PEEK Injection Molding
Manufacturer
for Custom PEEK Molded Parts
GBM Mold supports custom PEEK injection molding, PEEK mold tooling and injection molded PEEK parts for bushings, seals, rings, gears, housings, insulation components and high-temperature industrial parts. We review PEEK grade, wall thickness, gate design, mold temperature, crystallinity risk, T1 samples and CMM inspection before production.
-
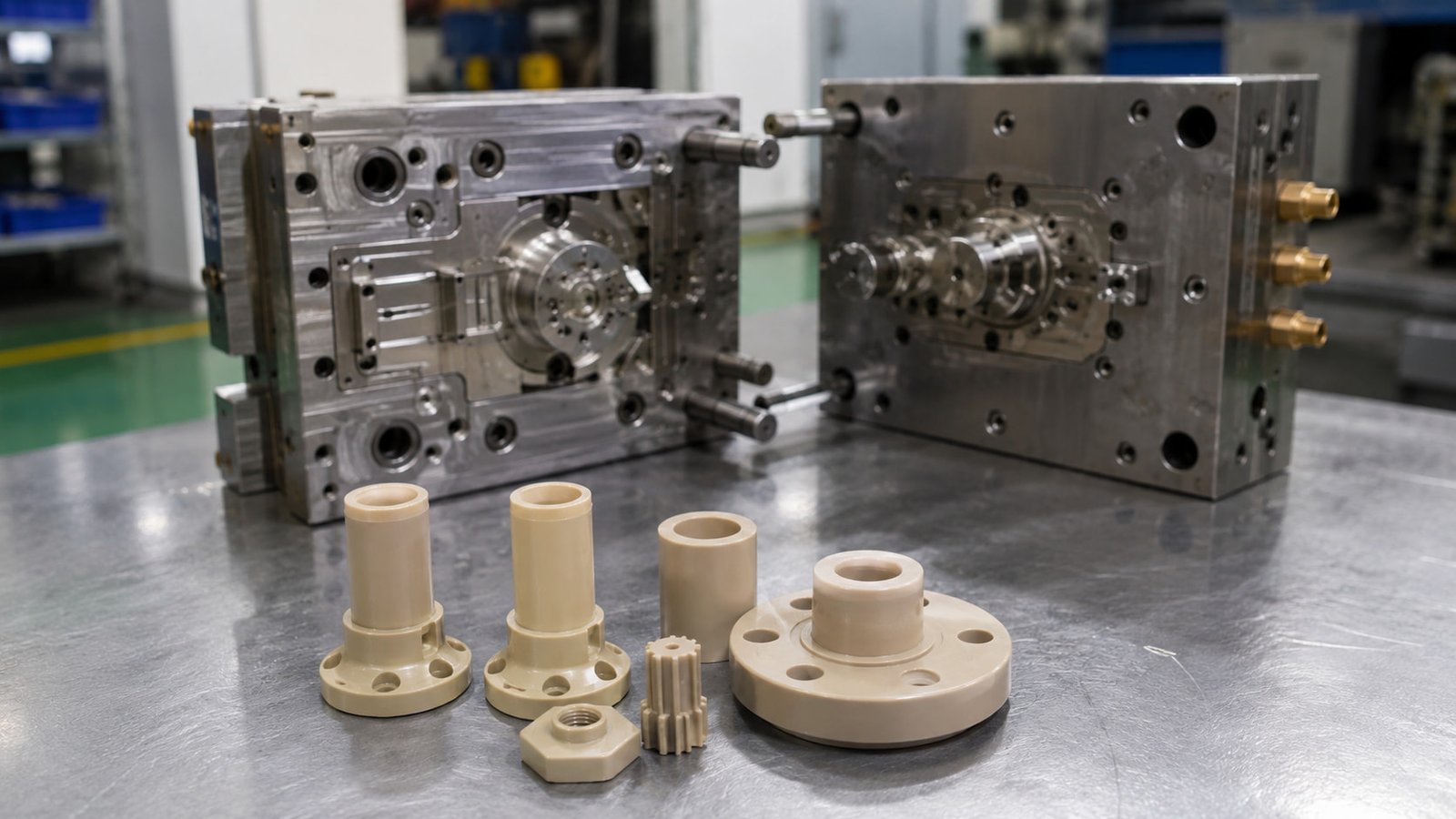
Custom PEEK molded parts and PEEK injection molds
-
Unfilled PEEK, glass-filled PEEK, carbon-filled PEEK, conductive / ESD PEEK
-
DFM review for gate, wall thickness, shrinkage and tolerance risk
-
T1 samples, sample QC, CMM report, FAI / CPK upon request
-
Export PEEK mold support with drawings, spare parts and trial video

PEEK Injection Molding Quick Facts
PEEK Injection Molding at a Glance
What It Is
PEEK injection molding is a high-temperature molding process used to produce precision parts from polyether ether ketone resin.
Why Buyers Use PEEK
PEEK is selected when molded parts need heat resistance, chemical resistance, wear resistance, dimensional stability or metal replacement potential.
What Needs Control
PEEK molding requires drying, clean material handling, high melt temperature, heated mold control, proper gate size and short residence time.
How GBM Supports
GBM reviews material grade, wall thickness, gate position, mold structure, tolerance risk, T1 sample results and inspection requirements before production.

What Is PEEK Injection Molding?
PEEK injection molding is the process of drying PEEK resin, melting it at high processing temperature, injecting it into a heated mold and forming precision molded parts under controlled cooling and packing conditions.
Because PEEK is a semi-crystalline high-performance thermoplastic, final part performance depends on resin grade, drying, melt temperature, mold temperature, crystallinity, gate design, wall thickness and residence time. For precision PEEK molded parts, these factors should be reviewed before mold cutting instead of waiting until T1 trial.

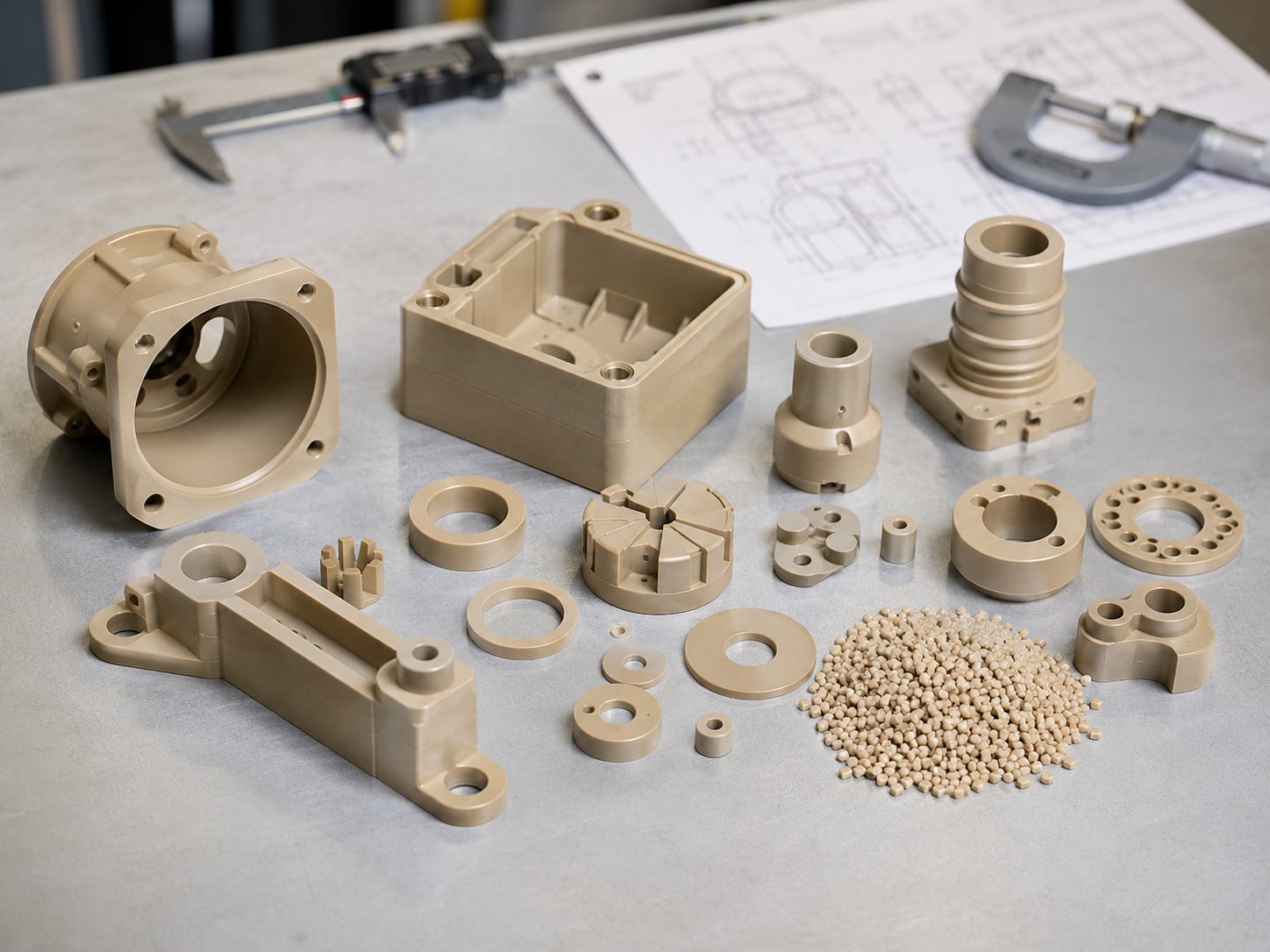
Custom PEEK Part Manufacturing Capabilities
GBM supports custom PEEK part manufacturing from DFM review to mold tooling, T1 trial and production molding. For each project, our team reviews PEEK grade, part geometry, wall thickness, gate position, shrinkage risk, tolerance requirements and inspection plan before mold cutting.
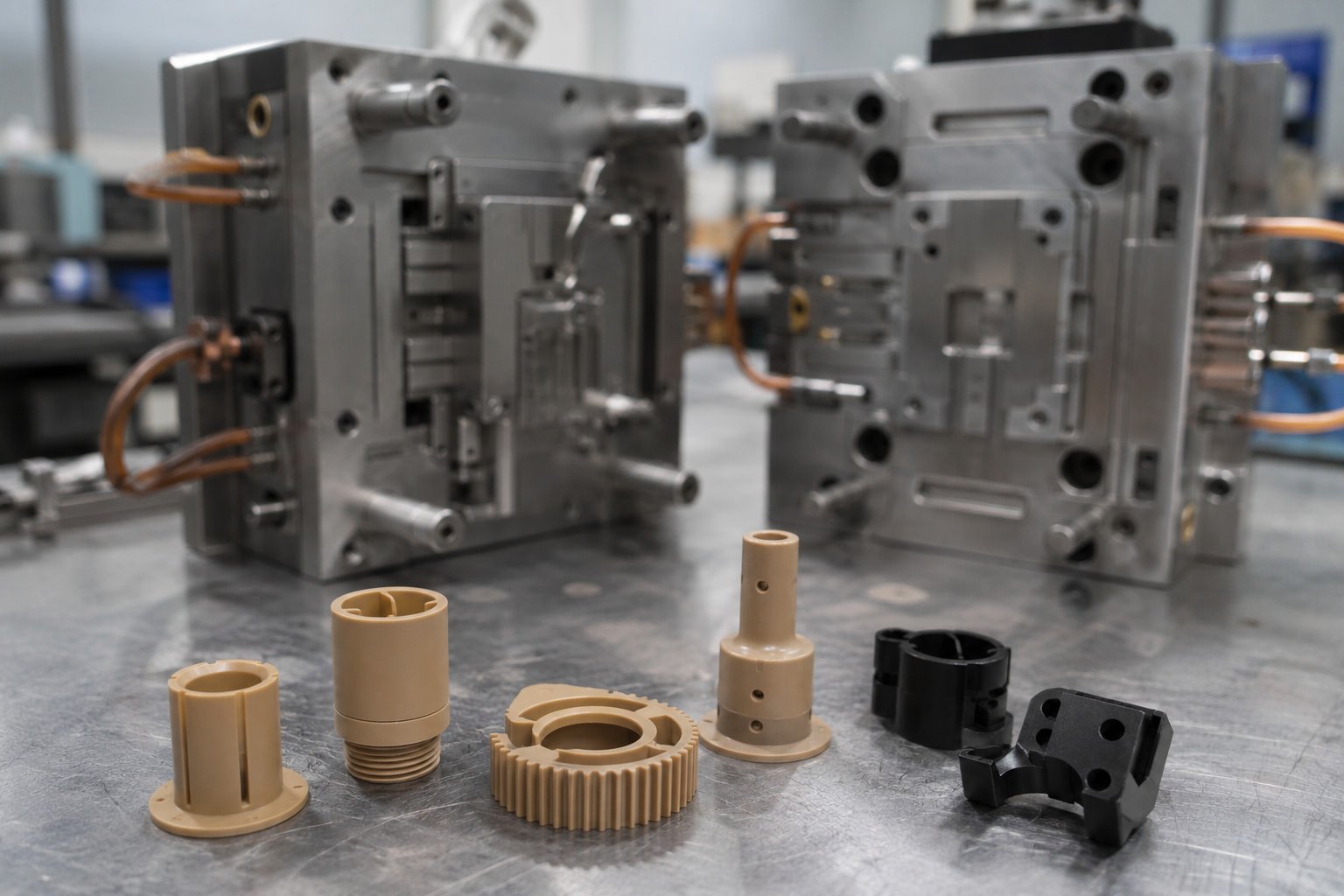
PEEK Mold Tooling
For buyers who need a dedicated PEEK injection mold or export mold.
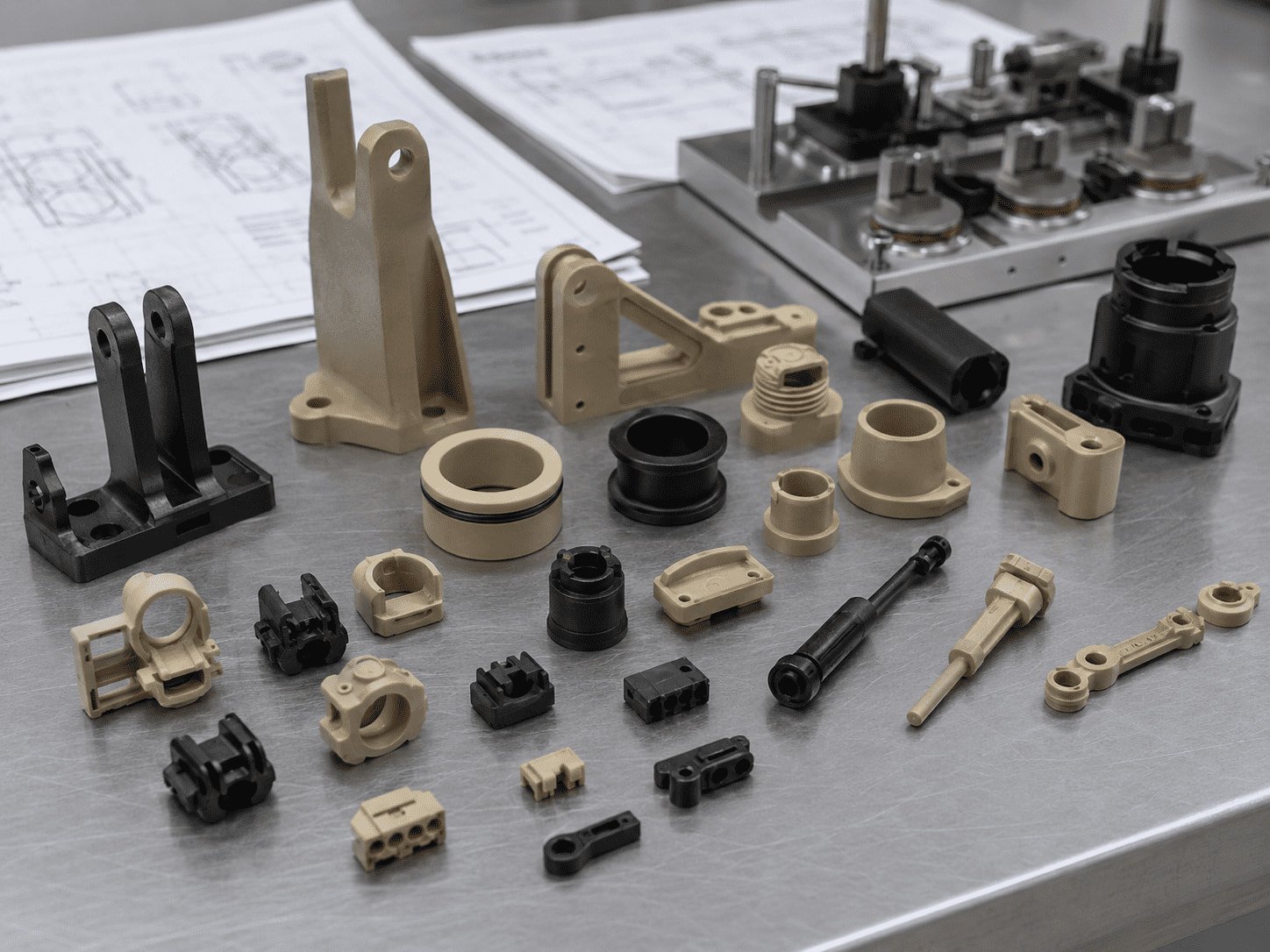
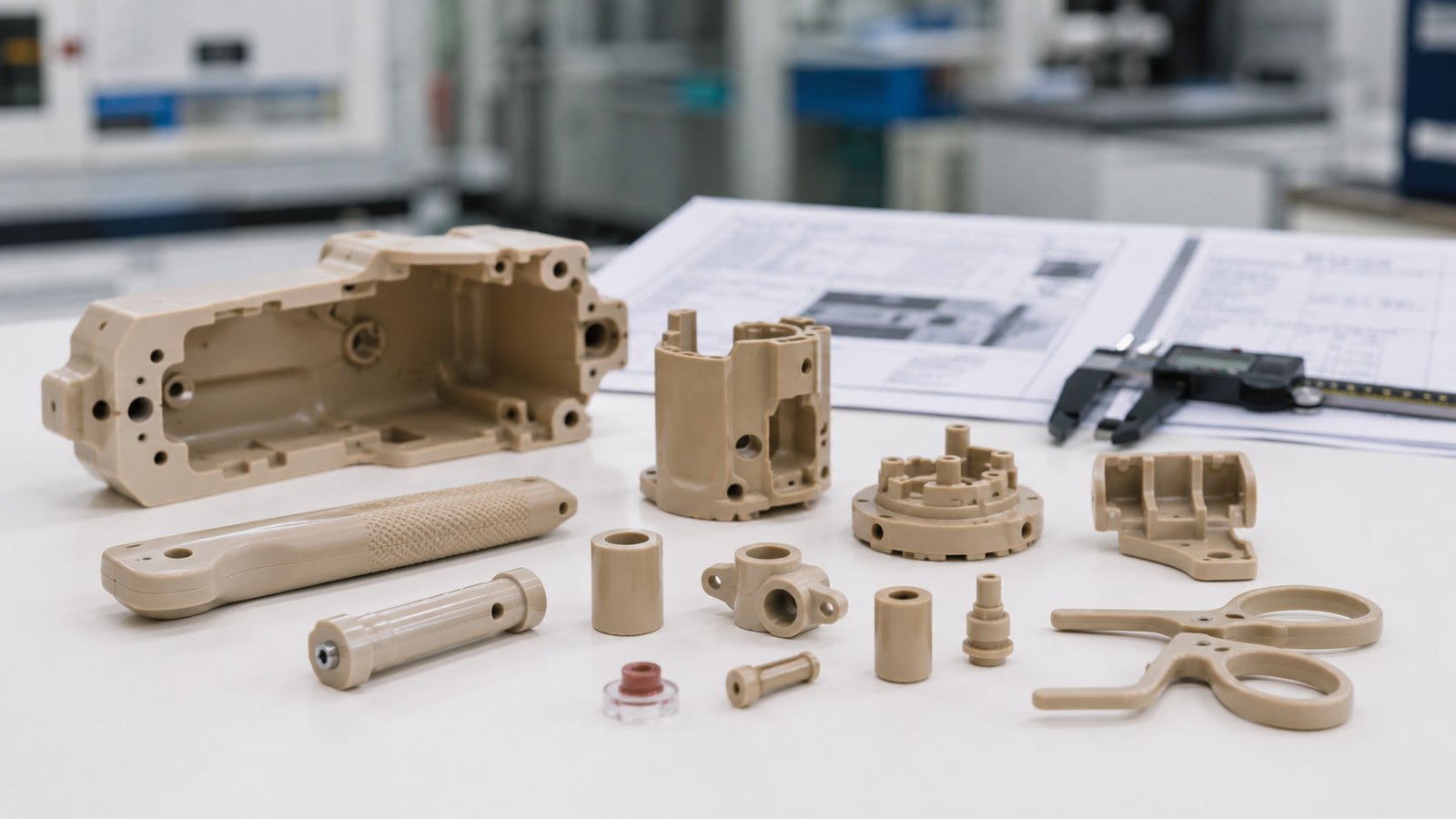
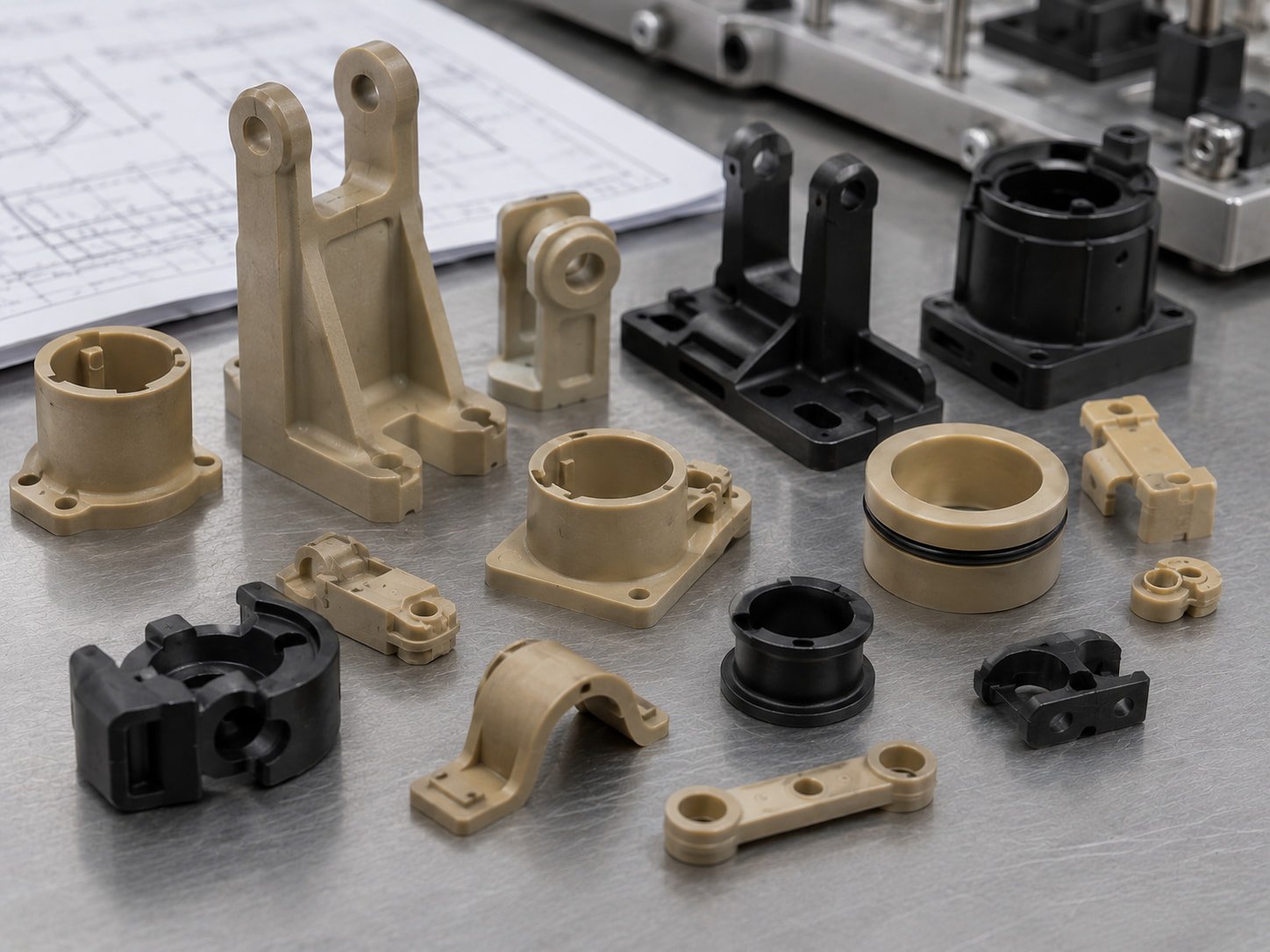
Custom PEEK Injection Molding
For precision PEEK parts such as bushings, seals, rings, gears, housings and insulation parts.

Injection Molded PEEK Parts
For high-temperature, chemical-resistant and wear-resistant molded components.

PEEK Insert Molding
For PEEK parts combined with metal inserts, threaded inserts, pins or sleeves.
Precision PEEK Molding Services
For projects with tight assembly requirements, sealing surfaces or wear-related dimensions.
PEEK Material Options for Industrial Molding Projects
| PEEK Grade | Better For | Design / Molding Notes |
|---|---|---|
| Unfilled PEEK | Precision insulation parts, seals, bushings, clean functional parts | Balanced strength, chemical resistance and dimensional stability |
| Glass-Filled PEEK | Rigid brackets, structural parts, high-stiffness components | Review fiber flow direction, gate position and shrinkage difference |
| Carbon-Filled PEEK | Wear parts, sliding parts, high-stiffness components | Check tool wear, surface finish, fiber orientation and critical dimensions |
| Bearing Grade PEEK | Bushings, wear rings, sliding components | Review friction, load, speed, working temperature and wear surface |
| Conductive / ESD PEEK | Semiconductor, electronics and anti-static parts | Confirm ESD target, surface resistance and material certificate |
| Medical Grade PEEK | Selected medical device components | Only claim suitability when buyer confirms grade, certificate and final use |
| Food Grade PEEK | Food processing or high-temperature contact components | Confirm compliance requirement before quoting |
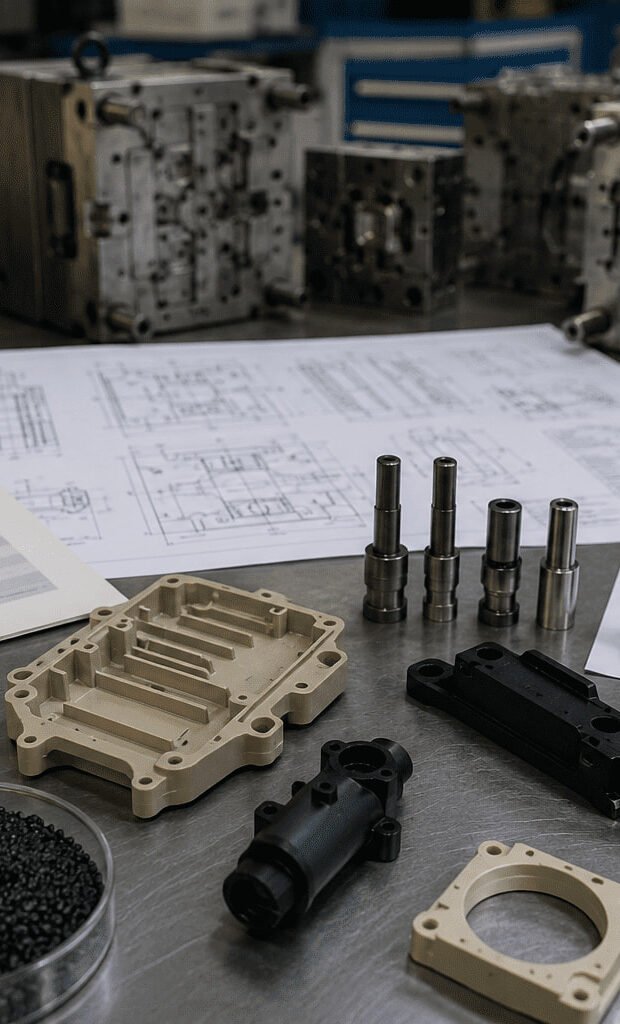
Mould for PEEK: Injection Mold Design Checklist
A mould for PEEK must be designed for high-temperature molding conditions, stable cavity surface temperature, proper gate size, venting, ejection balance, insulation and machine compatibility. GBM reviews these details before steel cutting, especially when the PEEK injection mold will be shipped to the buyer’s factory for production.
| Mold Area | What to Review |
|---|---|
| Heating / Temp Control | Oil heating, heater cartridge or other temperature-control method |
| Mold Insulation | Insulation plates to reduce heat loss to machine platens |
| Gate Design | Gate size, gate position, shear, pressure loss and gate vestige |
| Runner System | Cold runner / hot runner evaluation based on quantity and resin cost |
| Venting | Flow-end venting, trapped air risk, burn mark prevention |
| Ejection | Ejector balance, deformation risk, stress marks, part release |
| Mold Steel | Wear review for GF / CF PEEK and high-temperature use |
| Surface Finish | Polished melt-contact areas to reduce material hang-up and black specks |
| Export Compatibility | Machine size, clamp force, heating interface, connector standard, spare parts |
PEEK Molding Parameters & Process Control
| Control Point | GBM Review | Why It Matters |
|---|---|---|
| Resin Drying | Drying time, drying temperature, hopper protection | Moisture can affect surface and mechanical performance |
| Barrel Temperature | Reviewed by resin supplier guidance and grade | PEEK requires high processing temperature |
| Mold Temperature | Heated mold design and temperature balance review | Affects crystallinity, shrinkage and dimensional stability |
| Residence Time | Barrel size, shot size, cycle plan and runner volume | Long residence time may increase degradation risk |
| Gate Size | Customized by part volume, flow length and wall thickness | Helps reduce short shot, pressure loss and weld line risk |
| Venting | Flow end and trapped-air areas reviewed | Reduces burn marks and incomplete filling |
| Shrinkage | Critical dimensions and fiber orientation reviewed | Important for sealing, press-fit and assembly dimensions |
| Inspection | CMM / FAI / CPK depending on buyer requirement | Helps confirm T1 and production stability |
PEEK Injection Molding Challenges and How GBM Controls Them

| Challenge | Buyer Risk | GBM Control Method |
|---|---|---|
| High Processing Temperature | Standard mold setup may not maintain stable conditions | Review machine capability, heater bands, temperature controller and mold heating |
| Moisture / Contamination | Black specks, splay, unstable surface or performance | Review drying, clean barrel preparation and material handling |
| Crystallinity Control | Dimensional drift, unstable mechanical performance | Review mold temperature, cooling balance and supplier guidance |
| Short Shot / High Pressure | Incomplete filling, weld lines, weak areas | Review gate size, wall thickness, flow length and venting |
| Thick Section Sink / Voids | Internal voids, sink marks, weak cross section | Review wall transition, packing, gate and cooling layout |
| Fiber Orientation | Warpage, shrinkage difference, tolerance deviation | Review GF / CF PEEK flow direction and gate location |
| Runner Waste | High material cost and quotation pressure | Evaluate cold runner, hot runner, cavity number and shot size |
| Tool Wear | Dimension drift on filled grades | Review steel, surface treatment and maintenance plan |
PEEK Molding Cost Factors
The cost of PEEK molding depends on resin grade, part size, wall thickness, tolerance, mold structure, cavity number, runner system, inspection requirements and production volume. Because PEEK resin cost is higher than common engineering plastics, early DFM review is important to reduce gate waste, unnecessary thick sections, repeated T1 trials and post-molding correction.
1 PEEK Grade
Unfilled, GF, CF, conductive, bearing-grade and medical-grade PEEK have different resin cost, flow behavior and inspection requirements.
2 Mold Temp Control
PEEK molds often require stable high mold temperature, so heating method, insulation, mold temperature channel design and machine compatibility affect tooling cost.
3 Part Geometry
Thick sections, long flow length, tight tolerance, threads, inserts and undercuts increase mold complexity.
4 Runner Waste
Cold runner, hot runner, gate type, shot size and runner recycling policy should be reviewed because PEEK material waste directly affects production cost.
5 Inspection Level
CMM, FAI, CPK, material certificate, traceability and application-specific documents affect quotation and lead time.
6 Production Volume
Low-volume PEEK parts may be better reviewed against CNC machining or prototype tooling. Higher-volume parts can justify production molds and better runner optimization.
PEEK Molding vs PPS, PEI / ULTEM and PTFE

| Material | Choose It When | Watch Out |
|---|---|---|
| PEEK | Part needs heat resistance, chemical resistance, wear resistance, precision and metal replacement potential | Higher resin cost, demanding temperature control and crystallinity control |
| PPS | Chemical resistance and cost control are more important than toughness | More brittle depending on grade and design |
| PEI / ULTEM | Amorphous high-temperature plastic is suitable for housings, electrical parts or amber transparent parts | Different shrinkage and processing behavior from semi-crystalline PEEK |
| PTFE | Very low friction or chemical resistance is the main need | Conventional injection molding may not be the best process |
| PAI / Torlon | Extreme wear and high-load applications | Very high material and processing cost; confirm volume and tolerance first |
Use PEEK when the project needs a balance of high temperature resistance, wear resistance, chemical resistance, dimensional stability and injection moldable complex geometry. If the quantity is very low or the part requires frequent design changes, CNC machining from PEEK rod or plate may be reviewed before investing in injection tooling.
PEEK Injection Molding or CNC Machining: Which Is Better for Your Project?
| Factor | PEEK Injection Molding | PEEK CNC Machining |
|---|---|---|
| Best For | Repeatable production, complex molded geometry, medium-to-high volume | Prototype, low quantity, fast design iteration |
| Tooling Cost | Higher upfront mold cost | Lower upfront cost |
| Unit Cost | Better for repeated production | Higher unit cost at volume |
| Geometry | Good for molded features, ribs, bosses, inserts | Good for simple machined shapes and tight local features |
| Material Waste | Runner and trial waste should be reviewed | Machining waste from rod / plate should be considered |
| Lead Time | Longer before T1, faster after mold approval | Faster for early samples, slower for large batches |
Applications for High-Performance PEEK Plastic Parts
Aerospace & Aircraft PEEK Parts
Typical molded PEEK parts may include lightweight brackets, clips, bushings, insulation spacers, connector retainers and high-temperature support components. GBM reviews material grade, operating temperature, weight reduction target, flame / smoke requirement if applicable, critical dimensions and inspection documents before tooling.

Semiconductor & Electronics
Typical parts include insulating components, wafer handling parts, connector-related parts and ESD-related molded components. Focus on clean processing, dimensional stability, material grade and inspection records.
Medical Device Components
Typical parts include selected non-implant instrument components, holders, housings and precision molded parts. Do not claim implant or medical certification unless the buyer confirms material grade, supplier certificate and final use.

Automotive & EV Components
Typical parts include high-temperature housings, bushings, electrical insulation parts, wear components and fluid-contact parts. Focus on temperature exposure, chemical exposure, assembly fit and CMM inspection.
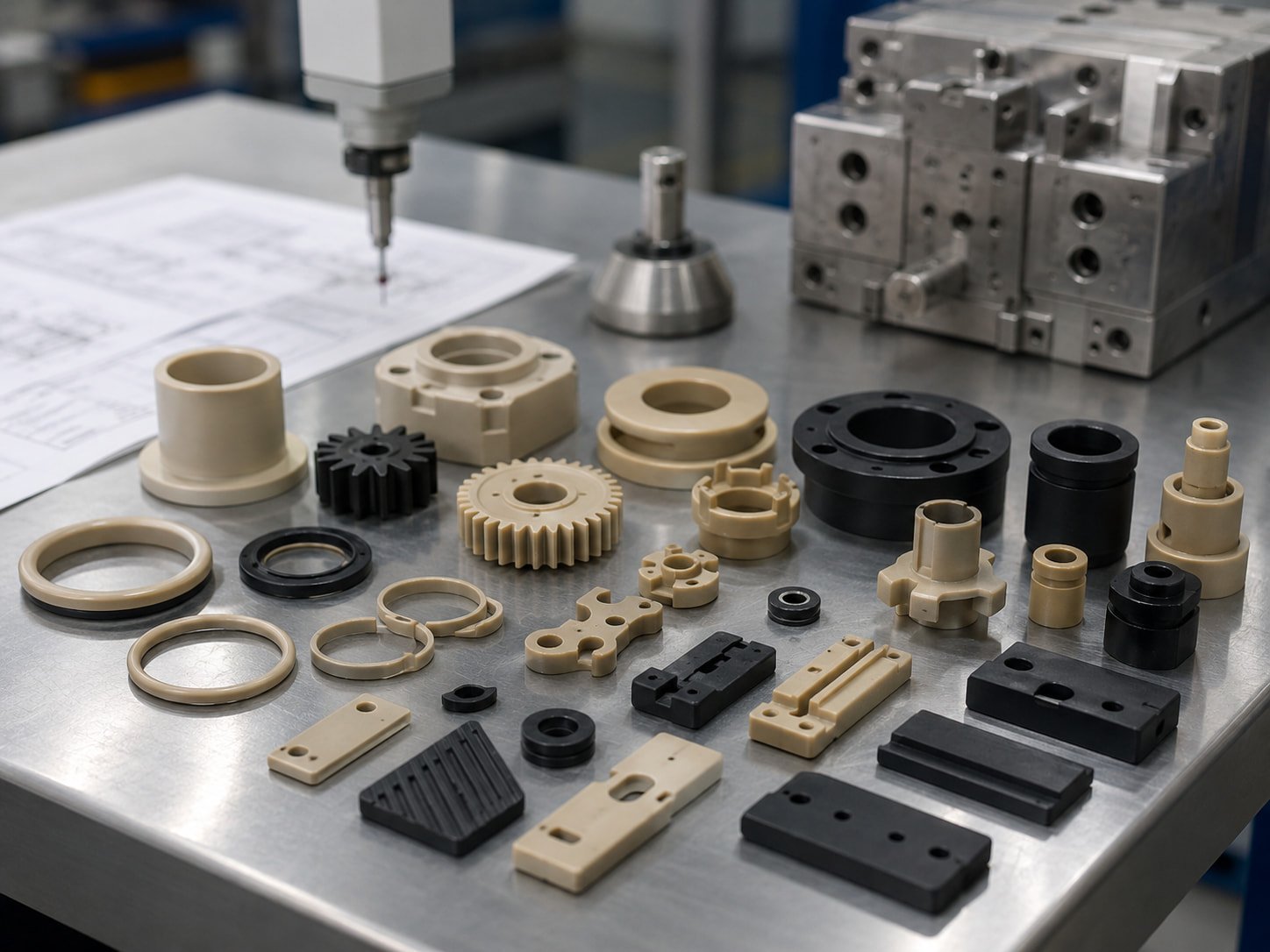
Industrial Wear & Sealing Parts
Typical parts include seals, rings, bushings, gears, pump parts, valve parts and sliding components. Focus on friction, load, speed, wear surface and working temperature.

Chemical Processing Parts
Typical parts include chemical-resistant pump, valve, fluid handling and sealing components. Focus on chemical exposure, temperature and material compatibility.
How to Choose the Right PEEK Molding Solution
| Selection Factor | What to Confirm |
|---|---|
| Part Function | Seal, bushing, ring, gear, housing, insulation part, insert molded part |
| PEEK Grade | Unfilled, GF, CF, conductive, bearing grade, medical / food grade |
| Working Environment | Temperature, chemicals, wear, friction, sterilization, vacuum, fluid exposure |
| Wall Thickness | Thick sections, sudden transitions, ribs, bosses, long flow length |
| Gate Requirement | Gate size, location, gate vestige, weld line risk |
| Tolerance | Press-fit areas, sealing surfaces, assembly dimensions |
| Production Volume | Prototype, low-volume, annual production, multi-cavity need |
| Inspection | CMM, FAI, CPK, material certificate, traceability |
| Mold Destination | GBM production or export mold for buyer’s factory |

PEEK T1 Mold Trial and Inspection
For PEEK molding, T1 trial should verify filling, gate quality, surface appearance, shrinkage, dimensions, ejection, crystallinity-related behavior and assembly fit before mold approval.
T1 Appearance Check
- Black specks
- Burn marks
- Splay / silver streaks
- Gate vestige
- Weld line
- Flow mark
- Sink / void risk
- Ejection marks
T1 Dimensional Check
- Critical dimensions
- Sealing surface
- Press-fit area
- Insert position
- Flatness
- Roundness
- Shrinkage trend
- Assembly fit
Process Review
- Drying record
- Mold temperature
- Barrel temperature
- Injection pressure
- Packing condition
- Residence time
- Runner / gate condition
- Cycle stability
Reports Available
- T1 sample feedback
- Sample QC report
- Full CMM report
- FAI report upon request
- CPK study upon request
- Trial video
- Packing photos
Export-Ready PEEK Injection Mold Delivery
For export PEEK injection molds, GBM reviews mold size, machine compatibility, heating interface, temperature-control requirements, ejection layout, water / oil line connection, spare parts and maintenance access before shipment.
| Export Item | What GBM Can Provide |
|---|---|
| Mold Drawing | 2D / 3D mold layout if required |
| Trial Evidence | T1 samples, trial photos, trial video |
| Inspection | Sample QC, CMM, FAI / CPK upon request |
| Spare Parts | Ejector pins, inserts, gate inserts, wear parts if required |
| Mold Protection | Cleaning, anti-rust oil, protection before packing |
| Packing | Wooden case packing, packing photos |
| Buyer Machine Data | Machine platen, tie-bar distance, shot capacity, heating capability |

Frequently Asked Questions
What is PEEK injection molding?
PEEK injection molding is a high-temperature molding process used to produce precision parts from polyether ether ketone resin. The process requires controlled drying, melt temperature, mold temperature, gate design and inspection because PEEK is a semi-crystalline high-performance thermoplastic.
Is PEEK the same as polyether ether ketone?
Yes. PEEK is the common abbreviation for polyether ether ketone, a high-performance engineering plastic used where heat resistance, chemical resistance, wear resistance and dimensional stability are required.
Can PEEK be injection molded?
Yes. PEEK can be injection molded, but it requires suitable processing temperature, stable mold temperature, clean material handling, proper gate size and controlled residence time.
Why is PEEK difficult to injection mold?
PEEK is more difficult than common plastics because it needs high processing temperature, heated molds, careful drying, clean processing and crystallinity control. Poor control may cause short shots, black specks, unstable dimensions, sink, voids or weak molded parts.
What PEEK grades can be molded?
Common molding grades include unfilled PEEK, glass-filled PEEK, carbon-filled PEEK, bearing grade PEEK, conductive / ESD PEEK and selected medical or food-contact grades. The grade should be selected according to load, wear, temperature, chemical exposure, tolerance and certification needs.
What are typical injection molded PEEK parts?
Typical injection molded PEEK parts include bushings, seals, rings, gears, housings, insulation parts, connector-related components, pump parts, valve parts and high-temperature industrial components.
What industries use PEEK molded components?
PEEK molded components are used in aerospace, medical devices, semiconductor equipment, electronics, automotive, EV, chemical processing and industrial machinery. The final material and inspection requirements should be confirmed by the buyer’s application standard.
What are the key properties of molded PEEK components?
Molded PEEK components are selected for heat resistance, chemical resistance, wear resistance, dimensional stability, low friction potential and metal replacement potential. Final performance depends on resin grade, molding process control and part design.
How much does PEEK molding cost?
PEEK molding cost depends on resin grade, part size, wall thickness, tolerance, mold structure, cavity number, runner system, inspection level and order quantity. Because PEEK resin is expensive, DFM review should reduce unnecessary material waste and repeated mold trials.
Is PEEK molding better than CNC machining?
PEEK molding is usually better for repeatable production, complex geometry and higher-volume parts. CNC machining may be better for very low quantities, early prototypes or parts that require quick design changes.
What is important in a mould for PEEK?
A mould for PEEK should be reviewed for high-temperature operation, stable mold temperature, suitable gate size, venting, ejection, shrinkage, steel wear and insulation. Export molds also need machine compatibility review.
Can GBM make PEEK injection molds for export?
Yes. GBM can support export PEEK injection molds with mold drawings, spare parts, trial video, sample QC, packing photos and wooden case packing. The buyer should provide machine size, shot capacity, heating capability and production requirements.
Can GBM mold carbon-filled or glass-filled PEEK?
Yes. GBM can review carbon-filled and glass-filled PEEK projects. These filled grades require attention to fiber orientation, tool wear, gate location, surface finish and dimensional stability.
Can PEEK be used for aerospace molded parts?
PEEK can be considered for selected aerospace-related molded parts such as lightweight brackets, bushings, clips, spacers, insulation components and connector-related parts. Material grade, certification, flame / smoke requirement and inspection documents must be confirmed by the buyer.
Can PEEK be insert molded?
Yes. PEEK insert molding can be used for parts combined with metal inserts, pins, sleeves or threaded components. The mold must control insert positioning, shut-off, thermal expansion and part ejection.
What information is needed for a PEEK molding quote?
Please provide 2D / 3D drawings, PEEK grade, annual quantity, tolerance requirements, application environment, working temperature, chemical exposure, assembly requirements and inspection documents needed.
Ready to Start Your PEEK Molding Project?
Contact GBM engineering team today for DFM review and competitive quotation.
Annie@gbminjection.com | +86 13632611848
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City
