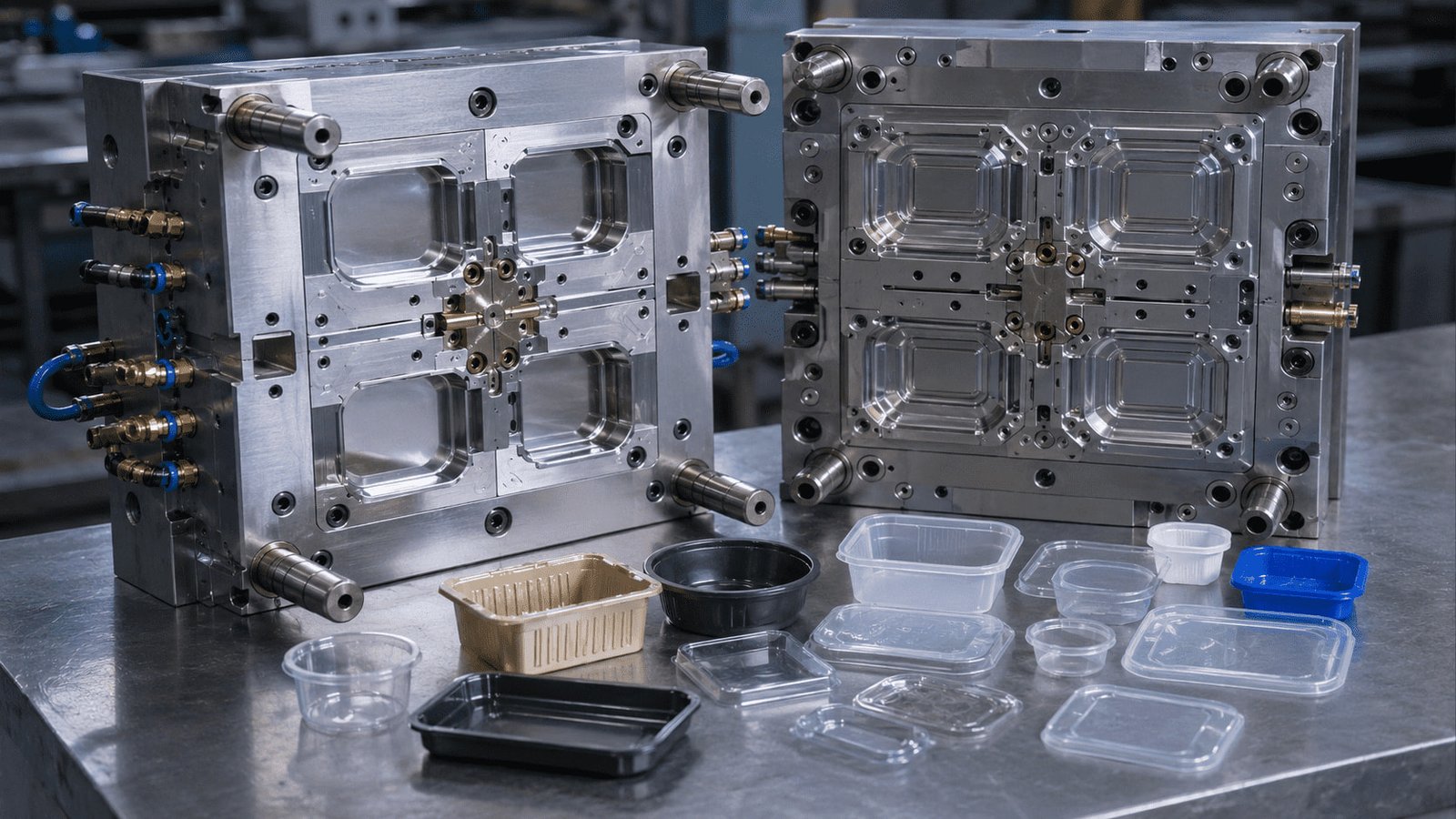
Technical Specifications for Packaging Tooling
| Parameter | Options / Notes |
|---|---|
| Molded Parts | Food trays, threaded closures, flip-top caps, PET preforms, thick-wall cosmetic jars, medical device blister packs, and ESD-safe electronic carriers. |
| Mold Type | P20 prototype tooling, H13/S136 hardened production molds, 2-plate/3-plate structures, stack molds, and In-Mold Labeling (IML) setups. |
| Material Options | Tooling engineered for specific shrinkage rates of PP, HDPE, PET, Polycarbonate, ABS, and recycled PCR/rPET blends. |
| Surface Requirements | SPI A2/A3 high-gloss polishing for cosmetics, VDI 3400 texturing, EDM finish, or specific draft angles for clear transparent cases. |
| Runner System | Yudo/Mold-Master hot runners, valve gates for clean injection points, or balanced cold runners based on resin viscosity and budget. |
| Cavity Count | From 1x1 prototype layouts to 32/64-cavity production systems, calculated against your injection machine tie-bar spacing and shot capacity. |
| Key Design Points | Flow length-to-thickness ratio (L/t), conformal cooling near deep cores, venting at flow ends, and stripper plate ejection for thin walls. |
| Trial Support | Documented T1/T2 trials including barrel temperatures, injection pressures, cooling times, and visual defect analysis. |
| Quality Documents | 2D/3D mold layouts, steel certification, CMM dimensional reports on T1 samples, and detailed maintenance schedules for export molds. |
Planning a new multi-cavity closure or thin-wall container project?
Get a comprehensive DFM and tooling parameter review from our engineering team.


Packaging Mold Types We Build

Food Container Tooling

Thin-Wall Tooling

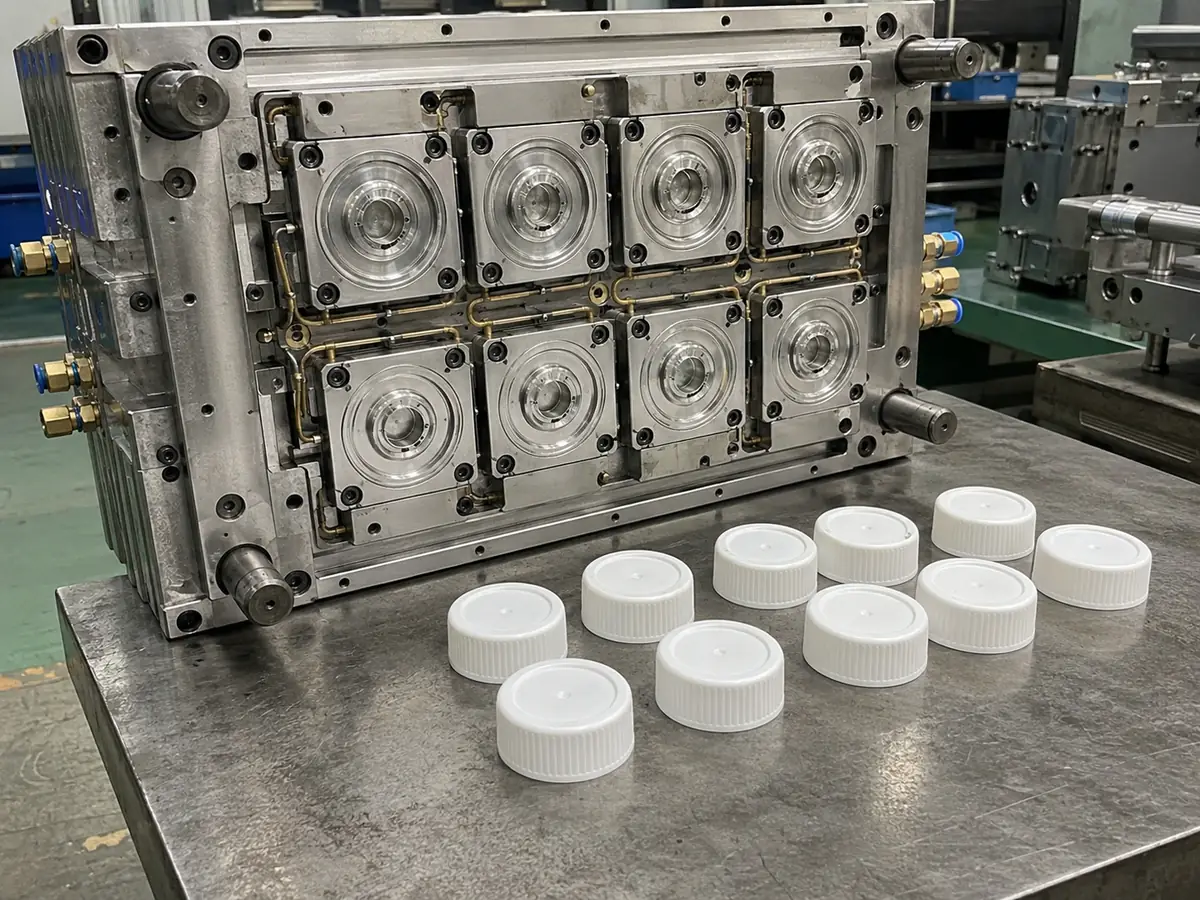
Closure & Cap Molds

PET Preform Molds

Packaging Tooling

Device Packaging Molds

ESD & Packaging Molds

Crate & Case Tooling
Plastic Packaging Parts We Support

Food & Beverage Packaging
Examples: Meal trays, sauce cups, PET closures.

Cosmetic & Personal Care
Examples: Premium jars, transparent covers, pump mechanisms.

Medical & Healthcare
Examples: Diagnostic cases, instrument trays.

Electronics Protective
Examples: Transport trays, precision clamshells.

Consumer Goods
Examples: Retail display cases, household storage.

Industrial & Reusable
Examples: Tool cases, stackable logistics crates.
Materials for Plastic Packaging Injection Molding
Selecting the correct resin dictates the tooling steel, shrinkage calculations, and cooling layout. We engineer molds specifically calibrated for your target material's melt flow index (MFI) and thermal properties, ensuring the final part meets impact, clarity, and regulatory requirements.
PP Packaging Molding
Use: Food containers, living hinges.
Why: Excellent fatigue resistance and flow.
Mold Note: Requires careful gate sizing and cooling layout to manage 1.5-2.0% shrinkage and prevent severe warpage in flat lids.
PE Packaging Molding
Use: Flexible closures, snap-on caps.
Why: High impact strength and chemical resistance.
Mold Note: Tooling must address potential flash due to low viscosity and incorporate specific draft angles for deep cores.
PET / rPET Molding
Use: Preforms, clear rigid packaging.
Why: Superior clarity and gas barrier.
Mold Note: Demands intensive cooling circuits to prevent crystallization (hazing) and precise valve gates to avoid stringing.
PS Packaging Molding
Use: Clear cosmetic cases, brittle display boxes.
Why: High rigidity and transparency.
Mold Note: Requires extensive polishing, generous draft angles, and careful ejector pin placement to prevent cracking during demolding.
PC Packaging Molding
Use: Durable transparent cases.
Why: Extreme impact resistance.
Mold Note: High melt temperatures require specific hot runner thermal profiles and heated mold bases to prevent short shots and internal stress.
ABS Packaging Molding
Use: Cosmetic caps, robust housings.
Why: Good dimensional stability and surface finish.
Mold Note: Susceptible to visible weld lines and sink marks; requires optimized gate placement and adequate venting.
PCR / Recycled Material Packaging
Use: Sustainable packaging initiatives.
Why: Meets corporate recycled content mandates.
Mold Note: Lot-to-lot viscosity variations require robust tooling designs with wider processing windows, larger runners, and enhanced venting to handle potential impurities.
Need help selecting material for a packaging mold project?
Ask for Material ReviewPackaging Mold Challenges and Mold Solutions

Thin Wall Filling Problems
Pain Point: Incomplete fills (short shots) or weak corners in 0.5mm wall containers.
Cause: Resin freezes before filling the cavity due to long flow paths and inadequate injection pressure.
Mold Solution: Perform Moldflow analysis to optimize L/t ratios, specify high-speed hot runners, and add perimeter venting.
✓ Benefit: Improves filling stability and reduces repeated trial corrections.

Cycle Time & Cooling Efficiency
Pain Point: Production is bottlenecked by 20+ second cycle times for simple lids.
Cause: Poor thermal transfer from thick part sections or poorly routed water lines.
Mold Solution: Implement conformal cooling in deep cores using beryllium copper inserts and turbulent flow water circuits.
✓ Benefit: Supports better production efficiency without sacrificing part stability.

Warpage in Lids & Trays
Pain Point: Trays bow after cooling, causing automated sealing lines to fail.
Cause: Differential shrinkage caused by uneven cooling rates between the core and cavity sides.
Mold Solution: Balance cooling channel proximity, adjust gate locations to control fiber orientation, and optimize ejection timing.
✓ Benefit: Reduces sealing mismatch, unstable stacking and customer complaints.

Gate Marks & Surface Defects
Pain Point: Cosmetic acrylic jars show cloudy gate blushes or flow lines.
Cause: Excessive shear stress at the gate or inadequate cavity venting causing dieseling.
Mold Solution: Increase gate size, utilize submarine or valve gates hidden on non-cosmetic surfaces, and upgrade to SPI A2 polishing.
✓ Benefit: Improves visual approval for retail, cosmetic and transparent packaging.
Hot Runner Balance in Multi-Cavity
Pain Point: In a 16-cavity mold, inner cavities flash while outer cavities short shot.
Cause: Unbalanced melt manifold causing unequal pressure drops across nozzles.
Mold Solution: Engineer a naturally balanced runner layout, specify precise PID temperature controllers, and verify with rheological simulation.
✓ Benefit: Supports more consistent production across cavities.

Ejection & Stacking Issues
Pain Point: Deep containers scuff or deform when pushed off the core.
Cause: Inadequate draft angles, vacuum formation during demolding, or localized ejector pin stress.
Mold Solution: Add air poppet valves to break the vacuum, increase draft where permissible, and use stripper plates instead of pins.
✓ Benefit: Reduces deformation, scratches and packing problems after molding.

Food Material & Compliance
Pain Point: Tooling lubricants or steel treatments contaminate food-contact surfaces.
Cause: Using standard industrial mold components for cleanroom applications.
Mold Solution: Specify oil-free slide mechanisms, FDA-compliant coatings, and stainless steel bases (e.g., 420SS) to prevent rust without harsh chemicals.
✓ Benefit: Helps project follow market requirements without unsupported claims.

Recycled / PCR / rPET Variation
Pain Point: Switching to 30% rPET causes sudden spikes in flash and short shots.
Cause: Fluctuating melt flow index (MFI) and foreign particulates in the recycled stream.
Mold Solution: Design robust runner systems, incorporate melt filters in the nozzle, and widen the processing window through strategic venting.
✓ Benefit: Supports recycled-content packaging goals with better processing risk control.
Packaging Mold Manufacturing Process
RFQ & Requirement Review
Evaluate 3D STEP files, target resin MFI, machine tie-bar spacing, required cycle time, and annual volume to determine tooling class (e.g., SPI Class 101 vs 103).
DFM for Packaging Parts
Identify sink mark risks, calculate draft angles for specific textures, verify stacking rib geometry, and propose gate locations to avoid cosmetic defects.
Mold Strategy & Runner
Select between cold runner, hot sprue, or full valve-gate systems based on material shear sensitivity and the ROI of runnerless production.
Design & Moldflow
Execute 3D mold design including water circuit layouts, ejector grid mapping, and Moldflow simulation to validate filling patterns for multi-cavity layouts.
Manufacturing & Assembly
CNC mill mold bases, wire EDM precise core pins, machine graphite electrodes for intricate ribs, and fit all moving components to ±0.005mm tolerances.
T1 Trial & Function Check
Mount the mold in our injection machines. Record barrel temps, injection speeds, and holding pressures. Check samples for weight variance, flash, and dimensional accuracy.
Correction, Approval & Delivery
Perform necessary steel safe adjustments (e.g., adjusting snap fits). Provide detailed FAI reports, optimized molding parameter sheets, and prepare export crating.
Start your packaging mold project with drawing and material review before tooling investment.
Upload Drawing for ReviewThin Wall Packaging Mold Design Notes
Producing a 0.6mm wall container requires tooling that withstands extreme injection pressures (often >15,000 psi). The mold must prevent core shift, evacuate air instantly, and cool the part in under 4 seconds. We evaluate your machine's injection speed capability alongside our mold design.
Wall Thickness Balance
Maintaining concentricity and uniform thickness prevents uneven shrinkage, which causes container bowing and sealing failures.
Gate and Runner Design
Hot runner valve gates or large submarine gates reduce shear stress, preventing material degradation and visible flow marks on the container base.
Cooling Layout
Beryllium copper core caps and dense, turbulent water channels are mandatory to extract heat rapidly and achieve sub-5-second cycle times.
Venting
Perimeter venting depths of 0.015mm-0.02mm allow rapid air escape during high-speed filling, preventing dieseling (burn marks) and short shots.
Ejection
Stripper rings or air ejectors distribute force evenly across the thin rim, preventing punch-through or deformation associated with standard ejector pins.
Stackability
Nesting lugs and denesting features must be machined with high precision to ensure automated filling lines can separate containers without jamming.
| Design Item | Why It Matters |
|---|---|
| Wall Thickness | Determines required injection pressure, flow length limits, and ultimately the cooling time. |
| Gate Location | Dictates the filling pattern, weld line positioning, and structural integrity of living hinges. |
| Cooling | The primary driver of cycle time and the main defense against post-molding warpage. |
| Ejection | Critical for preventing scuffing on polished surfaces and ensuring parts drop freely for automated packaging. |
| Material | MFI dictates runner sizing; shrinkage rate dictates cavity dimensions; thermal conductivity dictates cooling layout. |
Need a thin-wall packaging mold layout review?
Request Thin Wall Mold DFMPackaging Mold vs Packaging Injection Molding
While we offer both, understanding the distinction is crucial for procurement. The mold is the capital asset (the steel tool), engineered for a specific lifespan. Injection molding is the recurring production service where that tool is mounted in a press to manufacture your packaging.

Packaging Mold (The Tool)
The custom-machined steel tooling assembly designed for high-volume precision.

Injection Molding (The Process)
The manufacturing process of melting resin and injecting it to produce finished parts.
| Comparison Item | Packaging Mold | Packaging Injection Molding |
|---|---|---|
| Meaning | The custom-machined steel tooling assembly (cavities, cores, runners). | The manufacturing process of melting resin and injecting it into the tool. |
| Main Focus | Steel hardness, cooling channel routing, gate sizing, and ejection mechanisms. | Melt temperature profiles, injection velocity, holding pressure, and cycle consistency. |
| Buyer Question | Will this tool meet our 1-million shot lifespan requirement without major repairs? | Can you maintain dimensional CPK and deliver 50,000 parts per month on schedule? |
| Typical Output | 3D mold CAD, T1 sample parts, dimensional reports, and the physical steel mold. | Pallets of finished plastic containers, closures, or trays ready for assembly. |
| Best For | Companies with their own molding machines looking to source reliable offshore tooling. | Brands needing a turnkey manufacturing partner to deliver finished plastic components. |
Need both mold manufacturing and molded packaging production support?
Discuss Packaging Mold ProjectPlastic Packaging Mold vs Molded Pulp & Molded Fiber
When evaluating packaging strategies, buyers often weigh molded plastic against molded pulp. While pulp offers sustainability narratives for protective inserts, injection-molded plastic is mandatory when the project demands liquid-tight sealing, precise thread engagement, optical clarity, or particulate-free medical environments.
| Comparison Item | Plastic Packaging Mold | Molded Pulp / Fiber Packaging |
|---|---|---|
| Material | Specified thermoplastic resins (PP, PET, ABS) engineered for specific mechanical properties. | Slurry made from recycled newsprint, corrugated board, or virgin fibers. |
| Typical Products | Threaded closures, snap-fit lids, transparent cosmetic jars, fluid-tight food containers. | Egg cartons, electronics end-caps, disposable cup carriers. |
| Strength & Fit | Capable of ±0.05mm tolerances for liquid seals, living hinges, and automated assembly interfaces. | High dimensional variance; used primarily for shock absorption and gross fitment. |
| Surface | Configurable from VDI textures to SPI A2 optical polish; supports In-Mold Labeling (IML). | Rough, fibrous texture; limited to basic embossing or secondary labeling. |
| Best Choice | Essential for primary packaging requiring barrier properties, precise dispensing, or premium retail aesthetics. | Suitable for secondary protective packaging where precision and aesthetics are secondary to compostability. |
Need plastic packaging mold instead of molded pulp packaging?
Review Plastic Packaging DesignInjection Mold vs Thermoforming Mold vs Blow Mold
| Comparison Item | Injection Mold | Thermoforming Mold | Blow Mold |
|---|---|---|---|
| Visual Example |
|
|
|
| Typical Packaging | Precision closures, flip-top caps, thick-wall cosmetic jars, complex medical device trays. | Thin blister packs, disposable clamshells, shallow food trays. | Beverage bottles, jerry cans, hollow cosmetic tubes. |
| Material Form | Raw thermoplastic pellets melted in the injection barrel. | Extruded plastic sheet or roll stock heated until pliable. | Extruded parisons or injection-molded preforms inflated with air. |
| Feature Detail | Unmatched for internal/external threads, complex internal ribs, varying wall thicknesses, and tight-tolerance snap fits. | Limited to uniform wall thickness; cannot produce complex undercuts or internal features. | Ideal for creating large internal volumes with narrow necks; limited external detail precision. |
| Best Choice | Procure injection tooling when your packaging requires rigid structural integrity, precise assembly features, or multi-component integration. | Opt for thermoforming for simple, single-use, low-cost sheet packaging. | Select blow molding when the primary requirement is containing liquids in a hollow vessel. |
Not sure which packaging process fits your product?
Ask forMulti-Cavity, Hot Runner and IML Options
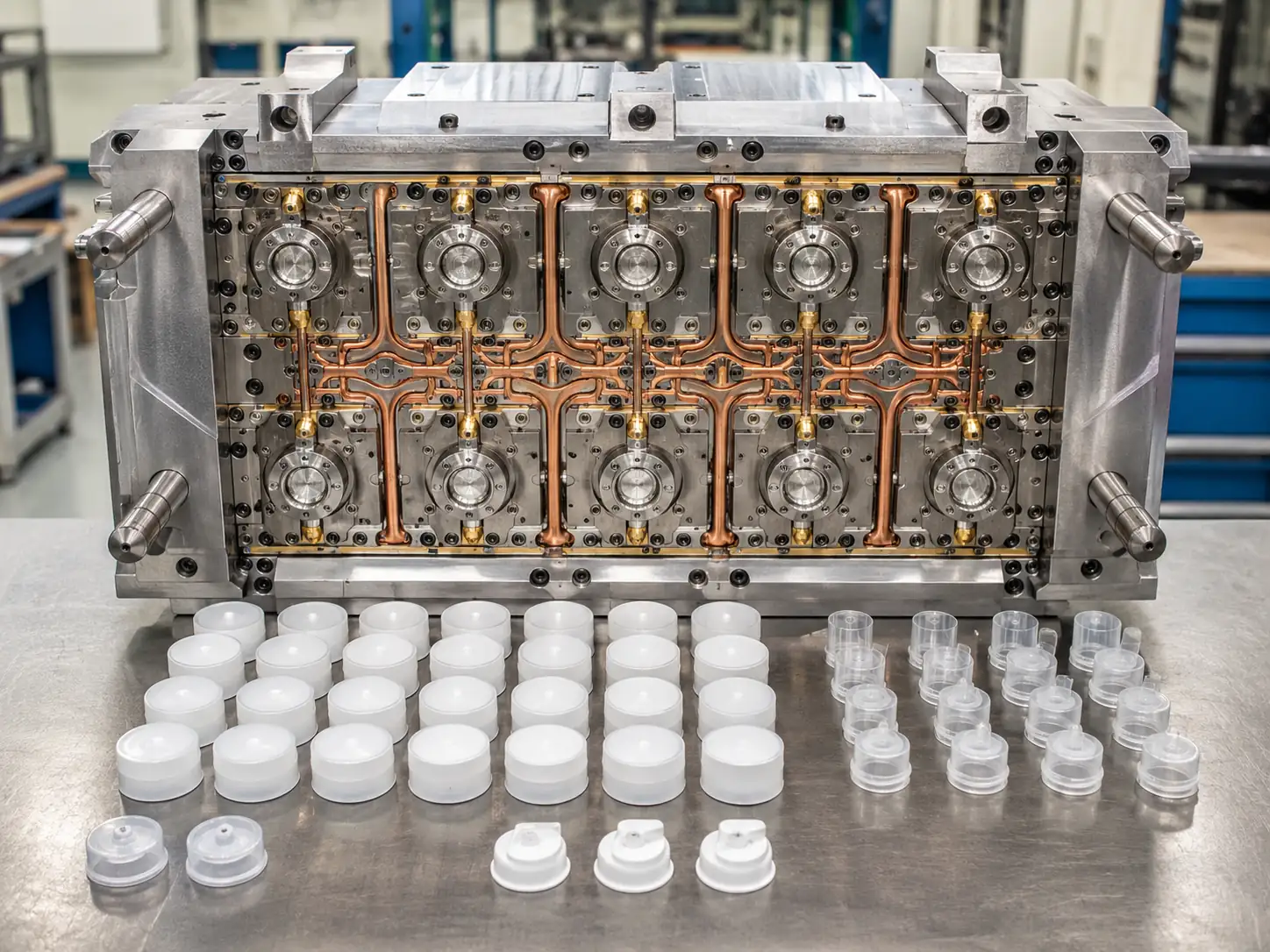
High-Cavitation Tooling
Use For: High-volume consumables like bottle caps, medical vials, and standard closures.
Mold Focus: Rheological balancing of the runner system to ensure all cavities fill simultaneously at the exact same pressure.
Benefit: Drastically lowers the piece price by producing 16, 32, or 64 parts per injection cycle.
Hot Runner Systems
Use For: Thin-wall containers, PET preforms, and projects where runner regrind is unacceptable.
Mold Focus: Specifying reliable manifolds (e.g., Husky, Mold-Master) with precise thermal control at each nozzle tip to prevent stringing or degradation.
Benefit: Eliminates cold runner waste, reduces cycle time, and improves gate cosmetics.
In-Mold Labeling (IML) Molds
Use For: Premium margarine tubs, ice cream containers, and decorated consumer packaging.
Mold Focus: Integrating static pinning or vacuum ports in the cavity to hold the label securely during high-pressure injection.
Benefit: Fuses the label directly into the plastic wall, eliminating secondary labeling operations and preventing peeling.
Process Selection Guide
| Project Need | Suggested Mold Option |
|---|---|
| Higher output | 32-cavity or 64-cavity stack molds with balanced manifolds. |
| Lower runner waste | Full hot runner systems with valve gates at the part surface. |
| Decorated packaging | IML-ready tooling designed for robotic label insertion and static charging. |
| Thin-wall food container | High-rigidity mold bases with beryllium copper cooling and stripper ejection. |
| Transparent cosmetic case | Hardened S136 steel (HRC 48-52) with SPI A2 diamond polish and hidden submarine gates. |
| Cap or closure | Multi-cavity layouts with automated unscrewing racks or bump-off stripper plates. |
How to Choose a Packaging Mold Manufacturer
Sourcing a packaging mold offshore carries risk if the supplier only acts as a machine shop. A competent tooling partner must evaluate your resin's MFI, calculate L/t ratios for thin walls, design balanced cooling for fast cycles, and provide transparent T1 molding data to prove the tool is production-ready.

Packaging Experience
They must understand the difference in tooling requirements between a thick-wall acrylic cosmetic jar and a 0.5mm PP food container.
DFM Before Cutting
They should provide a report analyzing draft angles, identifying sink marks opposite heavy ribs, and confirming gate locations before ordering steel.
Multi-Cavity & Runner Design
For 16+ cavity molds, they must demonstrate how they will achieve rheological balance so cavity #1 and #16 yield identical part weights.
Surface Control
They must specify the exact polishing grade (e.g., SPI A2) and explain how they will vent the cavity to prevent burn marks on clear parts.
Material Compliance
They must use appropriate mold release agents and rust preventatives if the tooling is designated for FDA food-contact or medical packaging.
Mold Trial Transparency
They must supply the exact processing parameters used during the T1 trial, alongside unedited video of the mold cycling automatically.
RFQ Checklist
Prepare these for a more accurate quote:
- • 3D STEP/X_T file & 2D drawing
- • Specific resin grade (e.g., Sabic PP 500P)
- • Machine tie-bar clearance & tonnage
- • Target cycle time
- • Annual quantity & cavity target
- • Surface requirement (e.g., SPI A2)
- • Food/medical/recycled compliance needs
What Affects Packaging Mold Cost?
Tooling quotes vary wildly based on construction standards. A $5,000 prototype mold and a $50,000 SPI Class 101 production mold serve different purposes. Cost is driven by steel hardness, cavity count, the complexity of the runner system, and the precision of the cooling circuits required to hit your target cycle time.
1. Part Size & Geometry
Deep-draw containers require massive blocks of steel, specialized deep-hole drilling for cooling, and complex stripper ejection systems.
2. Cavity Count
Scaling from 1 cavity to 16 cavities exponentially increases machining time, hot runner costs, and the engineering required for melt balance.
3. Runner System
A simple cold sprue is cheap; a 16-drop sequential valve gate hot runner system adds significant cost but drastically lowers piece price.
4. Surface Finish
Achieving optical clarity for cosmetic jars requires hours of manual diamond polishing and premium, inclusion-free steel like Stavax.
5. Tooling Steel
P20 steel is cost-effective for low volumes (100k shots), while hardened H13 or S136 (1M+ shots) increases material and CNC machining costs.
6. Cooling Complexity
Basic straight water lines are standard; conformal cooling inserts using 3D metal printing or beryllium copper add upfront cost but shave seconds off cycle times.
7. Automation Features
Molds designed for In-Mold Labeling (IML) or robotic part extraction require tighter tolerances and specific sensor integrations.
8. Resin Characteristics
Glass-filled or abrasive recycled resins require hardened cavity inserts and wear-resistant gate designs, increasing tooling complexity.
9. Validation Requirements
Comprehensive CPK dimensional reports, IQ/OQ/PQ validation for medical molds, and specific export crating add overhead to the project.
Quality Control for Packaging Mold Projects
We do not ship molds based on visual approval alone. Tooling validation requires running the mold at production speeds, verifying that part weights are consistent across all cavities, ensuring cooling channels perform as simulated, and confirming that critical dimensions meet your 2D tolerances.
Quality Flow
Delivery Documents
Need clear trial feedback before approving a packaging mold?
Start Packaging Mold ReviewA Practical Packaging Mold Partner for Overseas Buyers
Packaging-Focused DFM
We identify sink marks opposite heavy sealing ribs, calculate draft angles for specific textures, and propose gate locations that won't ruin aesthetics.
Multi-Cavity & Runner Planning
We utilize rheological simulation to design balanced manifolds, ensuring cavity #1 and cavity #32 fill simultaneously without flashing.
Thin-Wall & Fast-Cycle Awareness
We engineer high-rigidity mold bases with dense cooling circuits and stripper ejection to support sub-5-second cycles for 0.5mm wall containers.
Surface Control for Visible Packaging
We specify SPI A2 polishing for clear acrylics and engineer submarine or valve gates to keep injection marks off premium retail surfaces.
Remote Trial Review
We provide unedited video of the mold cycling automatically, alongside detailed processing parameter sheets, so you can validate performance from your desk.
Mold Approval Documentation
Every export mold includes full 3D CAD, steel certifications, CMM dimensional reports, and recommended maintenance schedules for your molding technicians.
Packaging Mold FAQ
What is a packaging mold?
What packaging uses injection molding?
What is molded plastic packaging?
How do I choose a packaging mold manufacturer?
What materials are used for plastic packaging molds?
What affects the cost of a packaging mold?
What is a thin wall packaging mold?
Is a hot runner mold better for packaging parts?
What is the difference between plastic packaging mold and molded pulp packaging?
What is the difference between injection mold, thermoforming mold and blow mold for packaging?
Can packaging molds use recycled materials?
What should I send for a packaging mold quote?
Start Your Packaging Mold Project
Send your 3D STEP/IGES files, 2D drawings, target resin grade, estimated annual volume, and machine tie-bar specifications. We will review part design, mold feasibility, runner system, cooling strategy, and provide a detailed tooling quotation.
Email Us
Annie@gbminjection.com
Call / WhatsApp
+86 15268369865
Location
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City