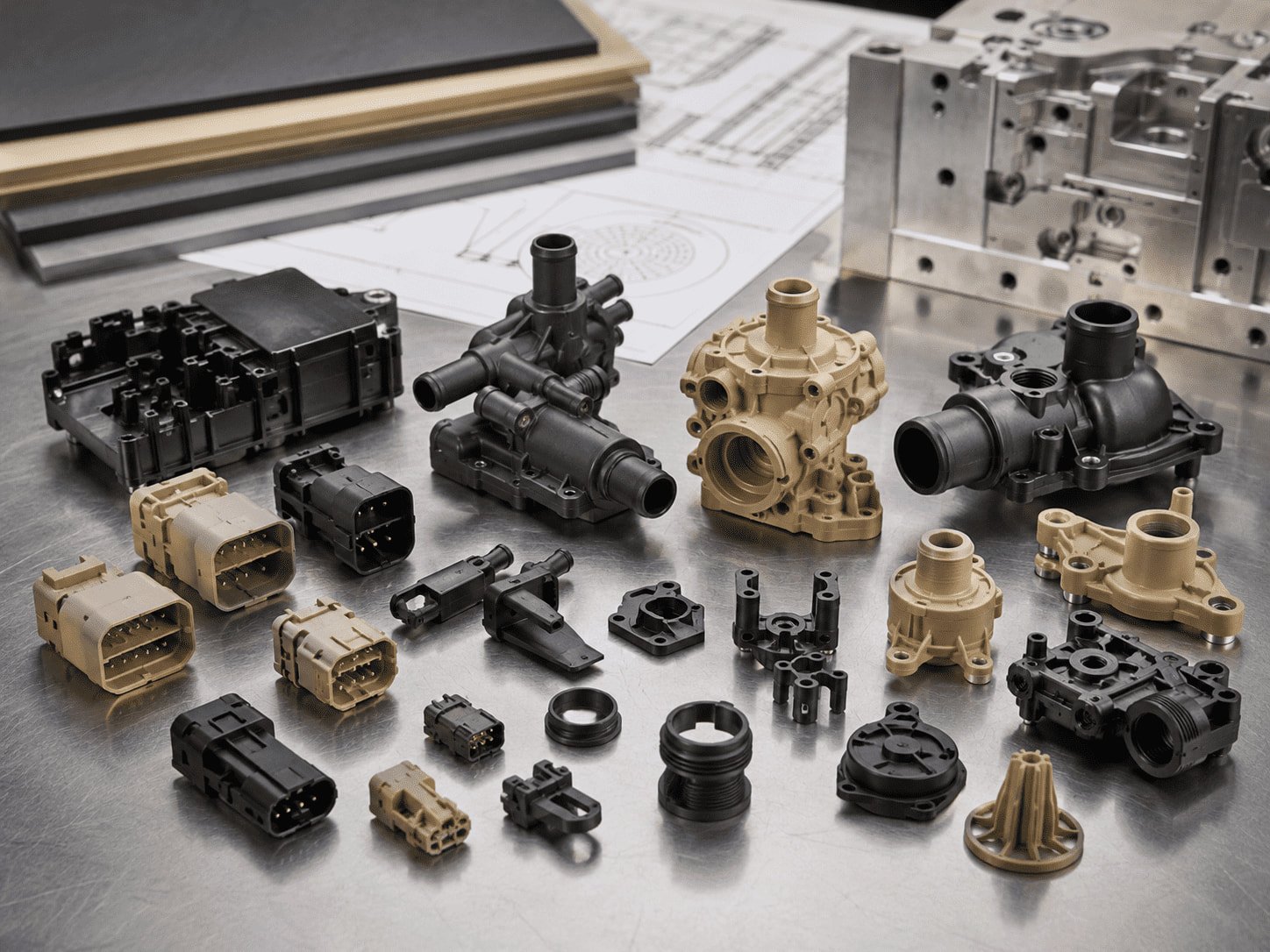
PPS Injection Molding for High-Temp Plastic Parts
Custom PPS injection molding for durable components in automotive, electrical, industrial, and fluid applications. Ideal for heat, chemical, dimensional, or electrical performance needs, with support from DFM review to production readiness.
-
PPS, Ryton PPS & Reinforced PPS Compounds
-
Glass Filled, Mineral Filled, PTFE / Graphite Modified PPS
-
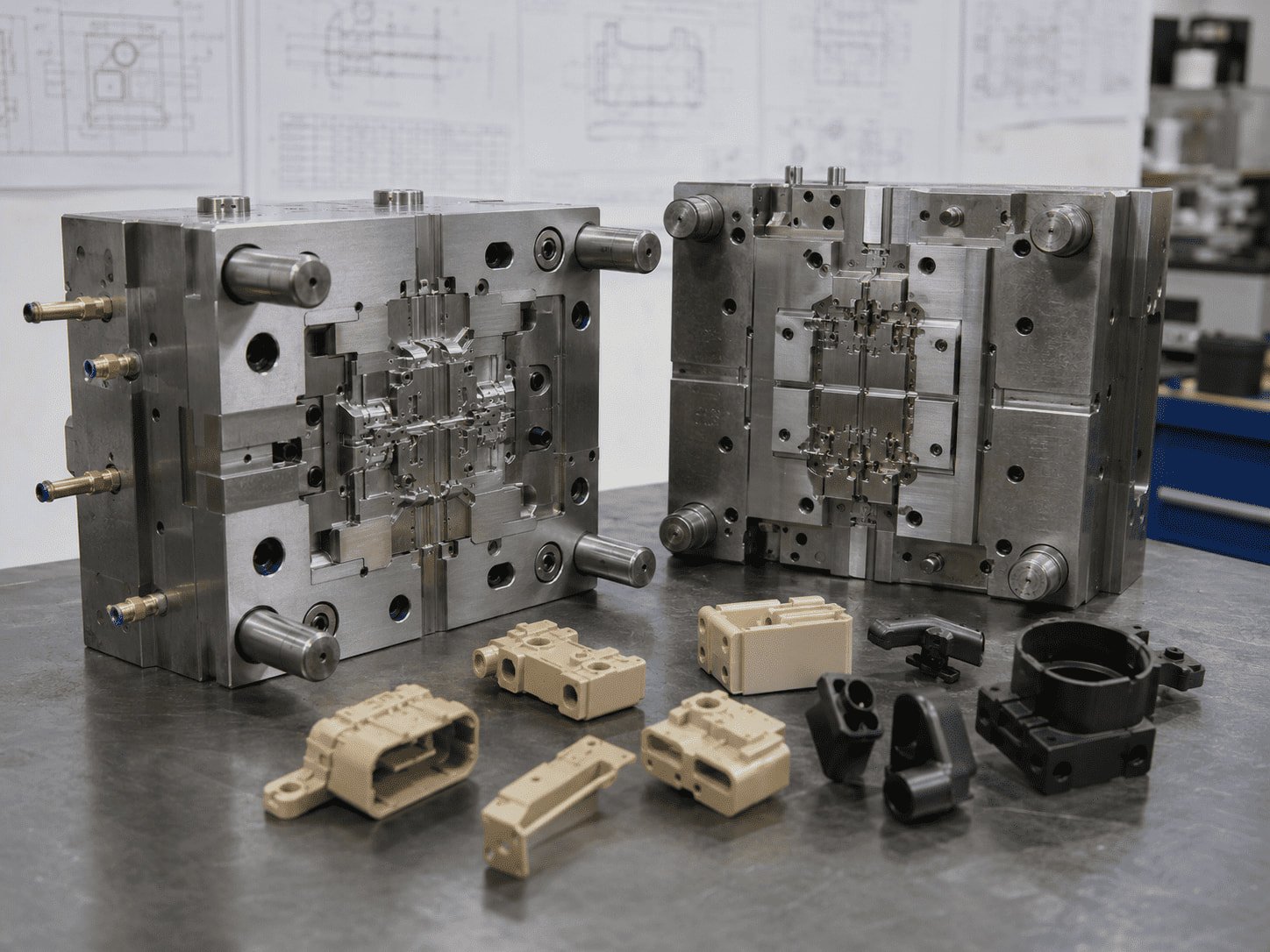
Mold Design for High-Temperature Processing
-
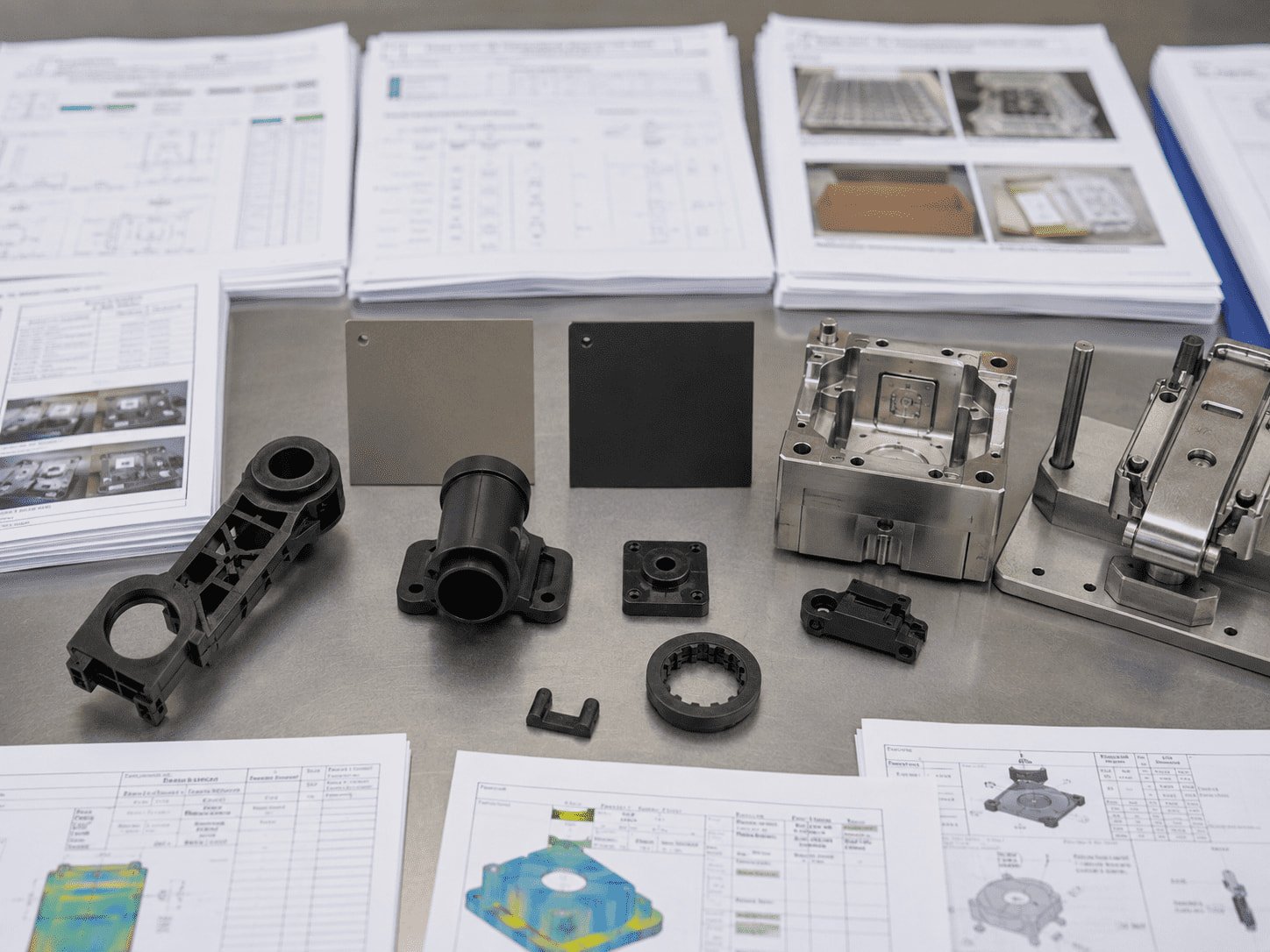
DFM, T1 Samples, Inspection & Production Support
Send 2D/3D drawings, PPS grade, filler content, annual volume and application requirements for a more accurate engineering review.
PPS Injection Molding Parameters
| Material: | PPS, Ryton PPS, glass filled PPS, carbon fiber reinforced PPS, mineral filled PPS, PTFE filled PPS, graphite modified PPS and custom PPS compounds depending on application requirements. |
|---|---|
| Common Fillers: | Glass fiber, carbon fiber, mineral filler, PTFE, graphite, conductive filler or wear-modified additives depending on strength, friction, dimensional stability and electrical requirements. |
| Molded Parts: | Electrical connector housings, automotive parts, fuel cell components, pump parts, valve components, fluid handling parts, sensor housings, insulation parts, industrial housings and precision molded components. |
| Mold Type: | Prototype mold, production mold, single-cavity mold, multi-cavity mold, insert mold, overmolding mold, 2K mold and precision mold for PPS components. |
| Runner System: | Cold runner or hot runner depending on PPS compound, production volume, gate vestige requirement, material cost and mold design feasibility. |
| Mold Steel: | Selected according to PPS filler content, glass fiber wear risk, mold temperature, expected volume, surface requirement and maintenance plan. |
| Key Design Points: | Material drying, mold temperature, crystallinity, shrinkage, warpage, gate location, venting, flash control, cooling layout, ejection and tool steel wear. |
| Trial Support: | T1 samples, molding parameter record, surface check, flash review, short shot review, warpage review, dimensional inspection and correction suggestions. |
| Quality Documents: | DFM comments, sample inspection report, CMM report when required, material confirmation, trial record, mold maintenance notes and packing photos. |
Need a PPS injection molding quote for high-temperature plastic parts?
Request Engineering Review
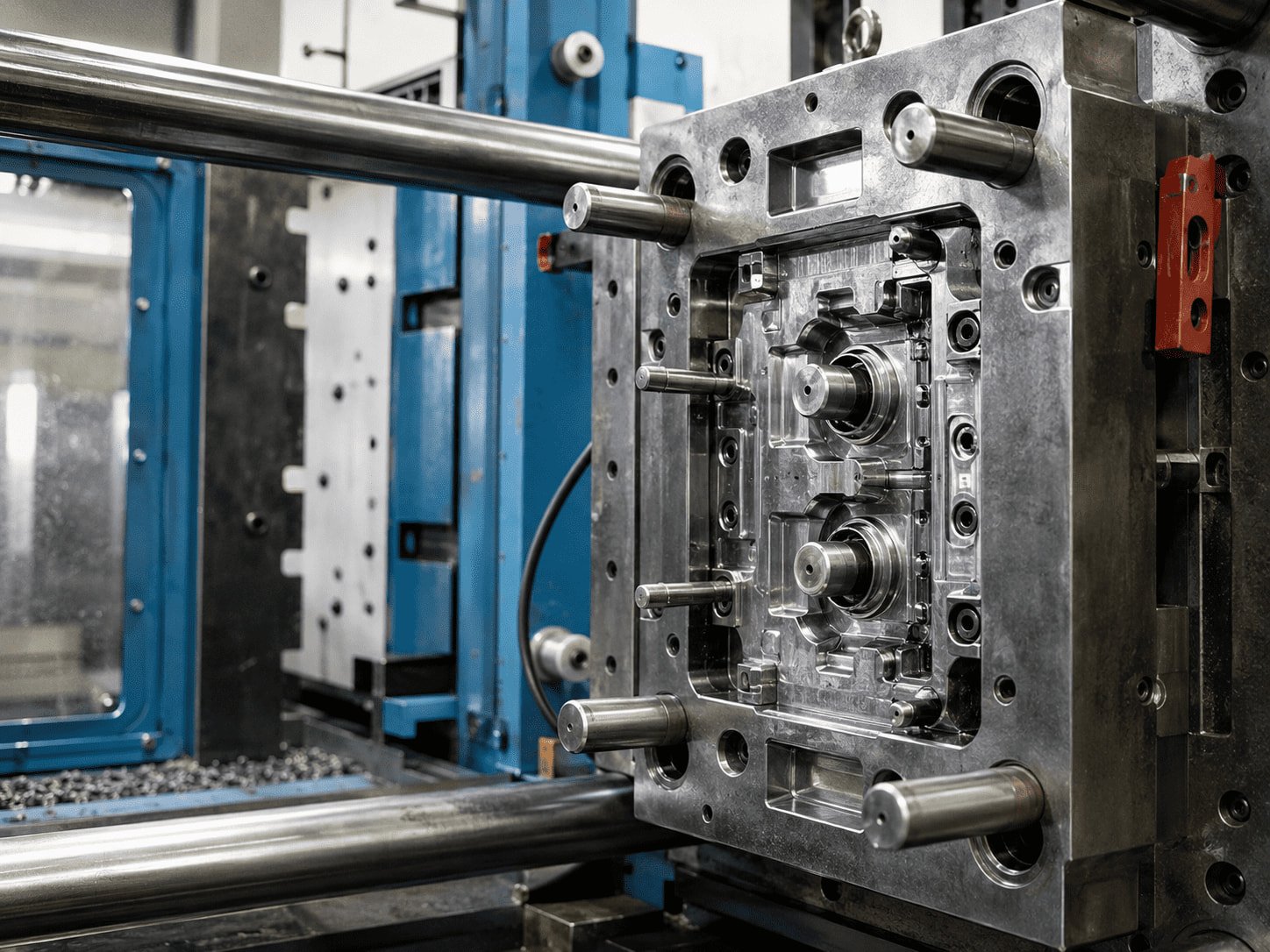
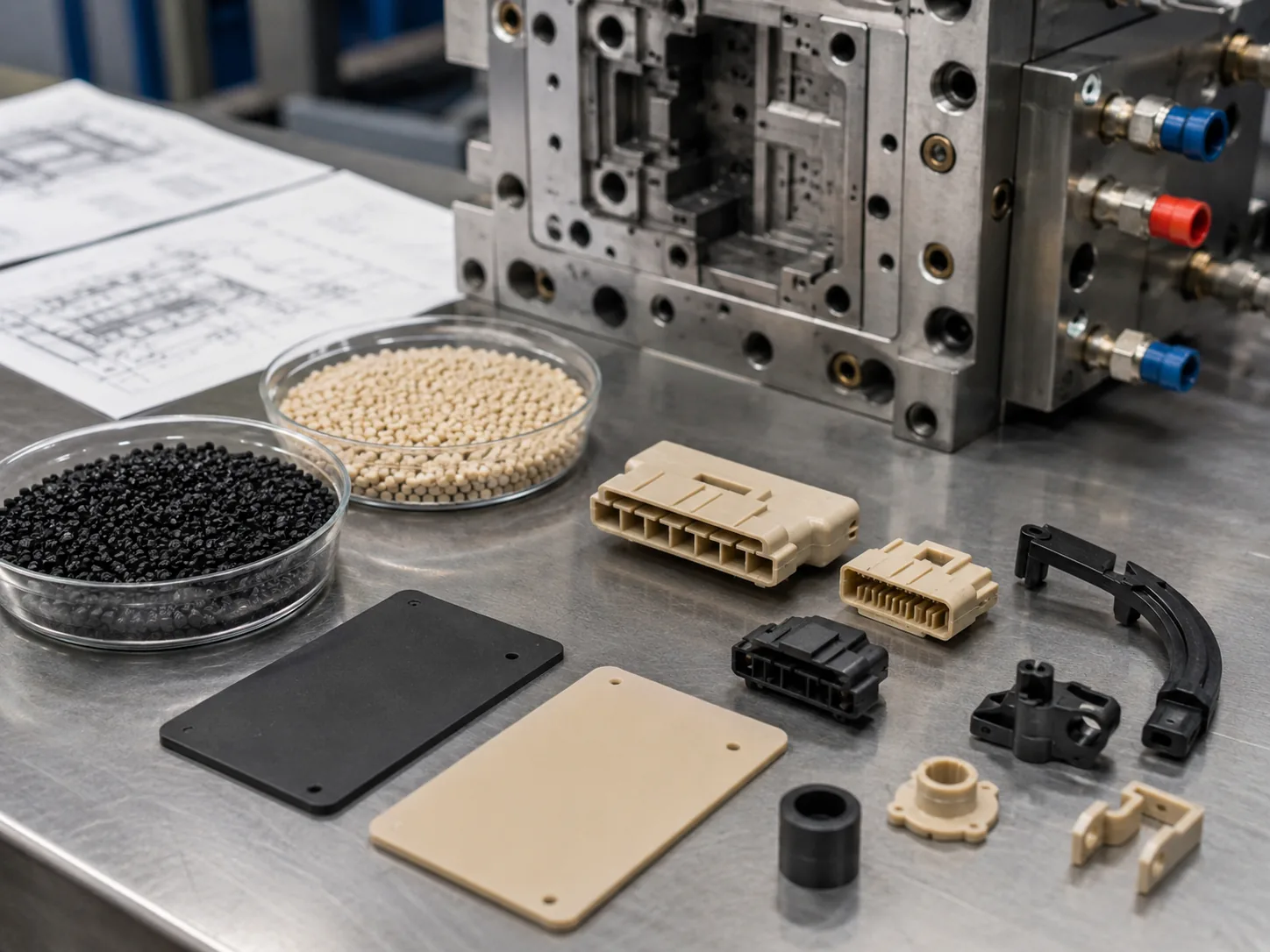
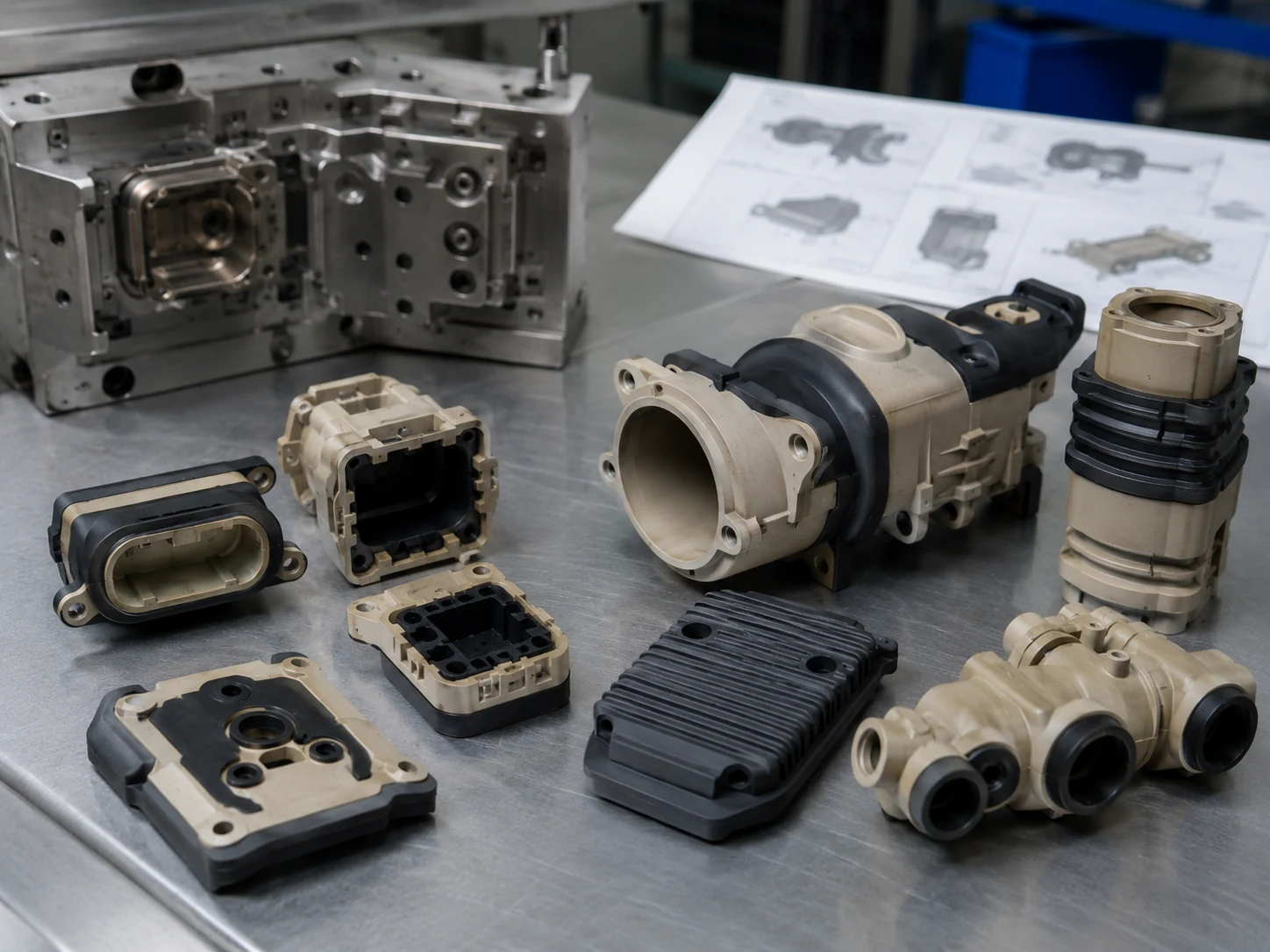
What Is PPS Injection Molding?
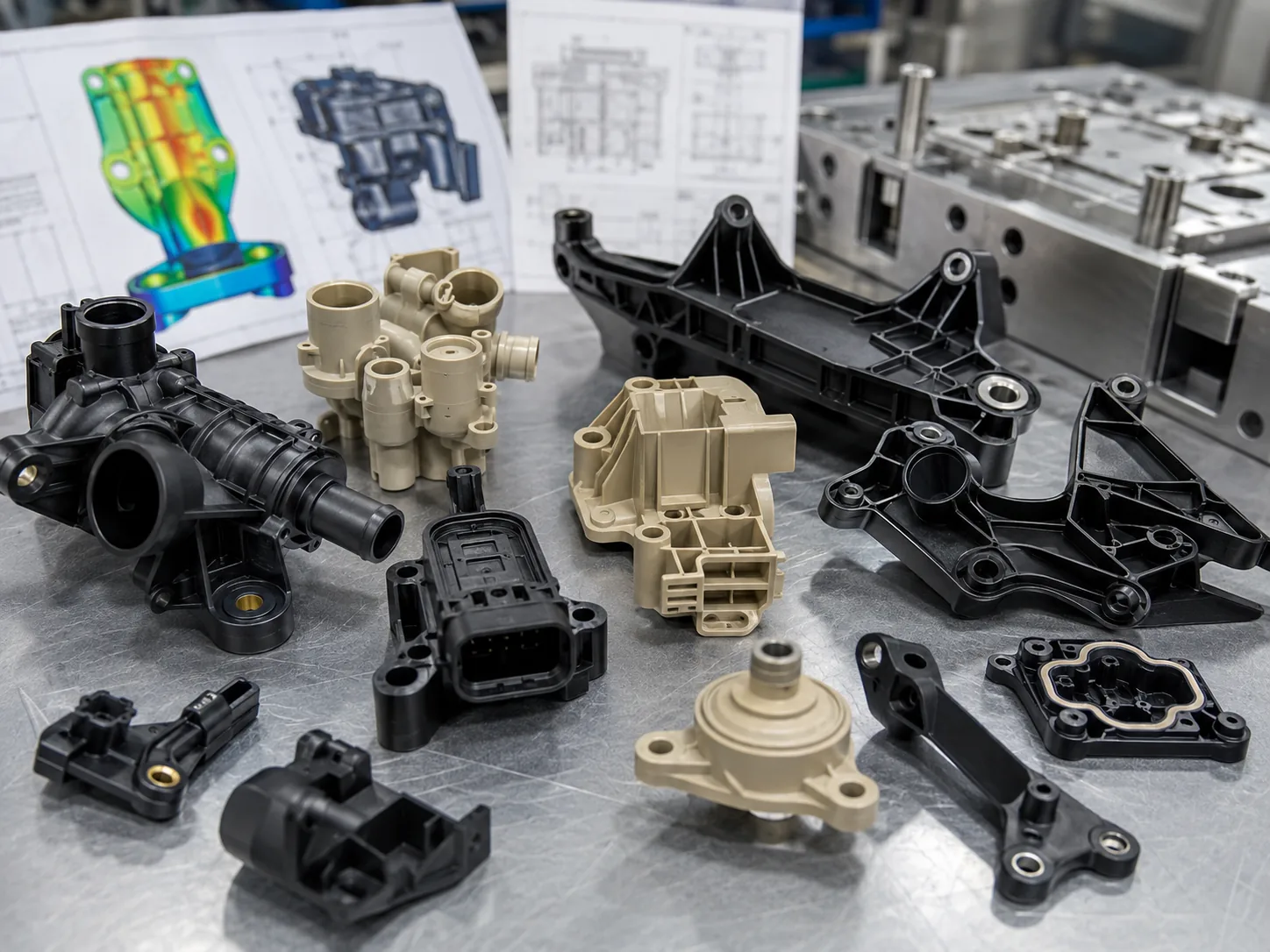
PPS injection molding is the process of molding polyphenylene sulfide resin into high-performance plastic parts by injecting molten PPS into a heated mold cavity. PPS is often selected for applications requiring heat resistance, chemical resistance, dimensional stability, low moisture absorption, electrical insulation or inherent flame resistance. Compared with general plastics, PPS injection molding requires closer control of material drying, melt temperature, mold temperature, venting, shrinkage and flash.
PPS is a high-performance engineering thermoplastic for demanding environments.
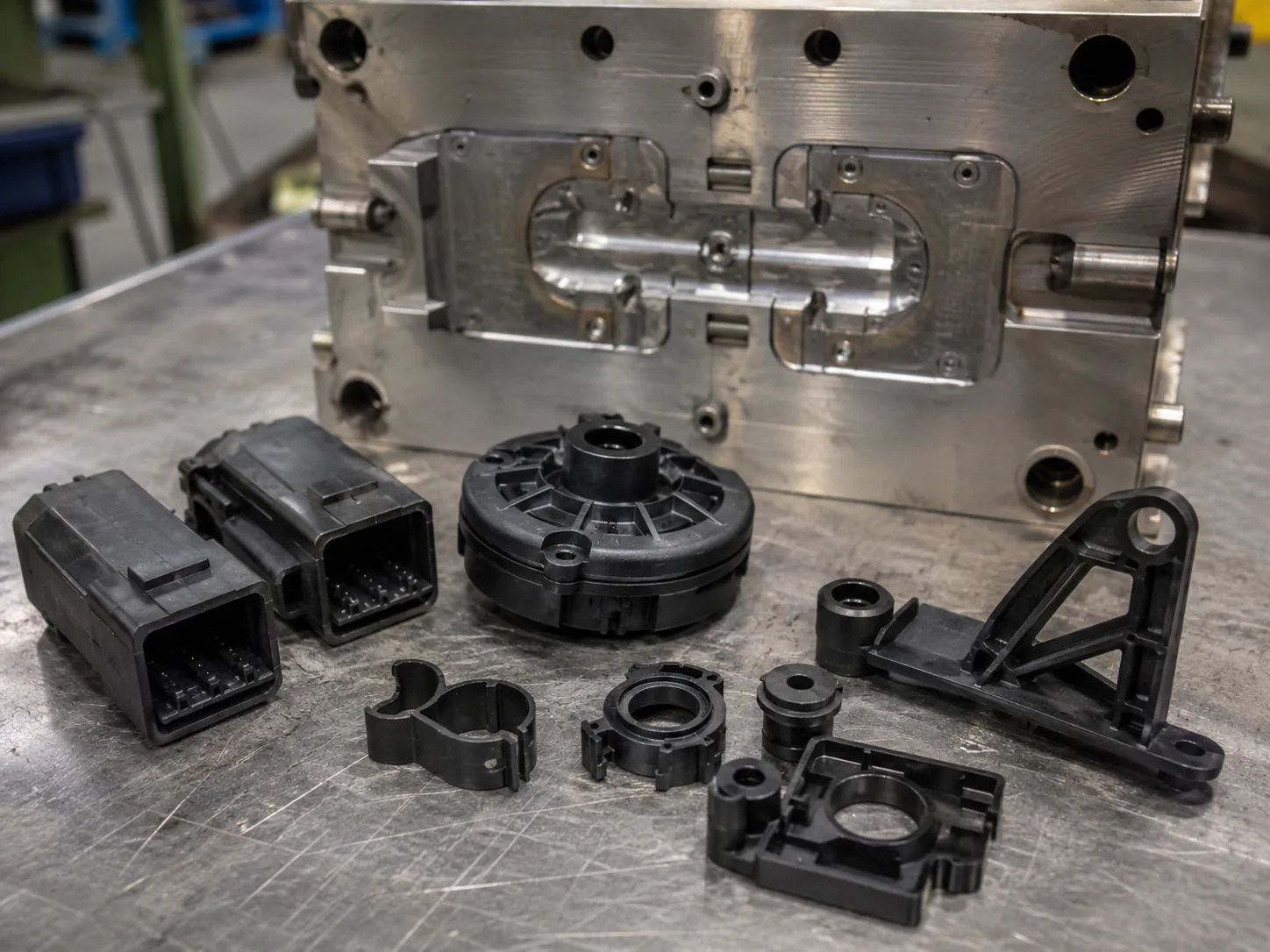
PPS molded parts are commonly used in automotive, electrical, industrial, chemical and fuel cell applications.
PPS molds need attention to high mold temperature, gate design, venting and dimensional stability.
Glass filled PPS can improve stiffness and strength but increases tooling wear and fiber-orientation effects.
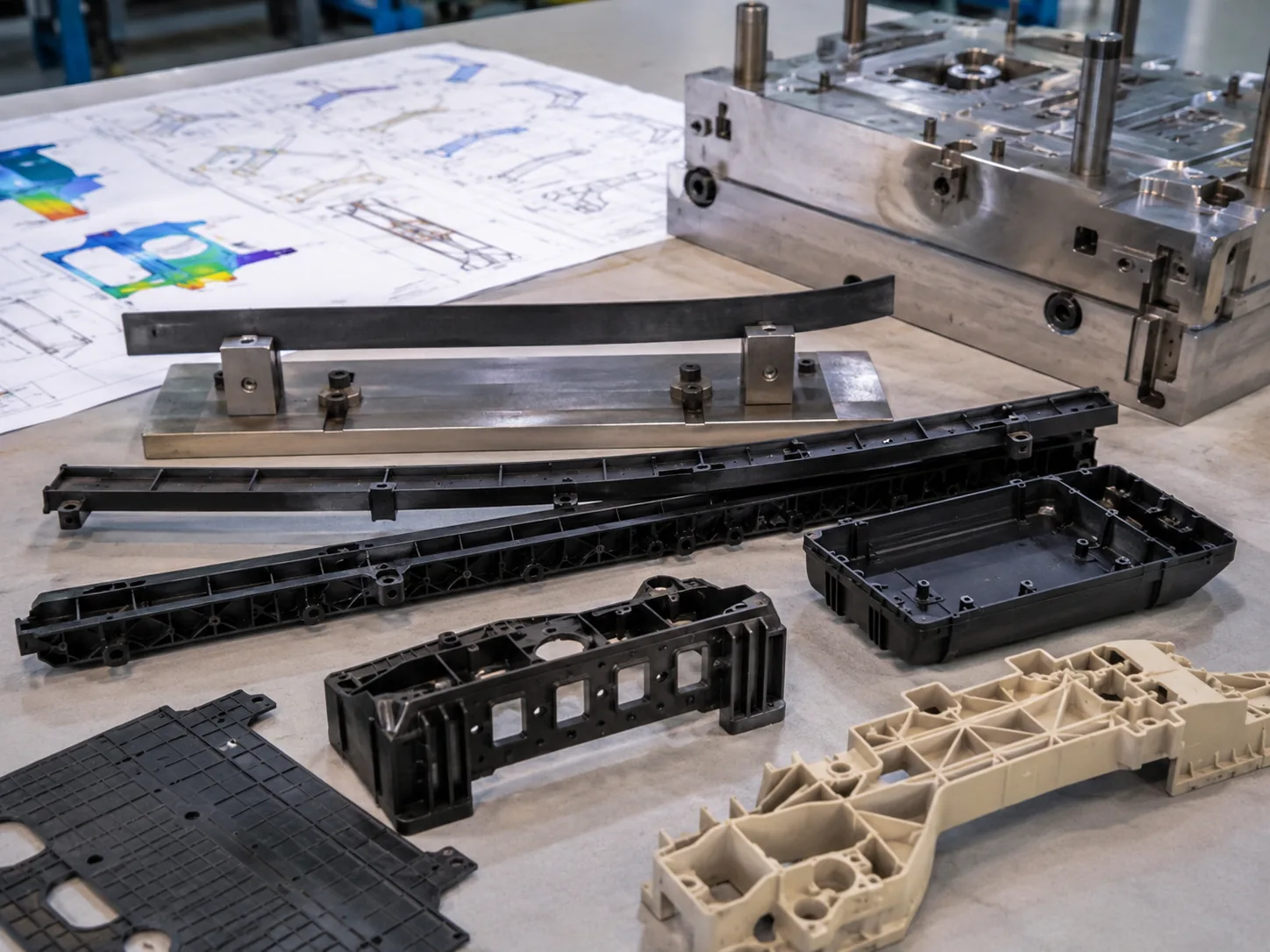
A PPS project should be reviewed according to resin datasheet, part geometry, wall thickness and trial results.

Visualizing cavity, runner, venting, and cooling layout for high-temp PPS processing.
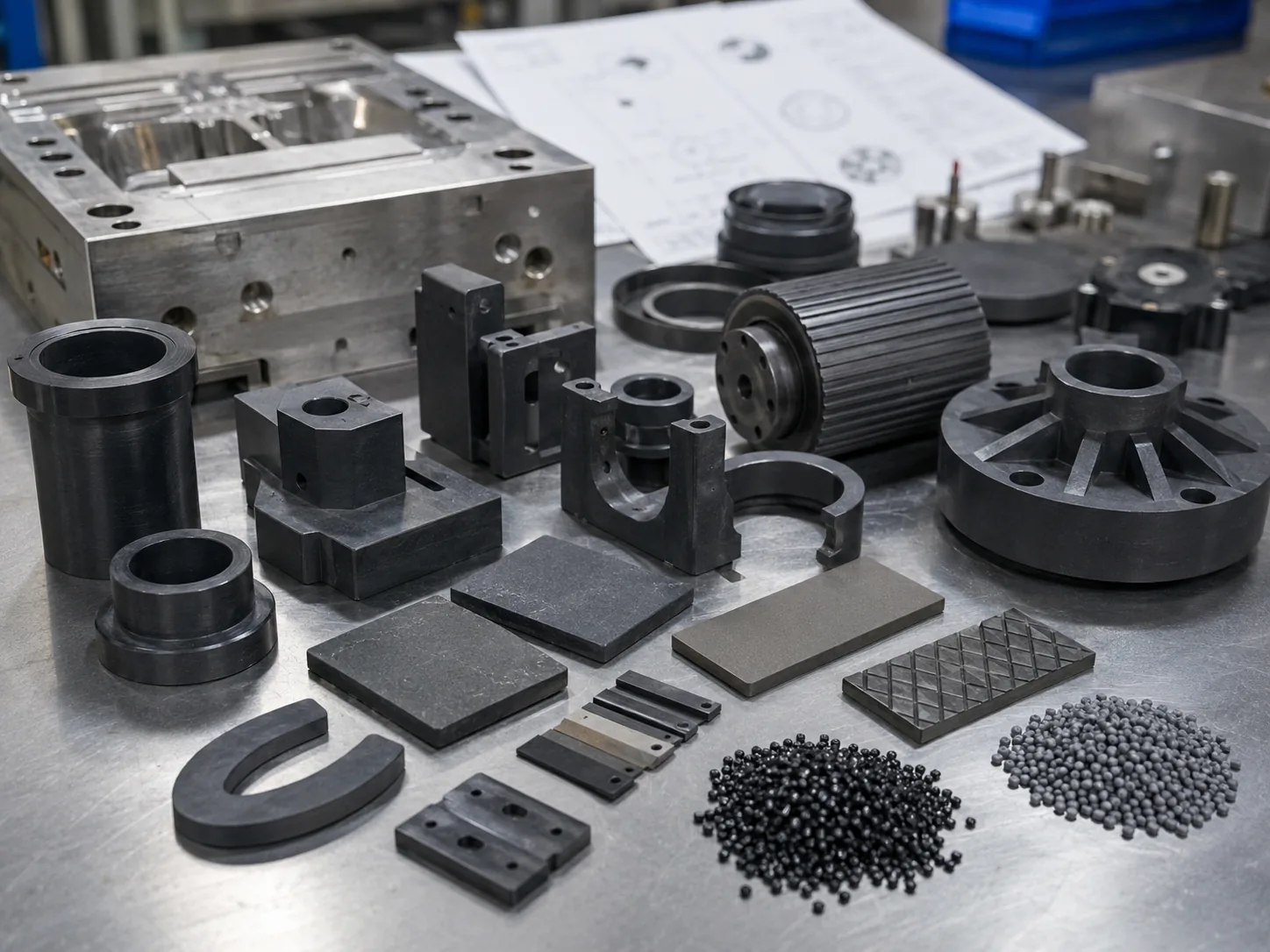
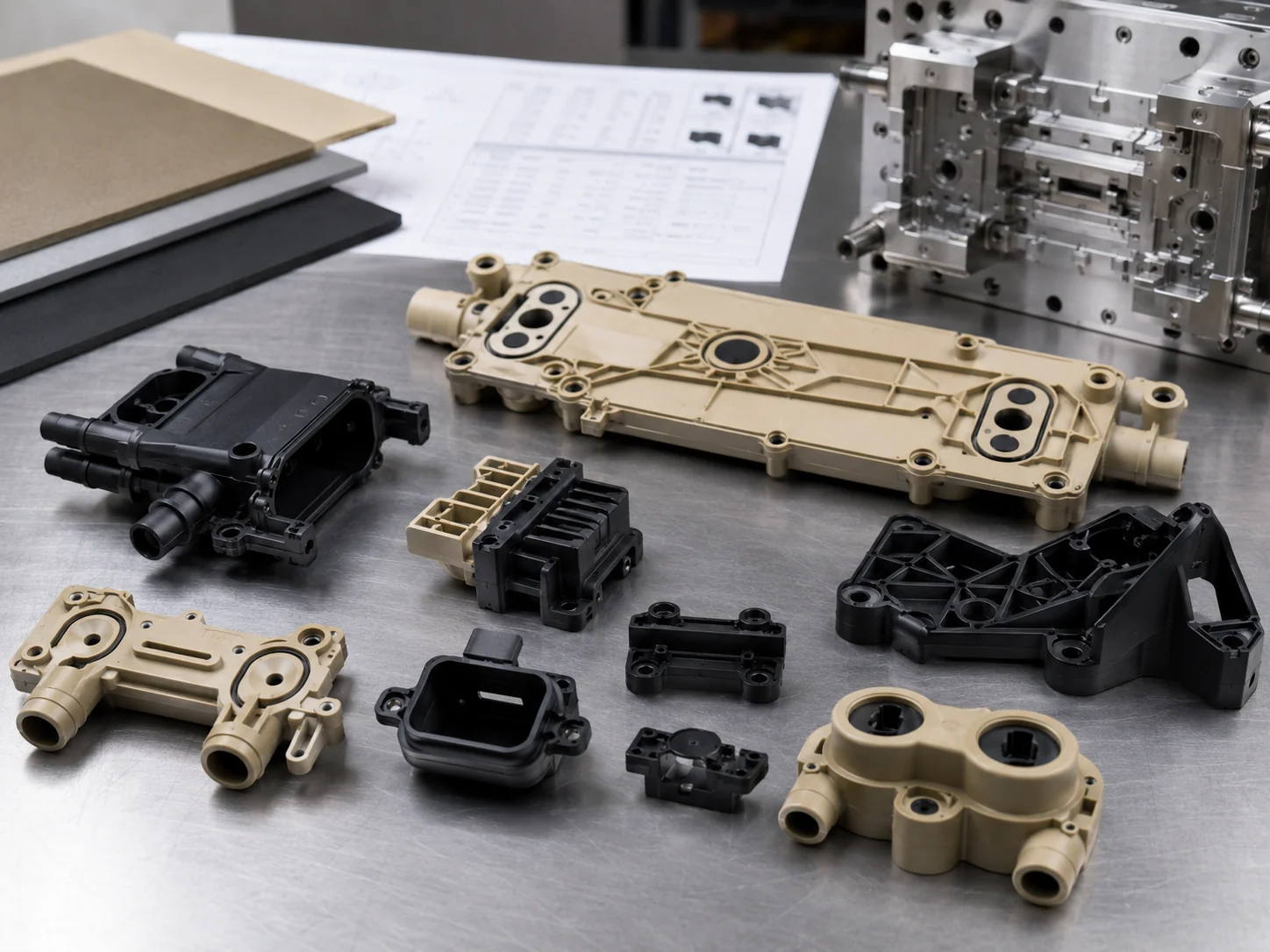
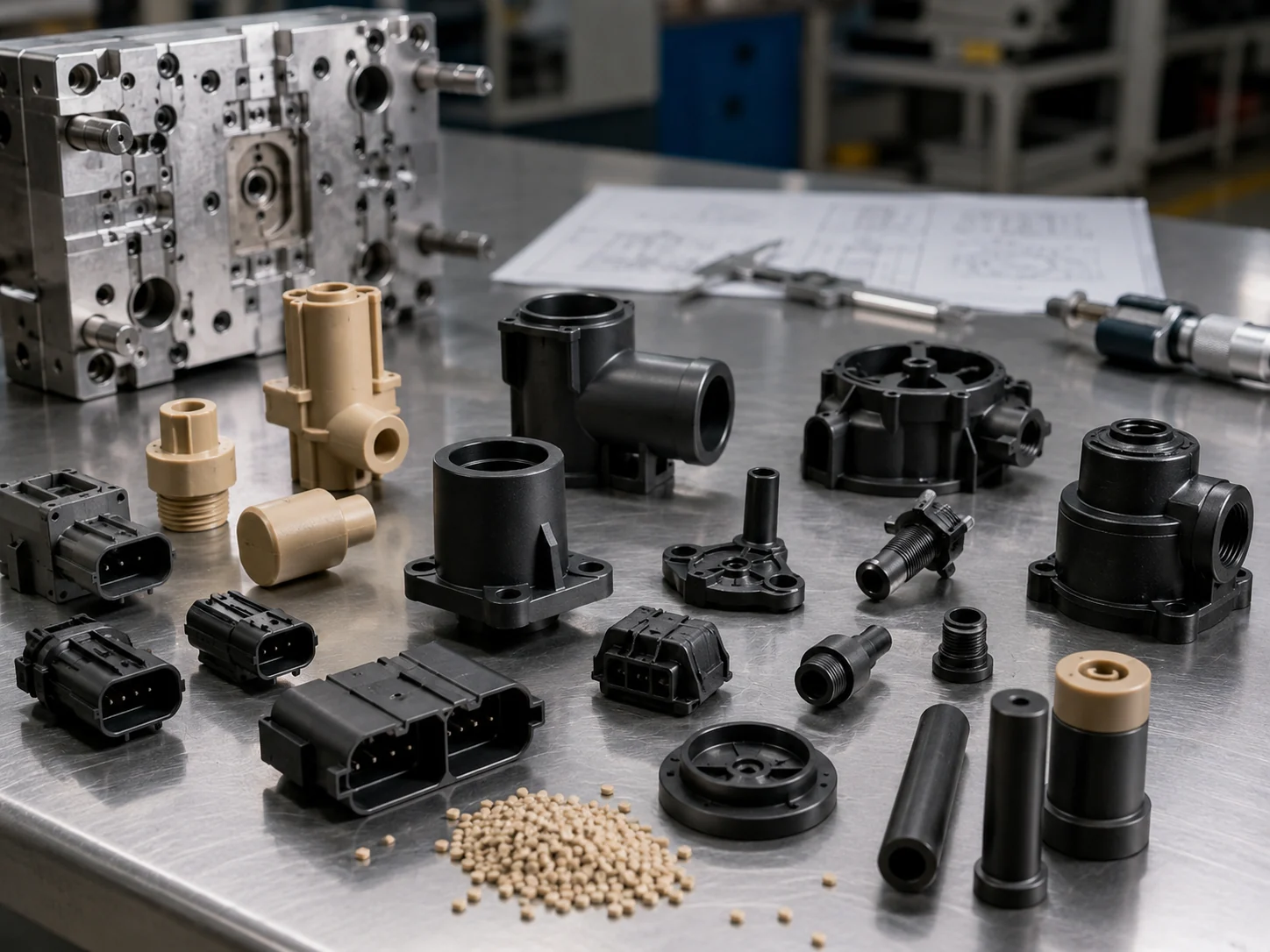
PPS Materials and Compounds We Support
Different PPS compounds behave differently during injection molding. The right material should be selected according to heat exposure, chemical contact, dimensional stability, electrical performance, wear behavior, mechanical load and production cost.

Unfilled PPS
Typical Use: Insulation parts, chemical-resistant components, small precision parts and applications requiring good flow.
Why Use It: Good chemical resistance, thermal stability and dimensional performance in suitable applications.
Mold Design Note: Review mold temperature, shrinkage, venting and flash control based on part geometry.
Glass Filled PPS
Typical Use: Electrical connector housings, automotive components, pump parts, brackets, valve parts and structural components.
Why Use It: Improves stiffness, strength, heat resistance and dimensional stability.
Mold Design Note: Review fiber orientation, anisotropic shrinkage, gate wear, tool steel and ejection strategy.

Carbon Fiber Reinforced PPS
Typical Use: Lightweight structural parts, conductive or high-stiffness components and demanding industrial applications.
Why Use It: Can improve stiffness, dimensional stability and weight reduction depending on compound design.
Mold Design Note: Drying and processing should follow resin supplier datasheet; tool wear and fiber orientation should be reviewed.

Mineral Filled PPS
Typical Use: Dimensionally stable housings, electrical components and parts requiring lower warpage risk.
Why Use It: Can support dimensional stability, stiffness and thermal performance depending on formulation.
Mold Design Note: Check drying, flow behavior, shrinkage, venting and surface finish.
PTFE / Graphite Modified PPS
Typical Use: Wear parts, sliding components, bushings, pump parts, valve parts and friction-related applications.
Why Use It: Improves wear performance or friction behavior for specific moving or sealing applications.
Mold Design Note: Review filler content, gate location, surface requirement and material handling.
Ryton PPS & Equivalents
Typical Use: High-performance automotive, electrical, chemical, industrial and fuel cell components.
Why Use It: Selected when customers specify Ryton PPS or require comparable PPS compound performance.
Mold Design Note: Use customer material spec and supplier datasheet to confirm drying, processing and mold temp requirements.
Or call our material experts at +86 15268369865
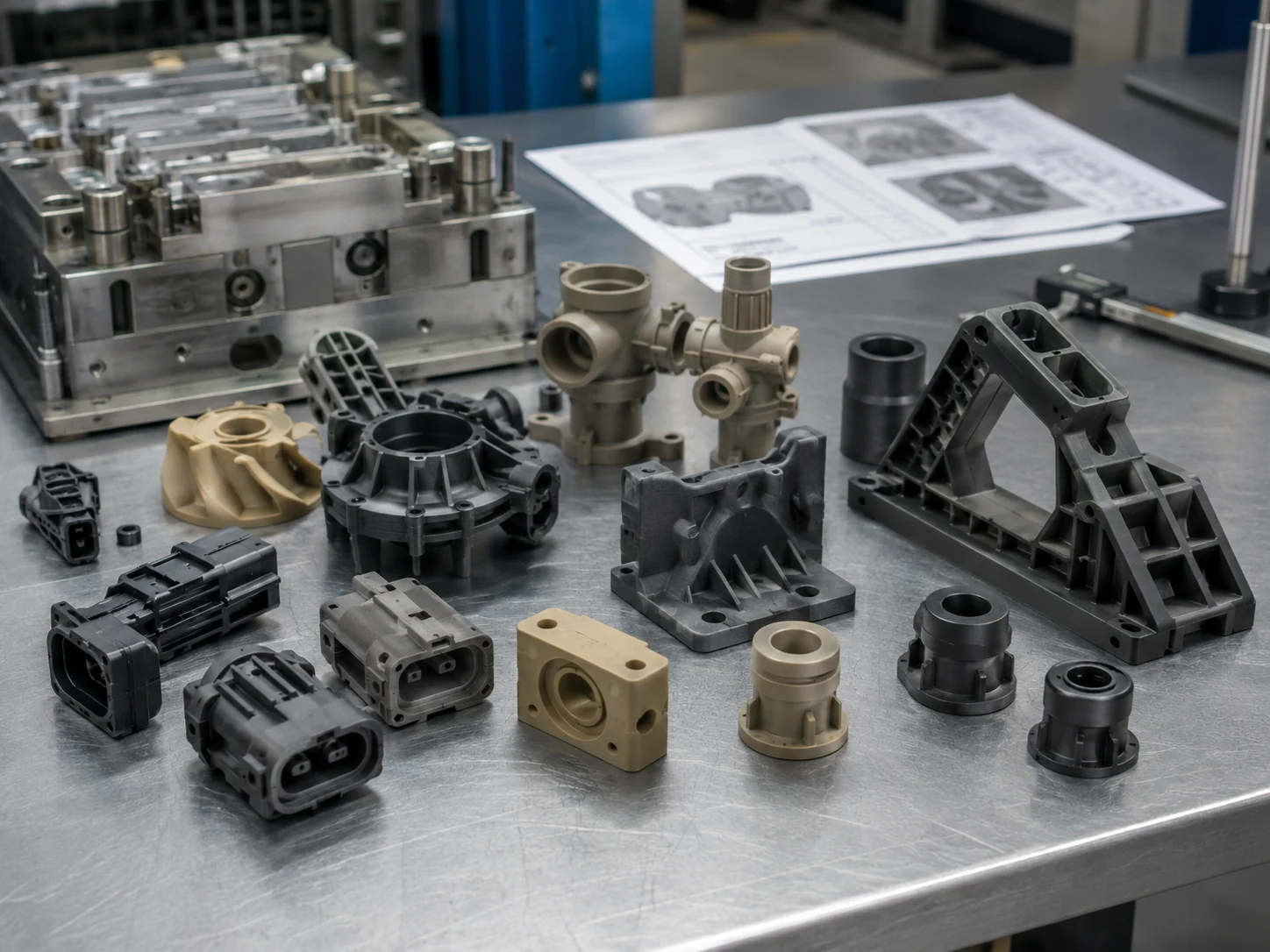
PPS Injection Molded Parts by Application
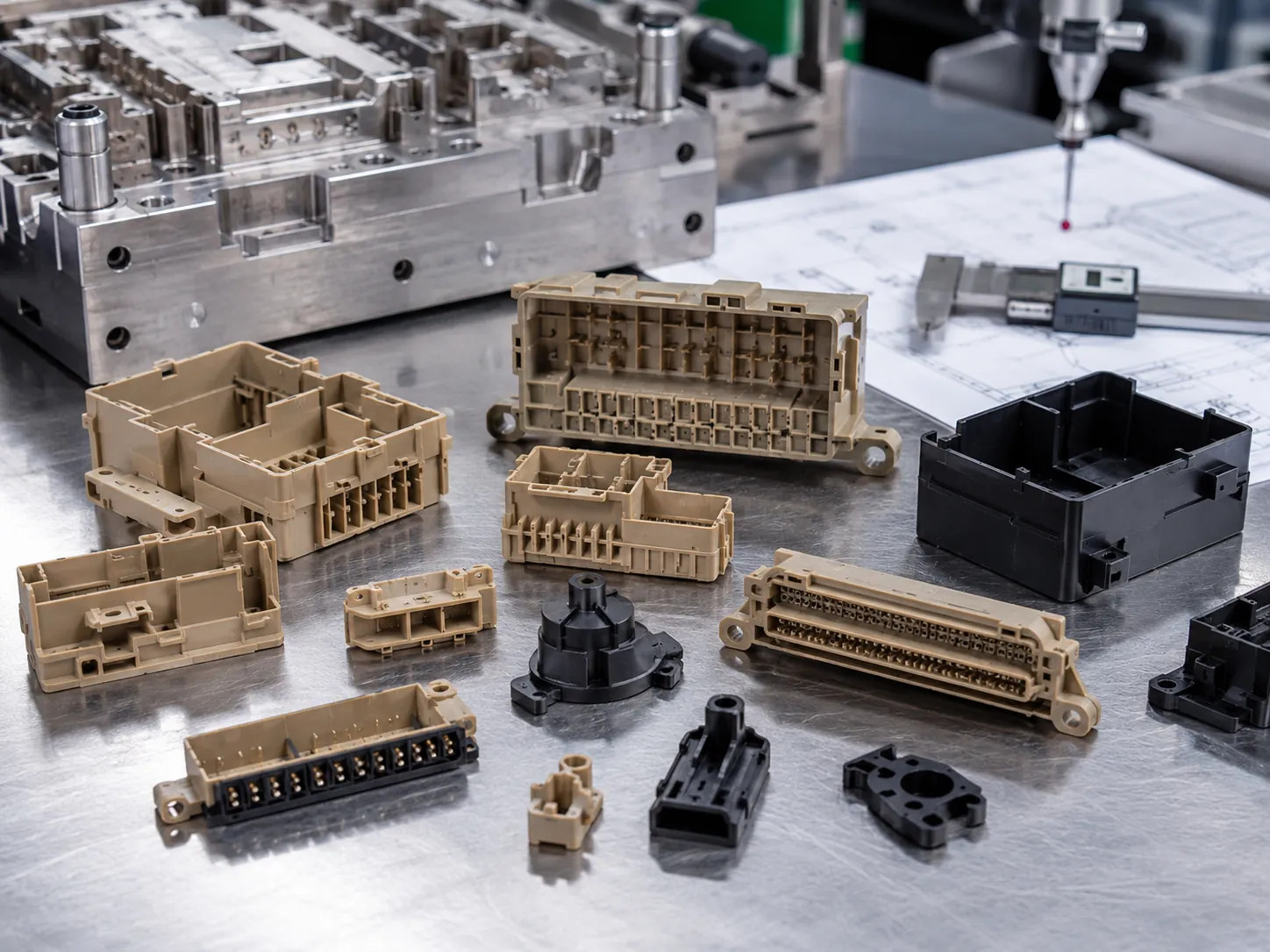
Electrical Connector Housings
Examples: Connector housings, terminal blocks, sensor housings, insulation components and electronic module parts.
Buyer Concerns: Dimensional stability, small feature accuracy, flash control, material grade, cavity balance and electrical performance.
Automotive PPS Components
Examples: Under-hood parts, fluid system components, pump parts, sensor housings, brackets and high-temperature plastic parts.
Buyer Concerns: Heat resistance, chemical exposure, vibration, dimensional stability, glass fiber reinforcement and assembly fit.
Fuel Cell & Energy Components
Examples: Fuel cell related molded parts, media connection components, insulation parts and structural PPS components.
Buyer Concerns: Chemical resistance, dimensional control, sealing surfaces, material selection and inspection requirements.

Pump, Valve & Fluid Handling
Examples: Pump components, valve bodies, impellers, seals, fittings, fluid connectors and chemical-resistant housings.
Buyer Concerns: Chemical resistance, wear behavior, sealing area, wall thickness, flash risk and long-term dimensional stability.
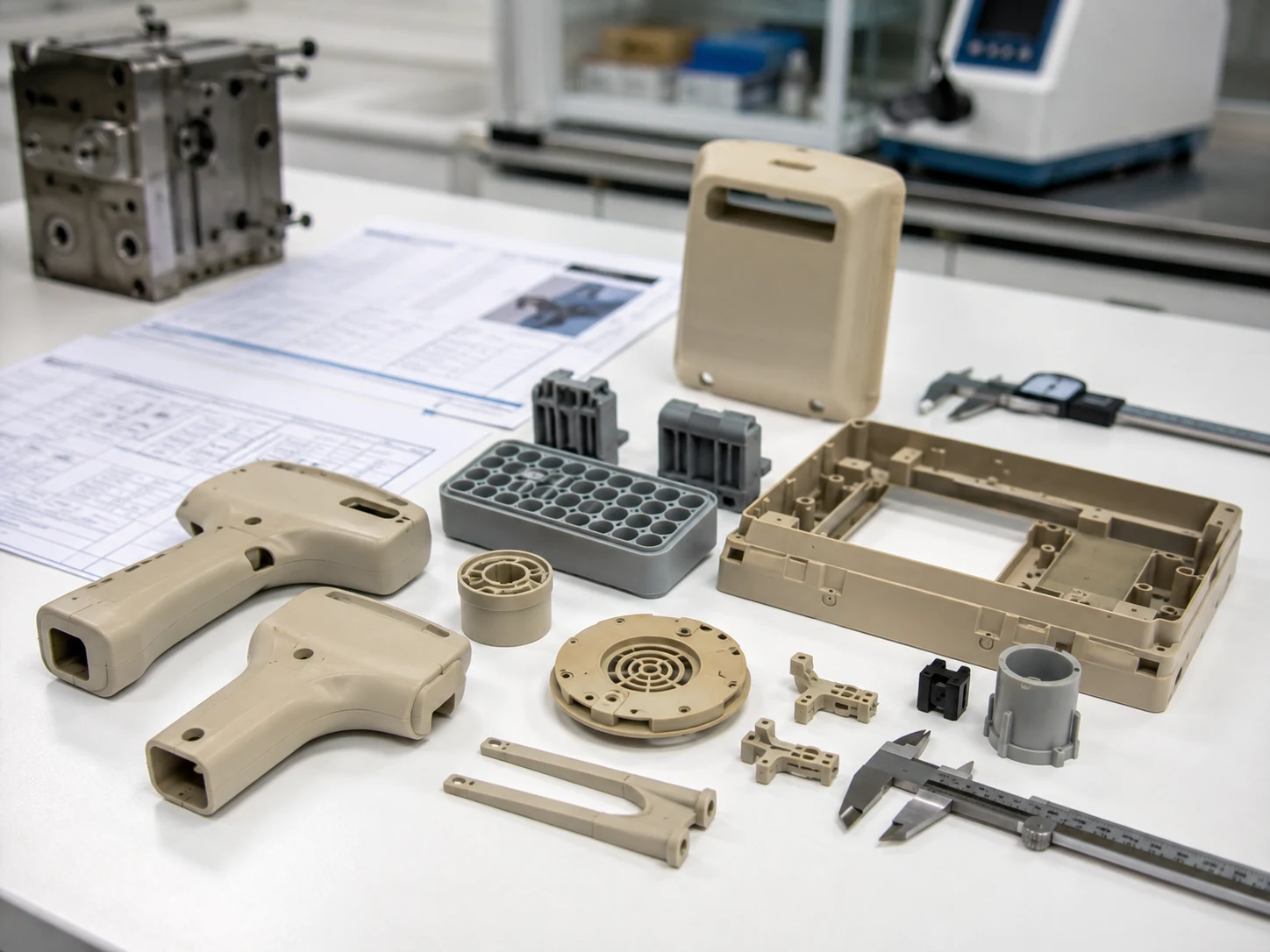
Medical & Diagnostic Equipment
Examples: Instrument housings, lab equipment parts, diagnostic device components and heat-resistant molded parts.
Buyer Concerns: Material traceability, dimensional stability, cleanliness requirement, chemical exposure and customer-specific documentation.
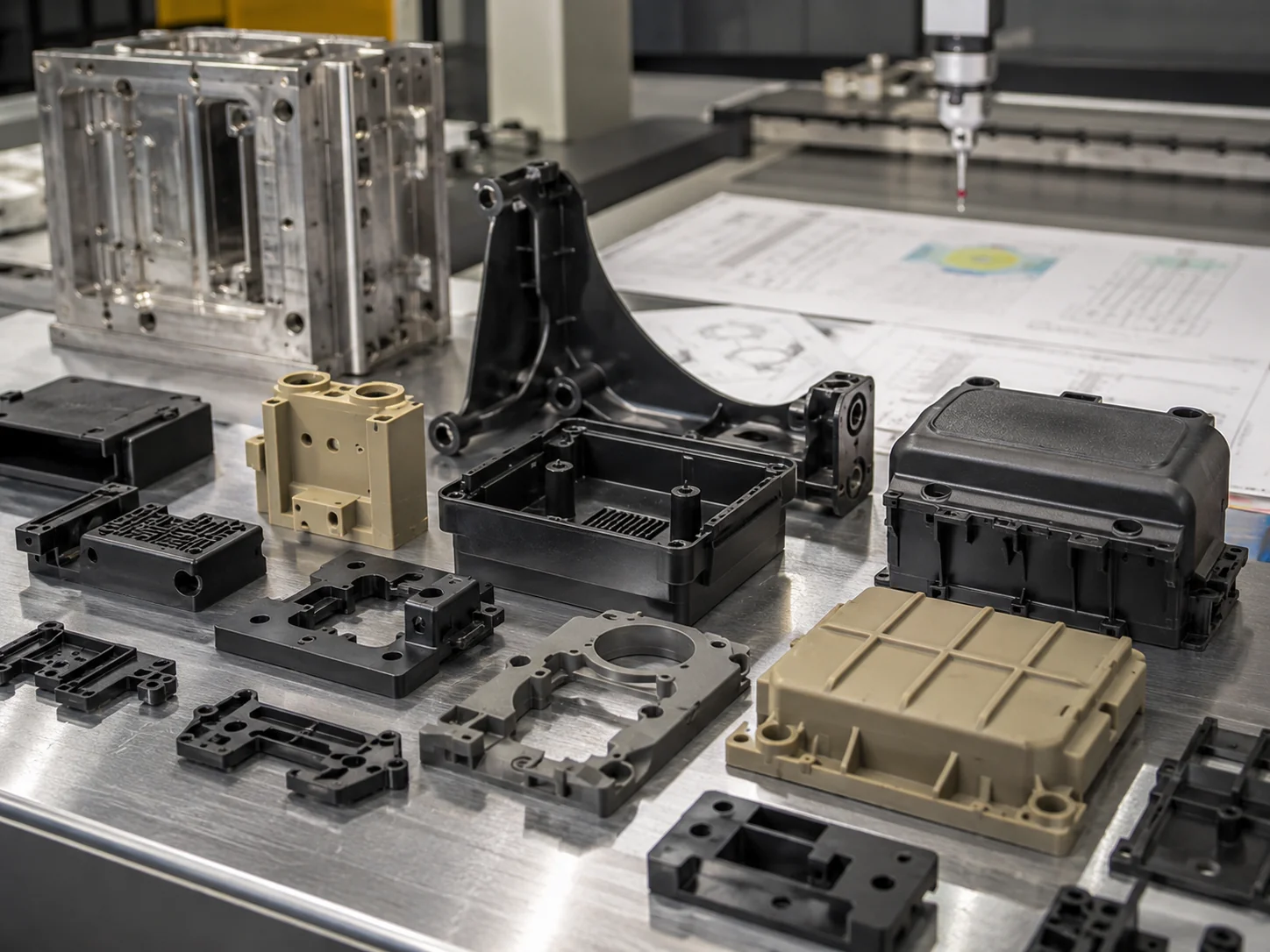
Precision Industrial Housings
Examples: Small housings, structural brackets, mechanical parts, high-temperature covers and insulation parts.
Buyer Concerns: Tolerance, warpage, shrinkage, ejection marks, surface finish and production repeatability.
Or speak with our engineering team directly: +86 15268369865
PPS Injection Molding Services We Support
Custom PPS Injection Molding
Use For: Custom high-temperature plastic parts, functional housings, electrical components and industrial parts.
Mold Focus: Material grade, drying, mold temperature, shrinkage, gate location, venting and flash control.
Buyer Benefit: Supports PPS molded parts designed around real working conditions instead of generic plastic molding assumptions.
Request Custom PPS QuotePPS Injection Mold Manufacturing
Use For: Customers needing PPS mold development, mold trial, sample approval or export mold support.
Mold Focus: Mold steel, cavity/core design, runner, gate, cooling, venting, ejection and wear-prone inserts.
Buyer Benefit: Reduces tooling risk before PPS material is processed at high temperature.
Review PPS Mold DesignGlass Filled PPS Injection Molding
Use For: High-stiffness connector housings, automotive parts, pump parts, brackets and structural components.
Mold Focus: Glass fiber orientation, anisotropic shrinkage, gate wear, steel selection and dimensional inspection.
Buyer Benefit: Improves part strength and stability while managing tooling wear and warpage risk.
Send Glass Filled PPS ProjectPPS Insert Molding
Use For: PPS parts with metal inserts, terminals, pins, threaded bushings or functional assembly features.
Mold Focus: Insert positioning, insert temperature, flow around insert, bonding area and ejection.
Buyer Benefit: Combines metal and PPS into one molded component and reduces secondary assembly when suitable.
Review Insert Molding FeasibilityPPS Overmolding / 2K Molding
Use For: Multi-material components, sealing features, insulation structures or functional assemblies.
Mold Focus: Material compatibility, bonding, flash control, shutoff, second-shot flow and alignment.
Buyer Benefit: Adds function or assembly integration when the materials and part design are suitable.
Discuss PPS OvermoldingSmall Batch PPS Molded Parts
Use For: Prototype validation, low-volume production, test samples, high-value components and engineering projects.
Mold Focus: Tooling strategy, material cost, sample approval, inspection method and future production scalability.
Buyer Benefit: Controls upfront tooling investment while supporting material and part validation.
Ask for Small Batch PPS QuotePPS Injection Molding Challenges and Mold Solutions
PPS processing requires specific engineering awareness to avoid common high-temperature molding defects.
High Mold Temperature & Crystallinity
Pain Point: Unstable dimensions or performance.
Cause: PPS is semi-crystalline; mold temp affects crystallization and shrinkage.
Mold Solution: Review mold temp strategy, heating method, cooling layout, and resin datasheet before approval.
Benefit: Better dimensional stability.

Flash Risk Due to PPS Flow
Pain Point: Flash around parting lines or inserts.
Cause: PPS has good flowability; high processing conditions expose weak shutoffs.
Mold Solution: Improve parting line design, shutoff fitting, vent depth, mold rigidity, and clamp force.
Benefit: Reduces trimming and rejection.
Glass Fiber Wear in PPS Molds
Pain Point: Fast wear on gates, runners, and shutoffs.
Cause: Glass fibers and mineral fillers are abrasive during high-temp processing.
Mold Solution: Select suitable mold steel, hardened inserts, review gate size, and maintenance access.
Benefit: Improves tooling stability.
Warpage & Directional Shrinkage
Pain Point: Parts warp or show different shrinkage in flow vs transverse directions.
Cause: Gate location, fiber orientation, packing, and cooling affect shrinkage.
Mold Solution: Review gate location, melt flow path, rib design, cooling balance, and DFM.
Benefit: Lower risk of assembly mismatch.

Gas Traps & Venting Problems
Pain Point: Gas marks, burns, or short shots.
Cause: High-temp molding, fast filling, and insufficient vents trap gas.
Mold Solution: Plan venting at flow ends, ribs, inserts, and ejectors; review injection speed.
Benefit: Cleaner molded surfaces.

Grade Selection for High-Temp Parts
Pain Point: Part failure due to mismatched material grade.
Cause: PPS compounds vary widely by filler, flow, and electrical behavior.
Mold Solution: Review application environment, load condition, operating temp, and chemical exposure.
Benefit: Better material-fit decisions.
Or call us directly at +86 15268369865
PPS Injection Molding Process
RFQ & Application Review
Review 3D CAD, 2D drawing, PPS grade, filler content, operating temperature, chemical exposure, load, annual volume and inspection requirements.
PPS Material Discussion
Confirm whether the project needs unfilled PPS, glass filled PPS, carbon fiber reinforced PPS, mineral filled PPS, PTFE/graphite modified PPS or customer-specified Ryton PPS.
DFM for PPS Molded Parts
Check wall thickness, ribs, bosses, undercuts, draft, gate position, melt flow path, venting, shrinkage, warpage and flash risk.
PPS Mold Design
Plan cavity/core, runner system, gate type, mold heating/cooling, venting, ejection, inserts, wear-resistant areas and inspection reference points.
Mold Manufacturing
Machine mold base, cavity inserts, electrodes, sliders/lifters if required, runners, cooling/heating channels, vents and precision components.
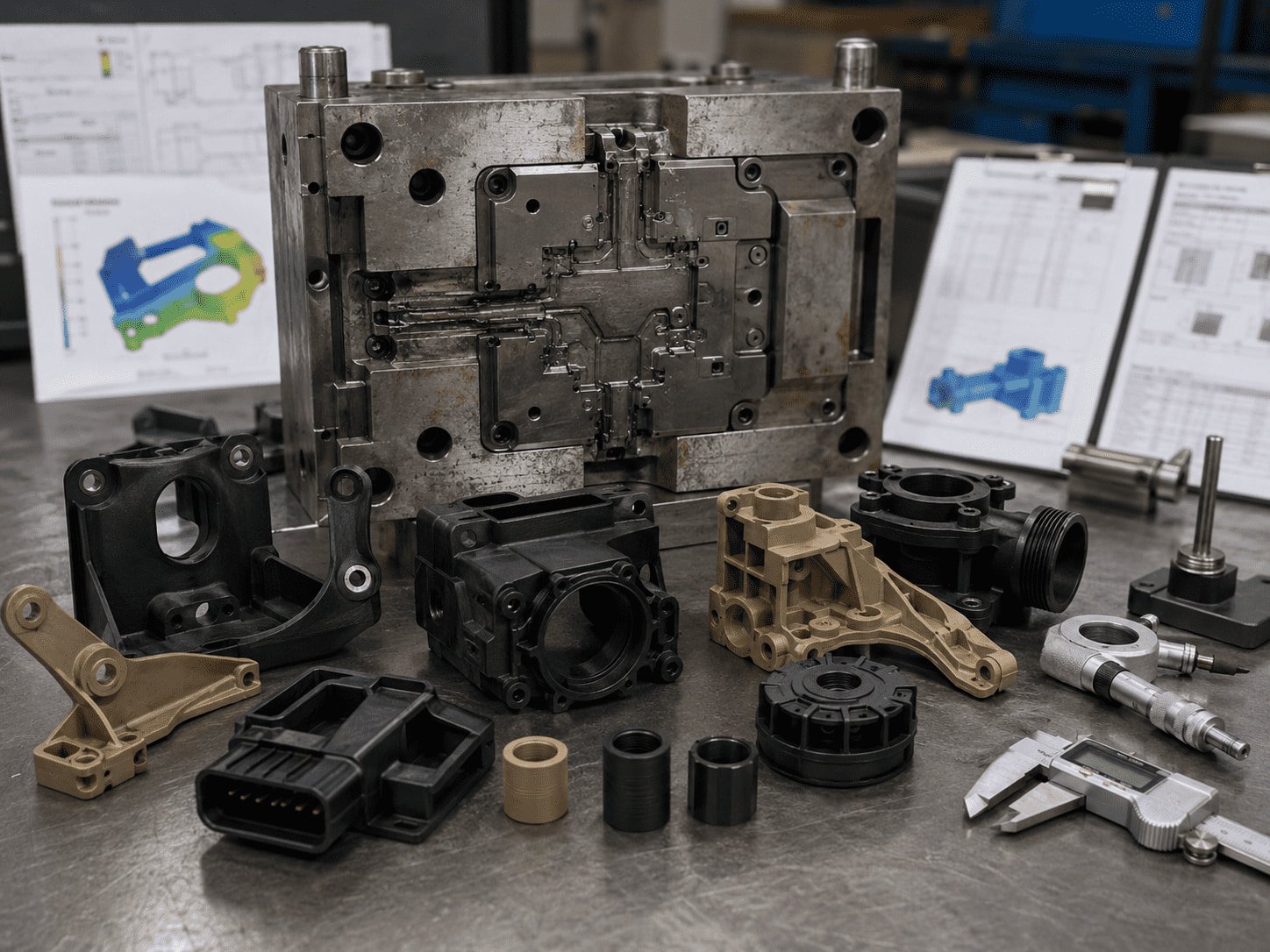
T1 Trial & Processing Review
Run PPS samples, record drying and molding parameters, check filling, flash, burn marks, warpage, gate marks, dimensions and surface quality.
Correction & Production
Adjust mold or process if needed, provide samples and inspection feedback, then support pilot run, small batch or mass production.
Start your PPS injection molding project with drawing and material review.
Upload Drawing for PPS ReviewPPS Injection Molding Temperature and Mold Design Notes
PPS injection molding temperature depends on PPS grade, filler content, wall thickness, flow length, mold design, machine condition and resin supplier datasheet. The following notes should be treated as engineering planning references, not fixed production settings.
| Processing Item | Engineering Notes |
|---|---|
| Material Drying: | PPS compounds should be dried according to resin supplier recommendations. Drying is especially important for mineral-filled or carbon-fiber-filled PPS compounds. |
| Melt / Cylinder Temperature: | PPS is processed at high melt temperatures. The actual setting should follow the resin datasheet, part geometry and trial feedback. |
| Mold Temperature: | Mold temperature affects crystallinity, shrinkage, dimensional stability and final part performance. High-temperature applications usually need careful mold temperature planning. |
| Mold Heating: | Hot oil or other suitable mold temperature control systems may be required depending on the mold temperature target and part requirements. |
| Injection Pressure: | Pressure should be adjusted according to flow length, wall thickness, gate size, filler content and flash risk. |
| Injection Speed: | Injection speed should balance filling stability, weld line position, burn risk and venting capability. |
| Venting: | Venting is critical around flow ends, ribs, bosses, insert areas, ejector pins and thin features to reduce gas traps and burn marks. |
| Gate Design: | Gate location affects fiber orientation, shrinkage, weld lines, part strength and gate wear, especially for glass filled PPS. |
| Cooling / Heating Balance: | Balanced thermal control helps reduce warpage, inconsistent crystallinity and dimensional variation. |
| Tool Steel: | Tool steel and surface treatment should be selected according to filler content, wear risk, mold temperature and expected production volume. |
Do not copy PPS molding parameters from another project. PPS grade, filler content, part geometry, wall thickness, mold temperature system, gate design and trial results must be reviewed together.
Need support with PPS processing window and mold design?
Ask for PPS DFM ReviewGlass Filled PPS vs Unfilled PPS vs Modified PPS

Selecting the right PPS compound is critical for extreme environments.
Compare material grades to optimize performance and moldability.
| Material Type | Typical Use | Strengths | Watch Out | Mold Design Focus |
|---|---|---|---|---|
| Unfilled PPS | Small precision parts, insulation parts, chemical-resistant components and applications needing good flow. | Good chemical resistance, thermal stability and moldability. | Strength and stiffness may be lower than reinforced grades. | Flash control, shrinkage, venting, mold temperature and dimensional inspection. |
| Glass Filled PPS | Electrical connector housings, automotive parts, pump components, brackets and structural parts. | Higher stiffness, strength, dimensional stability and heat performance. | Abrasive wear, fiber orientation, directional shrinkage and potential brittleness. | Gate location, tool steel, wear-prone inserts, cooling balance and shrinkage compensation. |
| Carbon Fiber Reinforced PPS | Lightweight structural parts, conductive components and high-stiffness industrial parts. | High stiffness, lower weight and improved dimensional performance depending on compound. | Material cost, drying, fiber orientation and tooling wear. | Material handling, flow path, gate design, venting and inspection method. |
| Mineral Filled PPS | Dimensionally stable housings, electrical parts and components requiring lower warpage risk. | Dimensional stability and stiffness depending on formulation. | Drying, surface finish and flow behavior vary by compound. | Shrinkage, mold temperature, venting, gate location and surface requirement. |
| PTFE / Graphite Modified PPS | Sliding parts, bushings, pump components, valve parts and friction-related applications. | Improved wear or friction performance depending on compound. | Mechanical properties, flow behavior and surface quality may differ from standard PPS. | Gate design, surface finish, filler distribution and trial validation. |
Recommendation: Choose unfilled PPS for chemical resistance and flow-sensitive precision components. Choose glass filled PPS for higher stiffness and structural performance. Choose PTFE, graphite, mineral or carbon-fiber modified PPS when friction, dimensional stability, conductivity or weight reduction becomes part of the application requirement.
Not sure which compound fits?
Get PPS Grade Selection SupportPPS Injection Molding vs PEEK Injection Molding
PPS and PEEK are both high-performance engineering plastics, but they are not selected for the same reason. PPS is often chosen for chemical resistance, dimensional stability, electrical performance and cost-performance in high-temperature applications, while PEEK is usually selected for more demanding mechanical, thermal and wear requirements where the project budget supports it.

| Comparison Item | PPS Injection Molding | PEEK Injection Molding |
|---|---|---|
| Typical Use: | Electrical connectors, automotive parts, pump parts, valve components, fluid handling parts and industrial housings. | Aerospace parts, medical components, semiconductor parts, wear components and demanding high-load applications. |
| Temperature Performance: | Suitable for many high-temperature applications depending on compound and working condition. | Usually selected for higher continuous-use temperature and demanding mechanical performance. |
| Chemical Resistance: | Excellent chemical resistance in many automotive, electrical and industrial fluid environments. | Excellent chemical resistance and high-performance stability in more severe applications. |
| Material Cost: | Usually more cost-effective than PEEK for many high-performance plastic parts. | Higher material cost, usually justified by more demanding application requirements. |
| Mold Design Focus: | Mold temperature, crystallinity, flash control, venting, gate wear and filler orientation. | High barrel temperature, high mold temperature, residence time, crystallinity and degradation risk. |
| Best Choice: | Choose when chemical resistance, dimensional stability, electrical performance and cost-performance matter. | Choose when the application requires higher mechanical, thermal or wear performance and accepts higher material cost. |
Comparing PPS and PEEK for your application?
Ask for Material ComparisonPPS Injection Molding vs Standard Plastic Injection Molding
| Comparison Item | PPS Injection Molding | Standard Plastic Injection Molding |
|---|---|---|
| Material Type: | High-performance semi-crystalline engineering thermoplastic. | General-purpose or standard engineering thermoplastics. |
| Processing Requirement: | Requires high-temperature processing, drying review, mold temperature control and careful venting. | Usually has wider processing window depending on material. |
| Mold Temperature: | Mold temperature planning has strong influence on crystallinity and dimensional stability. | Mold temperature is often less demanding for general plastics. |
| Mold Design Risk: | Flash, venting, shrinkage, warpage, gate wear and tool steel selection are critical. | Standard issues include sink marks, short shots, weld lines and basic dimensional control. |
| Application: | Automotive, electrical, chemical, fuel cell, industrial and high-temperature functional parts. | Consumer products, housings, packaging, appliance parts and general molded components. |
| Supplier Requirement: | Needs PPS material understanding, high-temperature molding experience and trial-based process review. | General injection molding experience may be sufficient for less demanding materials. |
A PPS injection molding quote should not be based only on part size. It should consider material grade, filler content, mold temperature, tool steel, gate design, venting, tolerance and production volume.
Insert Molding, Overmolding and 2K Molding for PPS Components

PPS Insert Molding
Use For: Metal inserts, terminals, threaded bushings, pins, electrical contacts and reinforced mounting areas.
Mold Focus: Insert positioning, heat transfer, flow around insert, bonding area, ejection and flash control.
Benefit: Integrates PPS with metal features and can reduce secondary assembly when design is suitable.
PPS Overmolding
Use For: Functional sealing, insulation structures, protective layers and multi-material assemblies.
Mold Focus: Substrate material, bonding compatibility, shutoff, second material flow and flash control.
Benefit: Adds function or protection to PPS-based assemblies when material compatibility is confirmed.

PPS 2K Molding
Use For: High-performance multi-material parts, functional assemblies and projects requiring two-shot molding.
Mold Focus: First-shot stability, second-shot alignment, material compatibility, mold rotation or transfer structure and thermal control.
Benefit: Reduces secondary assembly and improves part integration when the project justifies 2K tooling.
Have a PPS part with metal inserts or multi-material design?
Review PPS Insert / Overmolding FeasibilityHow to Choose a PPS Injection Molding Supplier
A suitable PPS injection molding supplier should not only quote a part price. The supplier should understand PPS grade selection, high-temperature molding, mold temperature control, venting, flash risk, filler wear, dimensional inspection and project documentation.
PPS Material Experience
The supplier should understand unfilled PPS, glass filled PPS, carbon fiber reinforced PPS, mineral filled PPS and wear-modified compounds.
DFM Before Mold Cutting
The supplier should review wall thickness, ribs, bosses, draft, gate location, venting, shrinkage, warpage, flash and ejection before tooling starts.
High-Temperature Mold Design
The supplier should plan mold temperature control, mold steel, cooling/heating channels and parting line stability for PPS processing.
Glass Filled PPS Tooling Plan
For reinforced PPS, the supplier should consider fiber orientation, gate wear, runner wear, tool steel and maintenance access.
Trial and Inspection Transparency
The supplier should provide T1 samples, molding parameter feedback, defect review, dimensional inspection and correction suggestions.
Application-Based Material Support
The supplier should review whether the part is used in automotive, electrical, chemical, fuel cell, medical, industrial or fluid handling environments.
Small Batch and Production Support
The supplier should support prototype samples, pilot run, low-volume production or mass production according to your project stage.
Clear RFQ Communication
The supplier should explain risks with drawings, photos, marked samples, inspection results and practical correction plans.
RFQ Checklist
Ask visitors to prepare:
- 3D CAD file
- 2D drawing with critical dimensions
- PPS grade or target application
- Filler content if known
- Annual quantity
- Operating temp & chemical exposure
- Surface, tolerance & inspection req.
- Insert / overmolding requirement if any
Send these files and requirements for a more accurate PPS injection molding quote.
What Affects PPS Injection Molding Cost?
PPS injection molding cost depends on material grade, filler content, part complexity, mold temperature requirement, cavity count, tooling steel, inspection level and production volume. A realistic quotation should evaluate both tooling cost and processing risk.
1. PPS Grade and Filler Content
Glass filled, carbon fiber reinforced, mineral filled or PTFE/graphite modified PPS can change material cost, flow behavior and tooling wear.
2. Part Geometry
Thin walls, deep ribs, bosses, undercuts, sealing areas, inserts and small precision features increase mold and trial complexity.
3. Mold Temperature Requirement
PPS molds may require high mold temperature control, suitable heating/cooling design and temperature-stable mold construction.
4. Tool Steel and Wear Protection
Reinforced PPS compounds may require harder steel, wear-resistant inserts or better maintenance access in high-flow areas.
5. Cavity Count
Single-cavity molds reduce initial tooling cost, while multi-cavity molds can reduce unit cost for higher production volume.
6. Runner System
Cold runner or hot runner choice affects resin waste, gate quality, material residence time and production efficiency.
7. Tolerance and Inspection
Critical dimensions, sealing surfaces, connector features and high-temperature applications may require more inspection work.
8. Insert, Overmolding or 2K Structure
Multi-material or insert-molded PPS parts require additional mold design, alignment and trial validation.
9. Small Batch vs Production Volume
Small production runs must balance tooling investment, material minimums, setup cost and inspection requirements.
For a realistic PPS project cost estimate, send the drawing, PPS grade, application, annual volume and inspection needs.
Get Itemized RFQQuality Control for PPS Injection Molding Projects
PPS molded parts often need approval based on material performance, appearance, dimensions, assembly and working environment. A mold trial should check not only filling, but also flash, venting, crystallinity-related stability, warpage, gate marks and final inspection requirements.
Quality Flow
Document Deliverables
Need clear trial feedback before approving a PPS mold?
Our engineering team provides comprehensive trial reports and defect analysis.
Start PPS Mold Trial ReviewA Practical PPS Injection Molding Partner for High-Performance Parts

PPS-Focused Engineering Review
We review PPS grade, filler content, mold temperature, gate location, venting, shrinkage, warpage and flash risk before mold cutting.
Mold Design Around High-Temp
PPS molds need stable thermal control, proper steel selection, reliable parting line and careful venting instead of a standard mold template.
Reinforced PPS Tooling Awareness
For glass filled or carbon fiber reinforced PPS, we review gate wear, runner wear, fiber orientation, tool steel and maintenance access.
Trial Feedback You Can Review
T1 samples, photos, trial records, inspection data and marked issue explanations help overseas buyers make decisions without visiting the factory.

Application-Based Discussion
Electrical connectors, automotive parts, pump parts, fuel cell components and chemical-resistant housings require different PPS compound and mold strategies.
Documentation for Approval
DFM comments, sample reports, CMM/FAI when required, mold maintenance notes and packing photos support project communication and handover.
Send your PPS part drawing and application requirement for mold feasibility and material review.
Related High-Performance Injection Molding Capabilities
PPS Injection Molding FAQ
What is PPS injection molding?
What is PPS used for in injection molding?
What are the critical processing parameters for PPS injection molding?
Does PPS need to be dried before injection molding?
What mold temperature is used for PPS injection molding?
What is glass filled PPS injection molding?
What causes flash in PPS injection molding?
How do I select the right PPS grade for electrical connector housings?
Is PPS better than PEEK for injection molding?
Can PPS be insert molded?
What affects PPS injection molding cost?
What should I send for a PPS injection molding quote?
Start Your PPS Injection Molding Project
Send your CAD file, 2D drawing, PPS material grade, filler content, annual volume and application information. We will review material selection, mold feasibility, DFM risks, high-temperature processing requirements, tooling strategy, trial requirements and quotation details.
Contact Information:
Email: Annie@gbminjection.com
Phone/WhatsApp: +86 15268369865
Address: Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City
