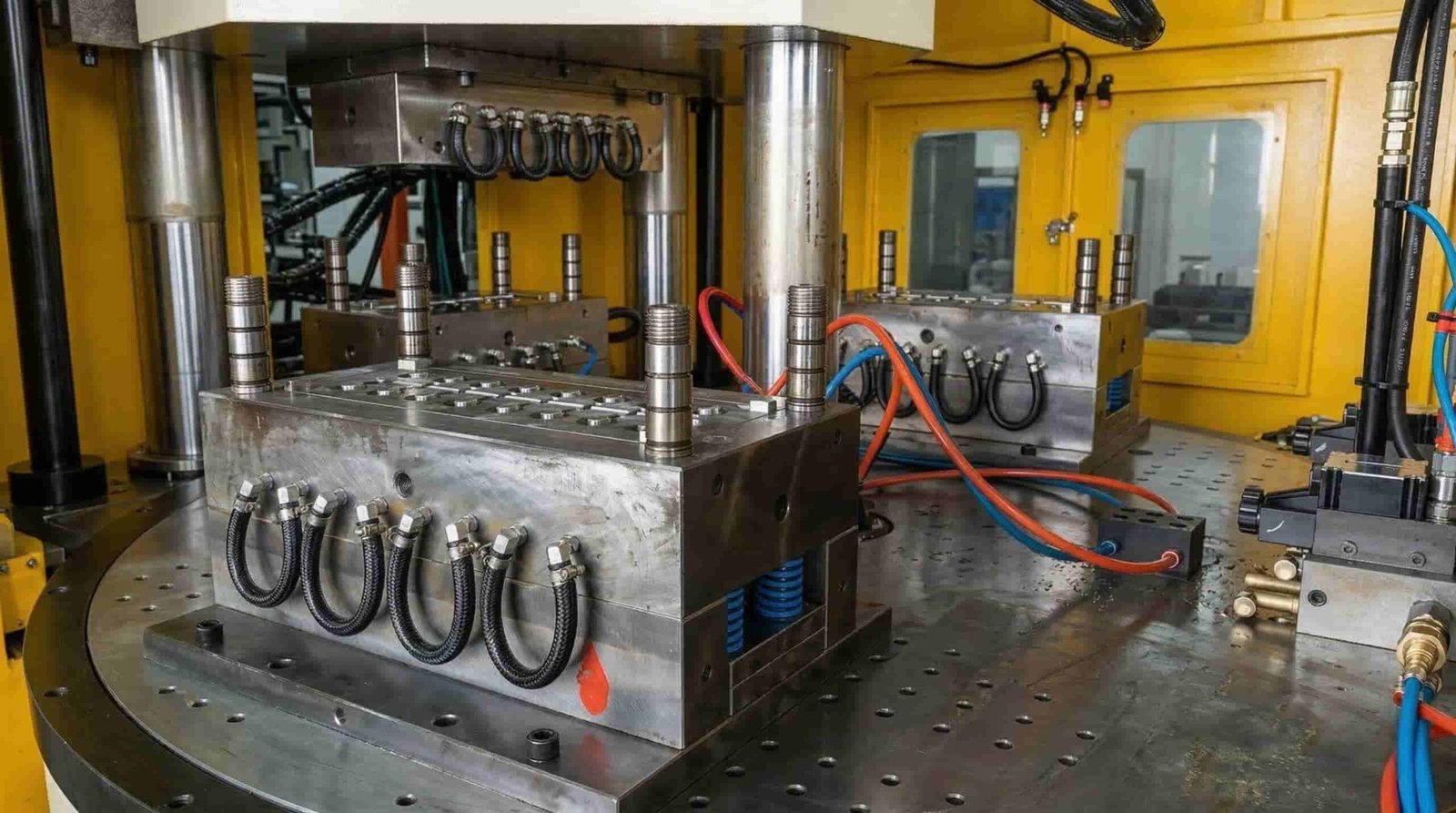
The two primary methods of insert molding are manual insertion and automated insertion. Manual insert molding relies on a human operator to hand-load metal or plastic inserts into the mold cavity before each cycle. Conversely, automated insert molding utilizes robotic arms and pick-and-place systems to precisely load inserts, offering higher speed and consistency for large production runs.
Manual vs. Automated Insert Molding Comparison
Choosing between the two methods of insert molding depends heavily on production volume, budget, and part complexity. how they compare across critical manufacturing metrics:
| Feature | Manual Insert Molding | Automated Insert Molding |
|---|---|---|
| Initial Setup Cost | Low (Standard injection molds) | High (Requires robotic integration) |
| Cycle Time | Slower (Depends on human speed) | Extremely Fast (Continuous operation) |
| Production Volume | Low to Medium runs | High-volume / Bulk manufacturing |
| Placement Precision | Subject to human error | Highly precise and repeatable |
| Safety Risks | Higher (Hands near mold cavity) | Minimal (Robotics handle placement) |
GBM Pro Tip: In our lab tests at GBM, we found that transitioning from manual to automated insert molding reduces cycle times by up to 30%, though the initial tooling and robotic integration costs require a minimum run of 50,000 units to justify the investment.
What are the two methods of molding?
In the broader context of multi-material plastics, the two primary methods of molding are insert molding and overmolding. While insert molding involves encapsulating a pre-placed component (often metal) with plastic, overmolding (or two-shot molding) injects a second layer of plastic or elastomer directly over a previously molded plastic substrate.
Core Differences in Multi-Material Molding
Understanding the distinction between these methods is crucial for part design:
- Insert Molding: Requires placing a separate, non-plastic component (like a threaded brass nut or steel pin) into the tool before injecting the thermoplastic.
- Overmolding (Two-Shot): Uses a specialized injection molding machine to shoot a rigid plastic skeleton first, immediately followed by a softer TPE or TPU layer in the same or adjacent mold cavity.
GBM Pro Tip: Our technicians often see clients confuse these two methods. We always recommend insert molding for adding structural threads, while overmolding is our go-to for adding soft-touch ergonomic grips to rigid parts.
What is an example of insert molding?
A classic example of insert molding is the manufacturing of screwdrivers. A solid steel shank is placed into the mold cavity, and molten plastic is injected around the base of the steel to form the handle. This creates a seamless, highly durable bond between the metal tool and the plastic grip.

Common Industrial Applications
Insert molding is utilized across nearly every major manufacturing sector to combine the strength of metal with the versatility of plastic:
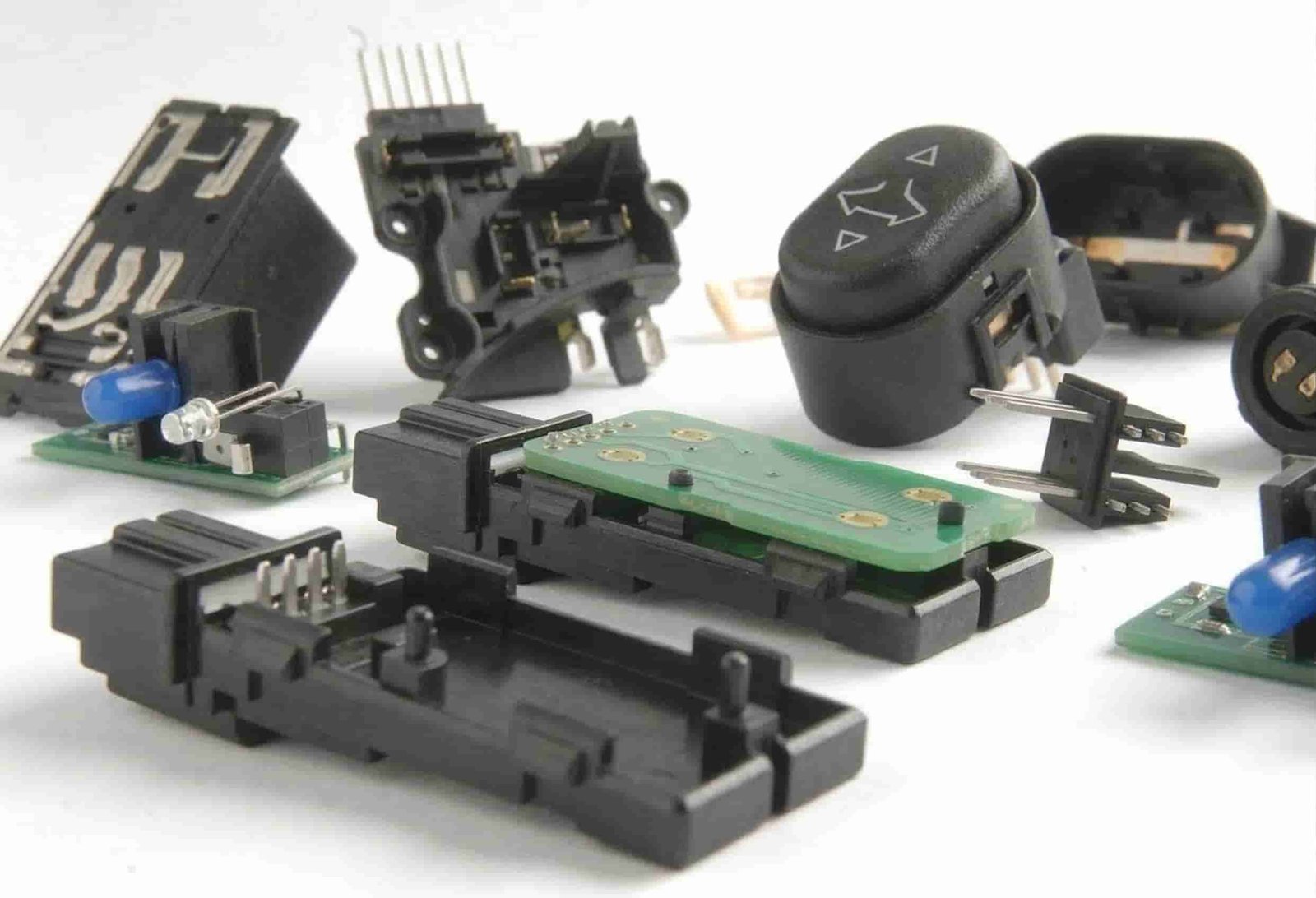
- Medical Devices: Surgical scalpels with stainless steel blades molded into ergonomic plastic handles.
- Electronics: Electrical plugs featuring conductive copper pins seamlessly encapsulated in insulating thermoplastic.
- Automotive: Dashboard knobs and dials containing brass threaded inserts for secure, vibration-resistant mounting.
GBM Pro Tip: Our engineers frequently use threaded brass inserts in electronic housings. We’ve discovered that pre-heating these metal inserts before placing them in the mold drastically reduces weld lines and thermal shock in the surrounding plastic.
What are the different types of sprue in injection molding?
In injection molding, the two primary types of sprues are hot sprues and cold sprues. A cold sprue allows the plastic within the channel to solidify and be ejected with the part, whereas a hot sprue uses a heated manifold to keep the plastic molten, reducing material waste and cycle times.
Sprue System Characteristics
The choice of sprue directly impacts material efficiency and part quality during the insert molding process.
| Sprue Type | Material Waste | Cycle Time Impact | Best Application |
|---|---|---|---|
| Cold Sprue | High (Sprue solidifies and is discarded/regrinded) | Longer (Waiting for sprue to cool) | Short-run, budget-friendly tooling |
| Hot Sprue | Minimal (Plastic remains molten in the tool) | Faster (Only the part needs cooling) | High-volume, automated production |
GBM Pro Tip: In our tooling department, we almost exclusively transition high-volume insert molding projects to hot sprue systems. It eliminates the need for manual sprue trimming, which can easily dislodge delicate encapsulated inserts.
What is molded in inserts?
Molded-in inserts are pre-formed components, typically made of brass, stainless steel, or aluminum, that are placed into a mold before plastic is injected around them. Common examples include threaded nuts, electrical pins, bushings, and magnets, which provide enhanced mechanical strength or electrical conductivity to the final plastic part.
Types of Molded-In Components
When designing a part for insert molding, engineers can utilize a variety of functional inserts:
- Threaded Fasteners: Provide durable, reusable threads in soft plastics where standard screws would strip out.
- Electrical Contacts: Allow for seamless conductivity through a plastic housing without secondary assembly steps.
- Structural Reinforcements: Metal plates or rods that add rigidity and shear strength to load-bearing plastic components.
GBM Pro Tip: We always specify knurled or grooved outer surfaces for our molded-in inserts. Our pull-out testing confirms that a diamond-knurl pattern increases the mechanical pull-out and torque-out resistance by over 40% compared to smooth inserts.
How do wholesale costs compare between manual and automated insert molding for bulk orders?
For bulk wholesale orders, automated insert molding offers significantly lower per-unit costs compared to manual insertion. Although automation requires a steep upfront capital investment for robotic tooling, the elimination of manual labor, faster cycle times, and reduced defect rates yield massive cost savings when producing hundreds of thousands of units.
Cost Breakdown for High-Volume Production
When analyzing wholesale economics, the cost curves of manual and automated systems intersect as volume scales.
| Cost Factor | Manual Insert Molding | Automated Insert Molding |
|---|---|---|
| Upfront Capital | Low | Very High |
| Direct Labor Cost | High (Requires dedicated operators) | Very Low (Minimal supervision) |
| Scrap / Defect Rate | Moderate (Human alignment errors) | Near Zero |
| Wholesale Unit Price | Higher | Lowest (At high volumes) |
GBM Pro Tip: When quoting bulk orders for our OEM partners, we use a break-even threshold. We find that automated insert molding becomes the most cost-effective solution once an order surpasses the 100,000-unit mark annually.
Which insert molding method provides a better ROI for high-volume OEM production?
Automated insert molding definitively provides a superior Return on Investment (ROI) for high-volume OEM production. By utilizing robotics to load inserts, manufacturers achieve continuous 24/7 operation, near-zero placement errors, and highly consistent thermal management, which drastically accelerates production schedules and maximizes long-term profitability.
ROI Factors in OEM Manufacturing
For Original Equipment Manufacturers (OEMs), maximizing ROI relies on minimizing variables. Automation achieves this through:
- Labor Reduction: Eliminates the need for multi-shift manual operators, drastically cutting overhead.
- Consistency: Robotic arms place inserts with sub-millimeter accuracy, reducing scrap rates and material waste.
- Scalability: Automated cells can run “lights out,” allowing OEMs to scale up production to meet sudden market demands without hiring surges.
GBM Pro Tip: In our facility, we implemented robotic end-of-arm tooling for a major automotive OEM project. We achieved full ROI on the automation equipment within just 14 months due to the complete elimination of human loading errors.
Why Trust GBM for Your Insert Molding & Tooling Needs?
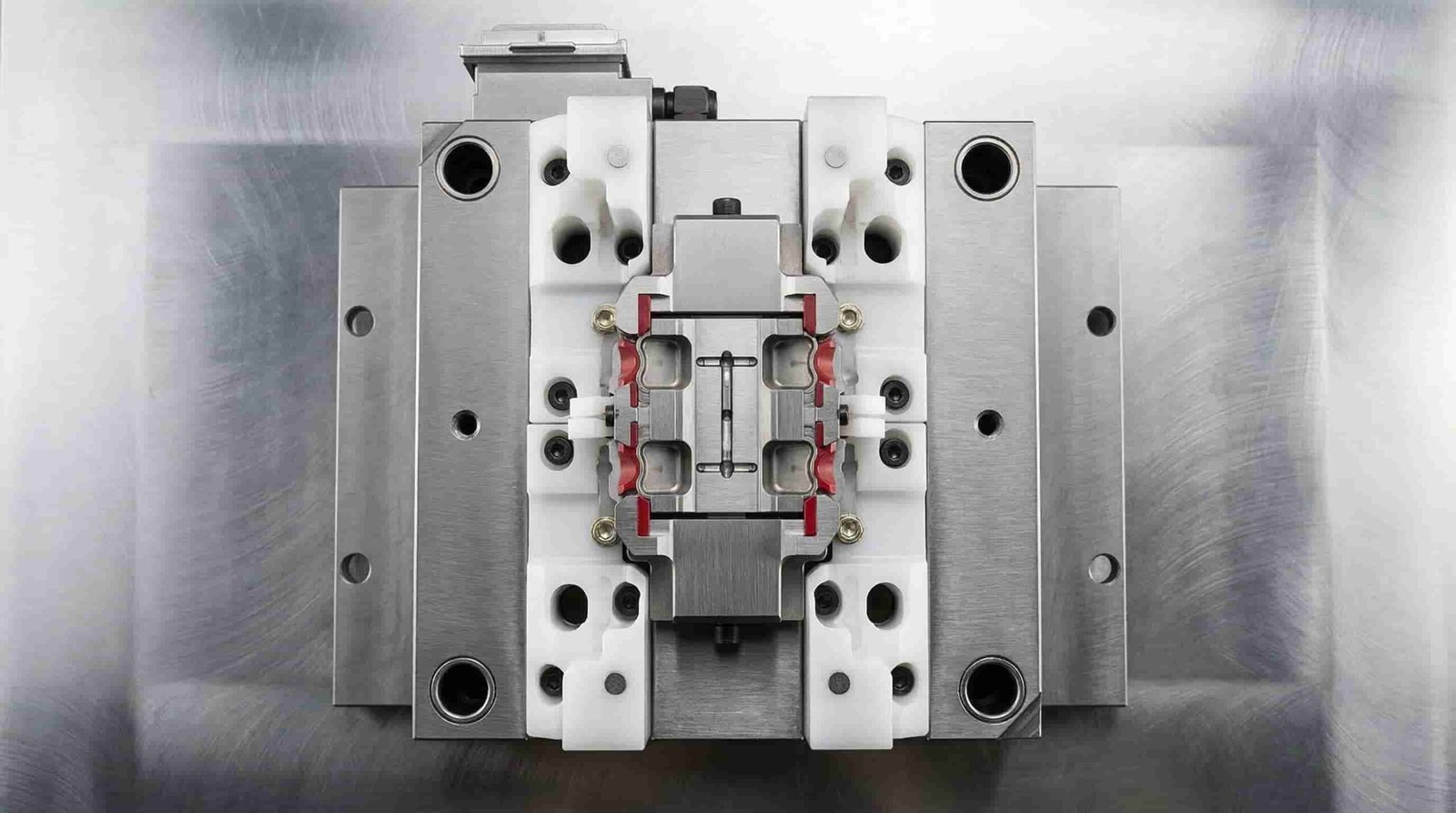
Insert molding leaves zero room for error. If the mold isn’t machined to hold the metal insert perfectly, high-pressure plastic will cause “flash” over the threads, or worse, dislodge the insert and destroy the tool. At GBM, we engineer foolproof insert molding solutions designed for seamless, high-volume OEM production.

- Precision Tooling for Insert Retention: Our in-house tooling facility machines hardened steel molds with micron-level tolerances. We utilize advanced techniques like vacuum retention and precise magnetic pins to ensure your brass or steel inserts stay locked in place against extreme injection pressures, whether loaded by hand or by robot.
- Thermal Stress Mitigation: Metal and plastic cool at vastly different rates, often causing the plastic to crack around the insert. GBM’s engineering team utilizes Moldflow® analysis to design optimal conformal cooling channels and specifies the exact pre-heating protocols to ensure a flawless, stress-free molecular grip around your molded-in components.
- In-House Automation Integration: We bridge the gap between tooling and high-speed production. For orders exceeding 100,000 units, GBM designs and integrates custom end-of-arm robotic tooling (EOAT). This means we don’t just build the mold; we build the automated work cell that guarantees 24/7 consistency, zero placement errors, and the lowest possible landed cost.
- Strict OEM Quality Control: Operating under strict quality management systems, our automated cells include integrated optical inspection (AOI) to verify that every single electrical contact, threaded nut, or structural pin is correctly positioned before the part ever reaches your assembly line.
Maximize your ROI with flawless execution. Let GBM’s tooling and automation experts transform your multi-material designs into highly profitable realities.
Ultimately, choosing between manual and automated insert molding dictates the speed, cost, and scalability of your entire manufacturing operation.
Not sure if your production volume justifies an automated setup?
Contact GBM’s engineering team today for a comprehensive cost-benefit analysis and custom tooling quote.

